(54) УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ НА МЕЛКИЕ ДЕТАЛИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для нанесения гальванических покрытий | 1985 |
|
SU1276689A1 |
| Устройство для проведения гальванических процессов | 1978 |
|
SU775190A1 |
| Устройство для нанесения гальванических покрытий контактным способом | 1978 |
|
SU779446A1 |
| СПОСОБ ГАЛЬВАНИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЯ НА ПОВЕРХНОСТИ | 1971 |
|
SU295269A1 |
| Устройство для нанесения гальваническихпОКРыТий | 1979 |
|
SU836239A1 |
| Электрод для проведения гальванических процессов | 1979 |
|
SU872608A1 |
| Катод колокольных ванн для нанесения гальванопокрытий | 1982 |
|
SU1041609A1 |
| УСТРОЙСТВО ДЛЯ ГАЛЬВАНИЧЕСКОЙ ОБРАБОТКИ МЕЛКИХ ДЕТАЛЕЙ | 1990 |
|
RU2006533C1 |
| Анод для установок электролитического нанесения покрытий | 1982 |
|
SU1071670A1 |
| ГОРИЗОНТАЛЬНАЯ ЯЧЕЙКА С РАСТВОРИМЫМИ АНОДАМИ ДЛЯ НЕПРЕРЫВНОЙ ЭЛЕКТРОЛИТИЧЕСКОЙ ОБРАБОТКИ ПОЛОСЫ | 1991 |
|
RU2010894C1 |
1
Изобретение относится к гальванотехнике, в частности к устройствам для нанесения гальванических покрь1тий.
Наиболее близким- к предлагаемому является устройство для нанесения гальванических покрытий, содержащее ванну, внутри которой расположен перфорированный барабан с электродами, верхние из которых соединены с положительным полюсом источника тока, а нижние - с отрицательным, растворимые аноды и токосъемник 1.
Однако такому конструктивному исполнению устройства для гавальнической обработки присущи некоторые недостатки.
Однако контактирование электродов с покрываемыми изделиями происходит только в нижней части барабана, площадь контакта с покрываемыми изделиями проводников, к которым подводится потенциал отрицательной полярности, невелика, что создает условия для неравномерного роста осадкана изделиях, ориентированных различным образом при засыпке их в барабан относительно электродов, являющихся катодами. Устройство не позволяет интенсифицировать процесс нанесения покрытия изза возрастания эффекта экранирования от
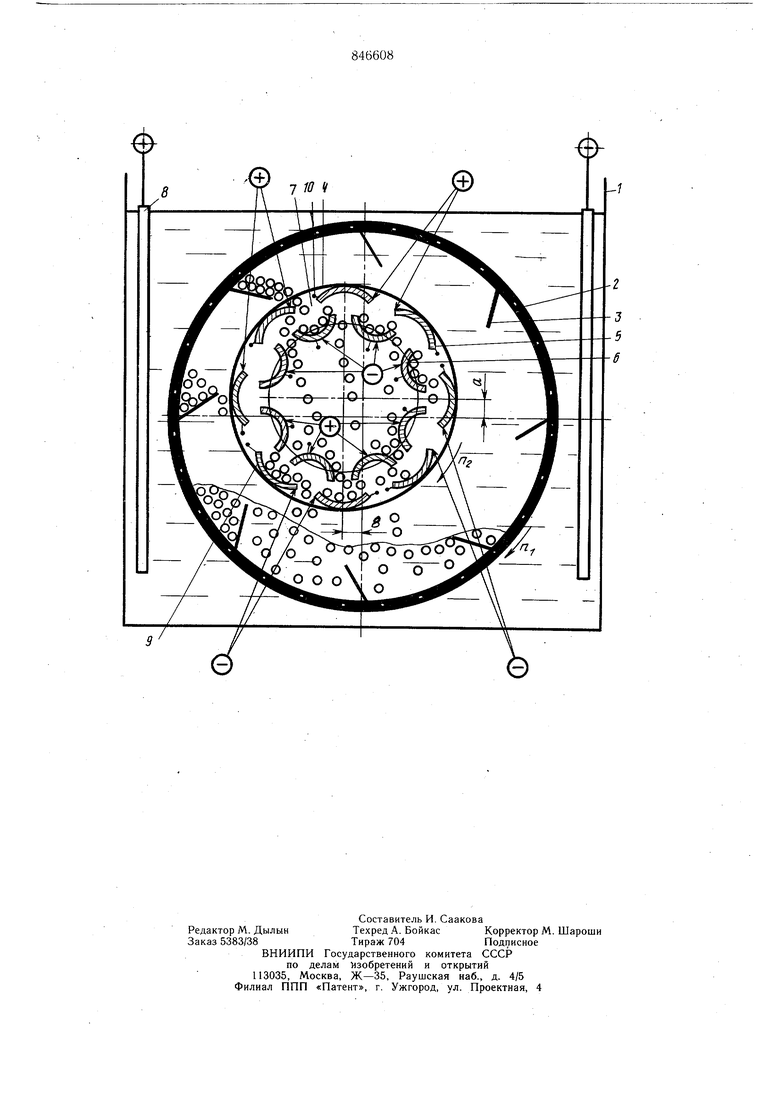
наружных и внутренних анодов на изделиях, удаленных от их поверхности при применении для проведения обработки повышенной плотности тока и увеличении количества деталей в одной загрузке. Исполнение электродов в виде равномерно расположенных по окружности цилиндрических проводников не позволяет эффективно отделять друг от друга, находящиеся в устройстве, детали ввиду неразвитости общей поверхности электродов, участвующих в проведении процесса нанесения покрытия. Кроме того, в процессе нанесения гальванического покрытия покрываемые изделия основную часть времени гальванической обработки находятся в нижней части