M3(ir peTet He относится к устрой- гтпам для нянесени гальванических покрытий на мелкие детали.
Чель изоРретения - повьппрние качества за счет равномернго рлспределення гпоя нанос1тмого покрытич.
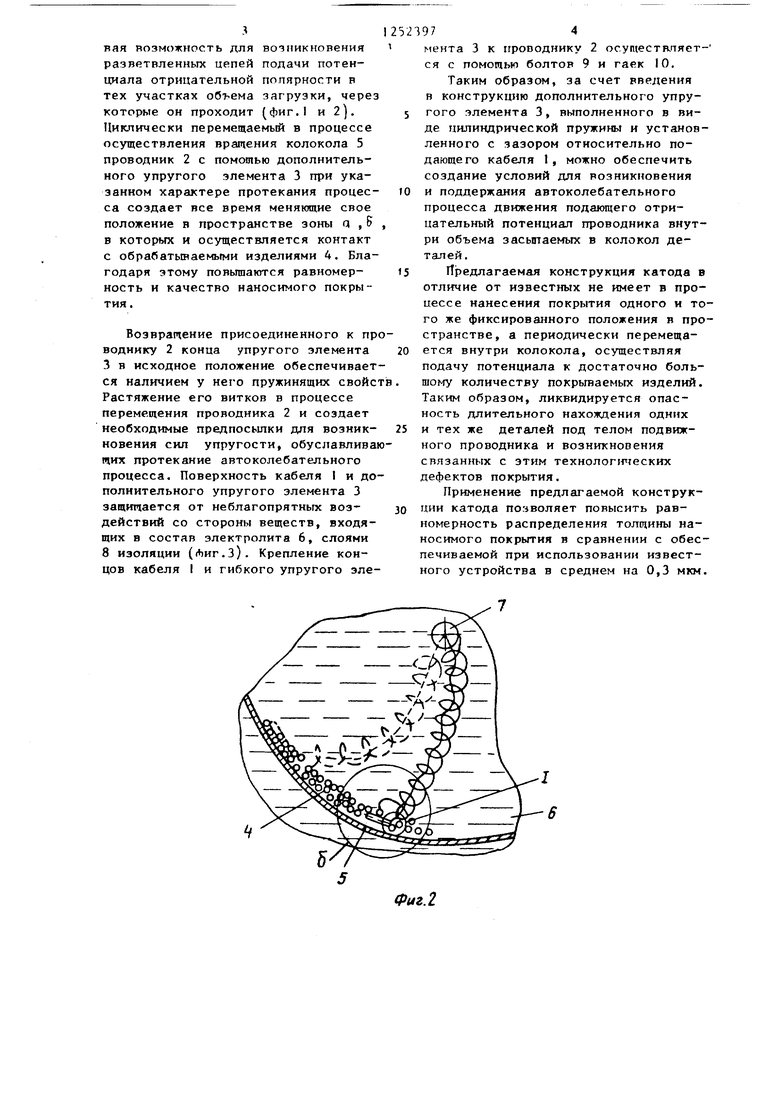
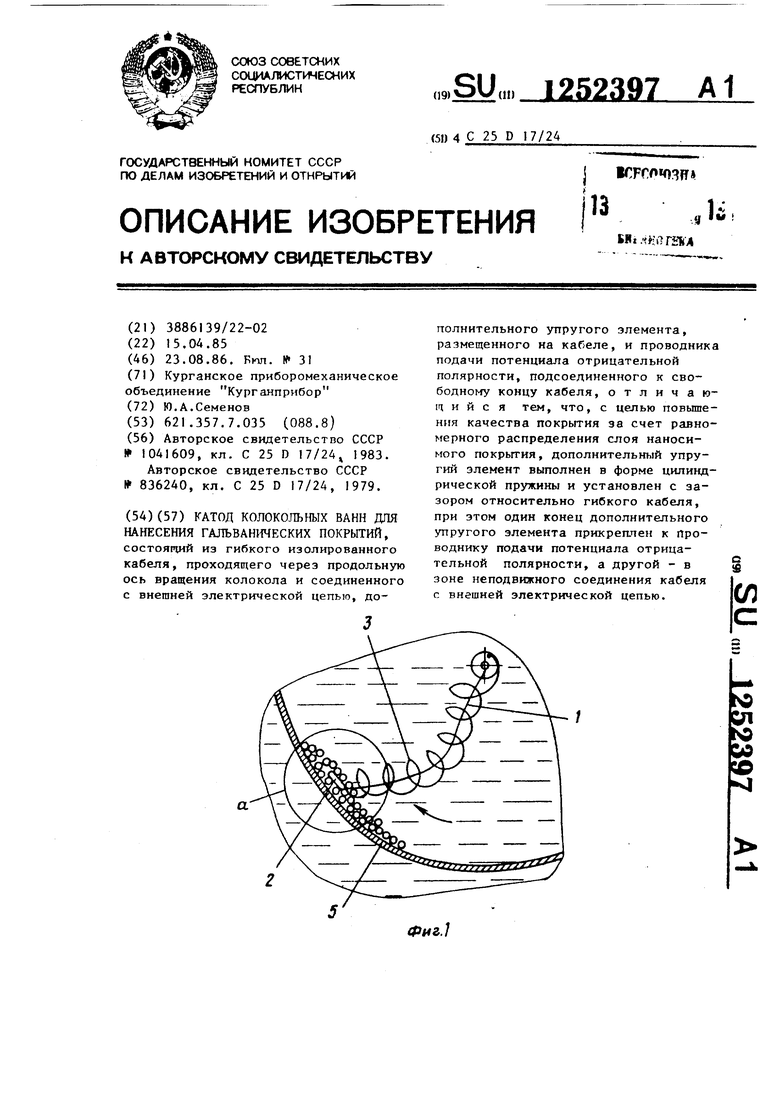
На фиг.1 изображен катод и обрабатываемые изделия в момент времени, когда спабина пружинящего кабеля значительно уменьшена, а расстояние между витками дополнительного упругого элемента стало максимальным; на гЬиг. 2 - то же , в момент времени, когда осуществлен перенос проводника в начапьное положение упругим допо:т тм o.n.TfWM эло«.1пттом. кабель имеет максимальную слабкиу, расстояние между витками упругого дополи лтельиого )Л Г-1е.И га сто-ио мипи малт.нмм; пл. фиг. 3 - узел t на фиг.2 (участок катода с гибким кабелем и дополнительным упругим чпемен том) .
Катод состоит из гибкого изолированного кабеля 1, к концу которог подсоединен проводник 2 подачи отрицательного потенциала. К ироподни ку 2 прикрепляется дополнительный упругий элемент 3, имеющий форму цилиндрической пружины. Детали 4 период1гчески вступают в контакт с поверхностью проводника 2. Они расположены в колоколе 5, который находится в слое электролита 6. Противоположные от провод1П1ка 2 дополнительного упругого элемента 3 и изолированного кабеля I закреплены на неподвижном клеммном соединении 7, размещенном на продольной оси вращения колокола, через которо производится соедине 1ие с внешней электрической 71епыл. И- олпровлнгагй кабель 1 и дополнительный упругий элемент 3 ;-1меет слои 8 защитной изоляции 3. Кабель 1 и упругиГ элемент 3 прт1гоелиняются к проводнику 2 с помощью болтов 9 и гаек 10. Нанесение покрытия с помощью предлагаег- ого катода производится следующим образом.
