Изобретение относится к оборудованию черной металлургии и метизной промьшшенности и может быть использовано в агрегатах очистки проката от технологических и консервационных смазок с одновременным определением вида и количества технологической или консервационной смазки на поверхности проката.
Цель изобретения - повьппение ка- чества очистки.
На фиг. I изображена схема агрегата для электрохимической очистки плоского проката (вдоль движения проката); на фиг. 2 - схема устройства дпя контроля загрязнений; на фиг. 3 - графики спектров люминесценции технологических и консервационных смазок .
Агрегат имеет головную часть, обеспечивающую подачу в него исходного проката, среднюю технологическую часть для очистки проката от консервационных и технологических смазок и определения количества остаточных загрязнений на прокате в виде технологических и консервационных смазок и их типа и хвостовую часть, в которой прокат разрезается на узкие ленты, сматывающиеся в рулоны.
В головной части находятся разма- тыватель 1 (фиг. 1) как элемент транспортирующего механизма, сварочная машина 2 и петлевое устройство 3
Средняя технологическая часть со- держит узел А электрохимической об- работки, систему 5 замены мокяцего раствора, coctoящyю из насоса 6 и кранов 7 с электромагнитным приводом , роликоправильную машину 8, уст- ройства 9 и 10 соответственно промывки и сушки, светозащитную камеру 11 с устройством 12 контроля загрязнений и узлом 13 уплотнения, состоящим из уплотнительных штор 14, роли- ков 15, штока 16, гидроцшшндра с поршнем 17 и электромагнитным краном 18, блок-анализатор 19 и блок 20 управления.
Хвостовая часть агрегата содержит многодисковые ножницы 21 и моталки 22.
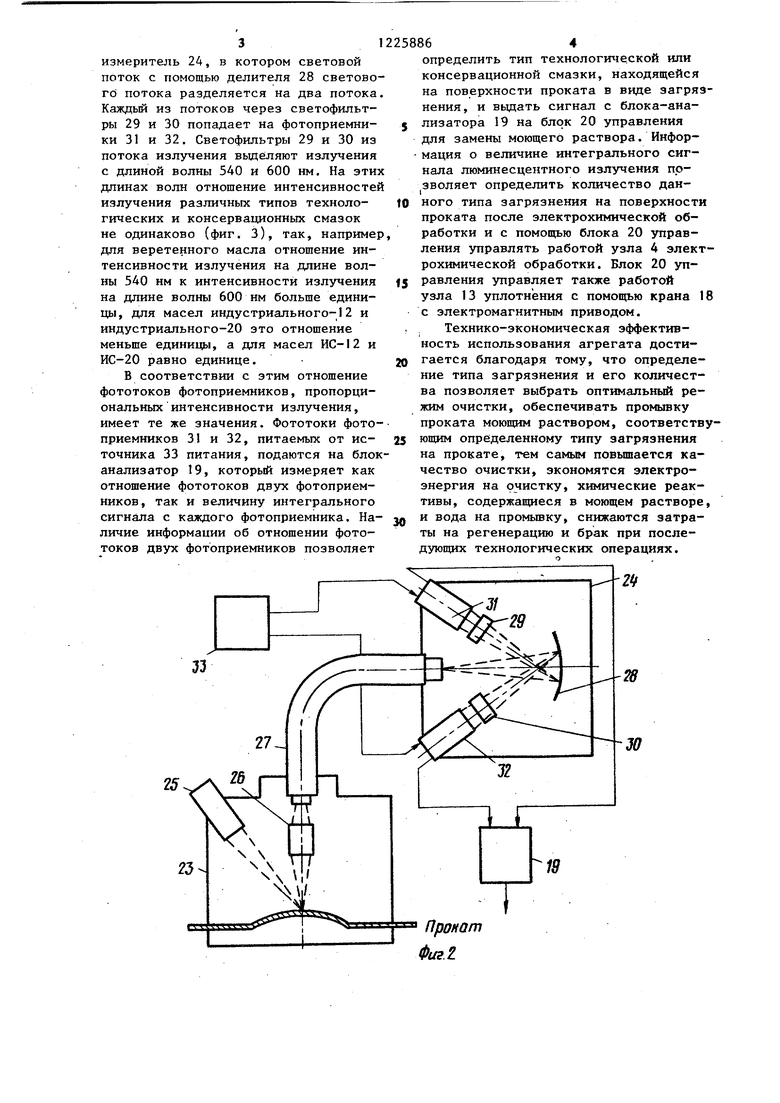
Устройство для контроля загрязнений состоит из спектрального блока 23 и оптического измерителя 24.