Изолированньш кабель 1 закреготя- ется одним концом внутри полог о вал редуктора к неподвижному клеммному соединению 7. Второй его свободный конец с проводником 2 подачи отрицательного потенциала опускается на дно колокола 5,находящегося в слое
523971
электролита 6, и имеющего форму тела вращения. Проводник 2, кроме того, соединяется г дополнительным упругим элементом 3, один конец которого
5 также жестко закреплен к клеммному гоединен)то 7. При проведении процесса обработки в колокол 5 загружают детали 4 и включают вращения устройства. Изделия 4 вместе с про- 0 водником 2 начинают перемещаться по направлению вращения устройства вместе с участком поверхности колокола 5,, на котором они в данный момент времени находятся. Расстояние 5 между витками дополнительного упругого элемента 3 при этом начинает уясличиппттги, п Изолированньш кабель
1вытягивается с уменьшением имеющейся слабины. Проводник 2 переме 0 щлетси по направлению вращения устройства до тех пор, пока упругий элемент 3 не будет растянут до того предела, при достижении которого 1юзникаклцие силы трения между провод 5 НИКОМ 2 и стенками колокола 5 окажутся меньше тех, что обусловлены собственной упругостью этого пружи- 1ит1цего элемента. Проводник 2 в про- пессе такого перемещения осутцествля30 ет подачу потенциала отрицательной полярности к изделиям 4. Проводник
2перемещается указанным образом, до тех пор, пока не будет остановлен в каком-то крайнем положении,
35 растянутым до максимального предела упругим дополнительным элементом 3. Так как в конечном положении вследствие подъема тела проводника 2 вверх и резкого уменьшения создаю40 щихся сил трения между его поверх- ностью и стенками колокола 5 суммарная состагшяющая, действующая со стороны дополнительного упругого элемента 3, сил окажется намного
45 больше последних, то упругий элемент 3 рывком изменяет свою форму. Расстояние между его витками почти мгновенно уменьшается, и упругий элемент 3 принимает свою
50 прежнюю форму. Кабель 1 опять
приобретает первоначальную слабину, и проводник 2, прикрепленный к концу упругого элемента 3, возвращается в исходное положение.
55 При переносе проводника 2 из одной зоны в другую последний скользит по поверхности изделий, находящихся на стенках колокола 5, создавая возможность для возникновения разветвленных цепей подачи потенциала отрицательной полярности в тех участках объема загрузки, через которые он проходит (фиг.1 и 2). Циклически перемещаемый в процессе осуществления вращения колокола 5 проводник 2 с помощью дополнительного упругого элемента 3 при указанном характере протекания процесса создает все время меняющие свое положение в пространстве зоны q ,S в которых и осуществляется контакт с обрабатырае(Фгми изделиями 4. Благодаря этому повьтаются равномерность и качество наносимого покрытия .
Возвращение присоединенного к проводнику 2 конца упругого элемента 3 в исходное положение обеспечивается наличием у него пружинящих свойств Растяжение его витков в процессе перемещения проводника 2 и создает необходимые предпосьшки для возник- новения сил упругости, обуславливающих протекание автоколебате льного процесса. Поверхность кабеля I и дополнительного упругого элемента 3 защищается от неблагопрятных воз- действий со стороны веществ, входящих в состав электролита 6, слоями 8 изоляции (Лнг.З). Крепление концов кабеля I и гибкого упругого элеo
5
0 5
мента 3 к проводнику 2 осущестаггяет- ся с помощью болтов 9 и гаек 10.
Таким образом, за счет введения в конструкцию дополнительного упругого элемента 3, выполненного в виде цилиндрической пружины и установленного с зазором относительно подающего кабеля 1, можно обеспечить создание условий для возникновения и поддержания автоколебательного процесса движения подающего отрицательный потенциал проводника внутри объема засыпаемых в колокол деталей.
П редлагаемая конструкция катода в отличие от известных не имеет в процессе нанесения покрытия одного и того же фиксированного положения в пространстве, а периодически перемещается внутри колокола, осуществляя подачу потенциала к достаточно большому количеству покрьтаемых изделий. Таким образом, ликвидируется опасность длительного нахождения одних и тех же деталей под телом подвижного проводника и возникновения связанных с этим технолоппеских дефектов покрытия.
Применение предлагаемой конструкции катода позволяет повысить равномерность распределения толщины наносимого покрытия в сравнении с обеспечиваемой при использовании известного устройства в среднем на 0,3 мкм.