Спектральный блок 23, состоящий из монохроматического источника 25 ультрафиолетового излучения и объектива 26, соединен световодом 27 с оптическим измерителем 24, состоящим из делителя 28 светового потока, светофильтров 29 и 30, фотоприемни- ков 31 и 32 и источника 33 питания фотоприемников.
Агрегат работает следующим образом.
Рулоны ленты подают на разматьша- тель 1, с которого лента поступает в сварочную машину 2 для сварки с последующим рулоном, а затем входит в петлевое устройство 3, в котором создается запас ленты на время сварки для обеспечения непрерьгености процесса. После прохождения прокатом узла 4 электрохимической обработки, в котором прокат в начальный момент работы агрегата не обрабатывается,, роликоправильной машины 8 и устройств 9 и 10 соответственно промьш- ки и сушки, прокат попадает в свето- заш 1тную камеру 11 , содержащую устройство 12 для контроля загрязнений в котором определяется тип технологической или консервационной смазки и подается сигнал с помощью блока- анализатора 19 на блок 20 управления на подачу с помощью системы 5 замены моющего раствора соответствующего типу смазки моющего раствора в узел 4 электрохимической обработки, который затем включается блоком 20 управления. В устройстве 12 для контроля загрязнений определяется количество остаточных загрязнений на прокате. Дрсле этого прокат режется многодисковыми ножницами 21 на узкие ленты, которые затем сматываются на моталки 22.
При прохождении прокатом светозащитной камеры 1I камера с помощью роликового узла 13 уплотнения затемняется, таким образом . защищая устройство 12 для контроля загрязнений от попадания в него постороннего света. В устройстве 12 для контроля загрязнений, представляющем собой лнминесцентный прибор, ультрафиолетовое излучение монохроматического источника 25 попадает на прокат. Под действием ультрафиолетового излучения загрязнения на поверхности проката начинают люминесцировать в видимой области и с помощью объектива 26 фокусируются на входной конец световода 27, через который лкжинесцент- ное излучение попадает в оптический
3 1
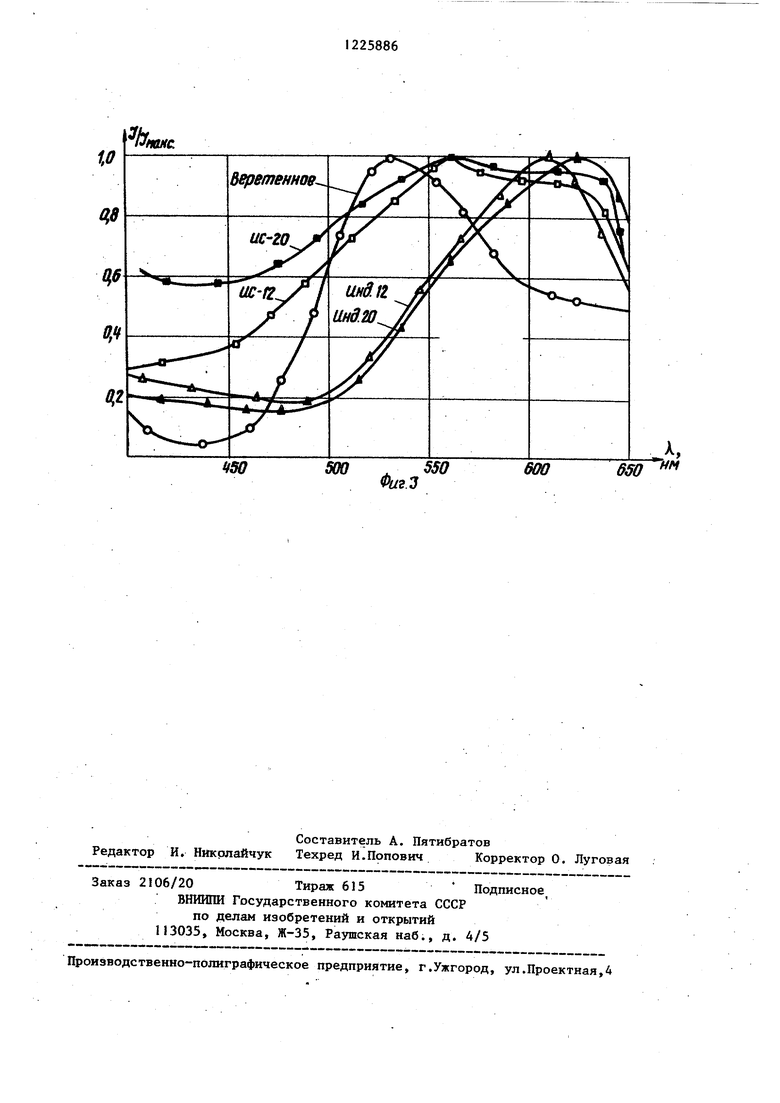
измеритель 24, в котором световой поток с помощью делителя 28 светового потока разделяется на два потока. Каждый из потоков через светофильтры 29 и 30 попадает на фотоприемники 31 и 32. Светофильтры 29 и 30 из потока излучения вьщеляют излучения с длиной волны 540 и 600 им. На этих длинах волн отношение интенсивностей излучения различных типов технологических и консервационных смазок не одинаково (фиг. 3), так, например для веретенного масла отношение интенсивности излучения на длине волны 540 нм к интенсивности излучения на длине волны 600 нм больше единицы, для масел индустриального- 2 и индустриального-20 это отношение меньше единицы, а для масел ИС-12 и ИС-20 равно единице.
В соответствии с этим отношение фототоков фотоприемников, пропорциональных интенсивности излучения, имеет те же значения. Фототоки фото- приемников 3 и 32, питаемых от источника 33 питания, подаются на блок- анализатор 19, который измеряет как отношение фототоков двух фотоприемников, так и величину интегрального сигнала с каждого фотоприемника. Наличие информации об отношении фототоков двух фотоприемников позволяет
258864
определить тип технологи 1еской или консервационной смазки, находящейся на поверхности проката в виде загрязнения, и вьщать сигнал с блока-ана- 5 лизатора 19 на блок 20 управления
для замены моющего раствора. Инфор- - мация о величине интегрального сигнала люминесцентного излучения пр- зволяет определить количество дан- tO ного типа загрязнения на поверхности
проката после электрохимической об- работки и с помопц,ю блока 20 управления управлять работой узла 4 электрохимической обработки. Блок 20 уп- 15 равления управляет также работой
узла 13 уплотн ения с помощью крана 18 с электромагнитным приводом. , Технико-экономическая эффективность использования агрегата дости- 20 гается благодаря тому, что определение типа загрязнения и его количества позволяет выбрать оптимальный режим очистки, обеспечивать промывку проката моющим раствором, соответству- 5 ющим определенному типу загрязнения на прокате, тем самым повышается качество очистки, экономятся электроэнергия на очистку, химические реактивы, содержашзиеся в моющем растворе, Q и вода на промьшку, снижаются затраты на регенерацию и брак при последующих технологических операциях.
Прокат Фиг2.
Фиг.д
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат для электрохимической очистки плоского проката | 1983 |
|
SU1125304A1 |
| Агрегат для электрохимической очистки плоского проката | 1984 |
|
SU1178809A1 |
| Агрегат для обработки ленточного проката | 1981 |
|
SU981466A1 |
| Механизированная линия для очистки плоских листов | 1984 |
|
SU1252388A1 |
| Механизированная линия для очистки плоских листов | 1984 |
|
SU1252389A1 |
| СОСТАВ ДЛЯ ОЧИСТКИ МЕТАЛЛИЧЕСКОЙ ПОВЕРХНОСТИ | 1992 |
|
RU2009192C1 |
| МОЮЩЕЕ СРЕДСТВО ДЛЯ ОЧИСТКИ МЕТАЛЛИЧЕСКОЙ ПОВЕРХНОСТИ | 2005 |
|
RU2291894C1 |
| Техническое моющее средство для очистки твердой поверхности (варианты) | 2023 |
|
RU2816685C1 |
| Моющая композиция для очистки металлической поверхности | 1979 |
|
SU785350A1 |
| Агрегат для непрерывной обработки плоского проката | 1978 |
|
SU749123A1 |

| Установка для электролитной очистки полос | 1979 |
|
SU863726A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Агрегат для обработки ленточного проката | 1981 |
|
SU981466A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Агрегат для электрохимической очистки плоского проката | 1983 |
|
SU1125304A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