Фиг.2
Составитель И.Саакова Редактор А.Шишкина Техред Г.ГерберКорректор М.Демчик
Заказ 4593/30Тираж 615Подписное
ВНИИПИ Государственного комитета СССР
по дейам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул. Проектная, 4
Фиъ.З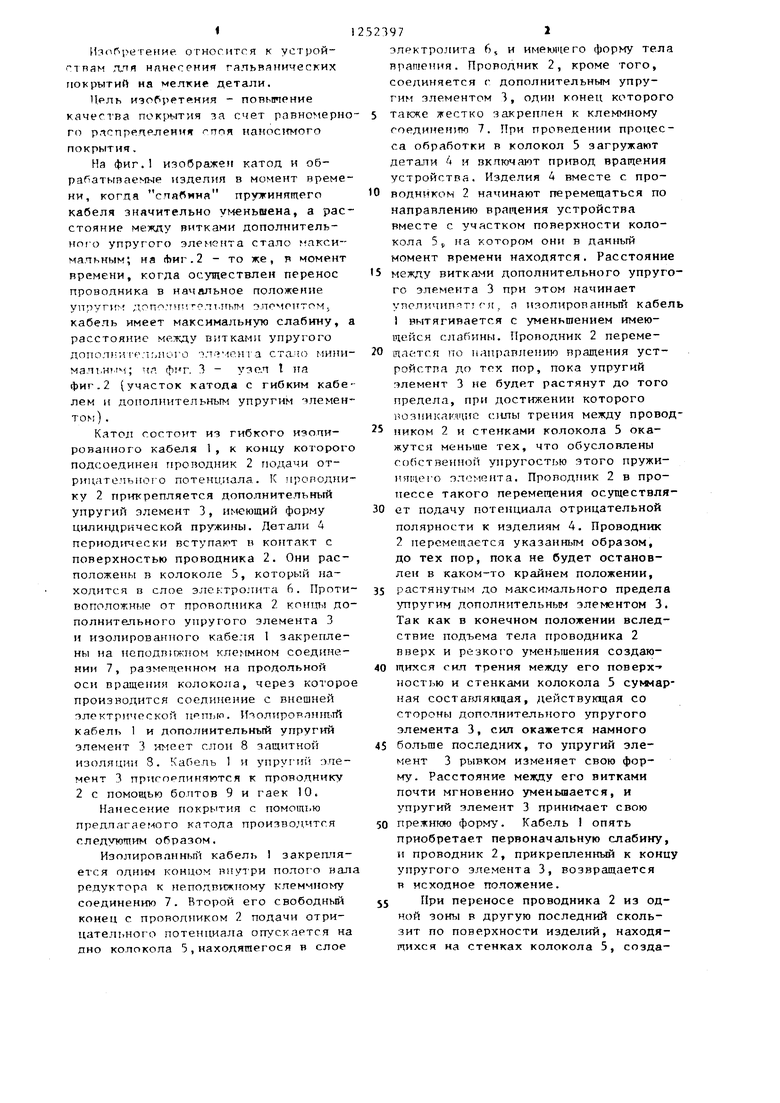
| название | год | авторы | номер документа |
|---|---|---|---|
| Катод колокольных ванн для нанесения гальванопокрытий | 1982 |
|
SU1041609A1 |
| Способ электроосаждения покрытий | 1988 |
|
SU1544844A1 |
| Токопроводящее устройство к гальванической ванне | 1984 |
|
SU1188225A1 |
| ПЕРЕКЛЮЧАЮЩЕЕ УСТРОЙСТВО И КОМПЛЕКТУЮЩИЕ ЭЛЕМЕНТЫ НА СТОРОНЕ ПОДКЛЮЧЕНИЯ | 2011 |
|
RU2582574C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ПОЛУПРОВОДНИКОВЫХ ПЛАСТИН | 1997 |
|
RU2133997C1 |
| РЕГУЛЯТОР ТЕМПЕРАТУРЫ, СПОСОБ РЕГУЛИРОВАНИЯ ТЕМПЕРАТУРЫ И ИСПОЛЬЗУЕМЫЙ НАГРЕВАТЕЛЬНЫЙ ПРОВОД | 2005 |
|
RU2357362C2 |
| УСКОРИТЕЛЬ ДЛЯ ОСУЩЕСТВЛЕНИЯ УПРАВЛЯЕМОЙ РЕАКЦИИ ТЕРМОЯДЕРНОГО СИНТЕЗА | 1999 |
|
RU2175173C2 |
| ЭЛЕКТРОАКТИВАТОР ВОДЫ | 2008 |
|
RU2385841C1 |
| Устройство для нанесения гальваническихпОКРыТий HA МЕлКиЕ дЕТАли | 1980 |
|
SU846608A1 |
| ЭЛЕКТРИЧЕСКИЙ НАГРЕВАТЕЛЬ | 2014 |
|
RU2568671C1 |
| Катод колокольных ванн для нанесения гальванопокрытий | 1982 |
|
SU1041609A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Колокол для локального нанесениягАльВАНОпОКРыТий HA МЕлКиЕ дЕТАли | 1979 |
|
SU836240A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