барабана, оставляя при этом без применения больщую часть рабочего объема устройства, что уменьшает суммарный съем изделий за единицу времени с одной установки. При вращении барабана за счет сил трения, возникающих между поверхностью обрабатываемых изделий и стенками устройства, покрываемые изделия перераспределяются внутри барабана, так, что больщая-часть из них оказывается ближе к той половине барабана, которая в этот момент времени начинает подъем, а их меньшая часть находится в половине, совершающей спуск. В силу того, что электроды расположены друг относительно друга на одних и тех же расстояниях, а детали распределяются неравномерно, разброс величин потенциала на различных участках объема обрабатываемых изделий достигает больших значений. Это ухудшает качество наносимого покрытия. Цель изобретения - повышение производительности качества покрытия за счет дополнительного перемешивания деталей. Поставленная цель достигается тем, что устройство, содержащее ванну, внутри которой расположен перфорированный барабан с электродами, верхние из которых соединены с положительным полюсом источника тока, а нижние - с отрицательными, растворимые аноды.л токосъемник, снабже-; но диском, эксцентрично установленным в барабане с возможностью вращения, а электроды . закреплены на диске и выполнены в виде лотков полуцилиндрической формы, расположенных коаксиальными рядами с их относительным смещением, причем электроды наружного ряда закреплены выпуклостью наружу, а электроды внутреннего ряда - во внутрь. Кроме того, оно снабжено лопастями, наклонно установленными внутри барабана. На чертеже изображено устройство для нанесения гальванических покрытий на мелкие детали. Устройство включает в себя гальваническую ванну 1, внутри которой расположен перфорированный баран 2 с наклонными лопастями 3, токоподводящее устройство 4, представляющеее из себя блок электродов 5 и 6, установленных двумя коаксиальными кольцевыми рядами на диске 7, который выполнен из токонепроводящего материала, растворимые аноды 8, изоляционный слой 9 электродов 5 и 6 токоподводящего устройства 4, проводники 10 токоподвода; Работа устройства осуществляется следующим образом. Барабан 2 с загруженными в него обрабатываемыми изделиями погружают в ванну 1 между растворимыми анодами 8 так, чтобы все электроды были погружены в электролит, и включают приводы вращения, барабана и токоподводящего устройства. При вращении токоподводяш.его устройства 4, совершающего п г оборотов в минуту, изменение углового положения электродов 5 и 6 связано с переменной полярности потенциала, подаваемого при помощи коммутирующего устройства (на чертеже не показано). Полярность его изменяется таким образом, что в верхних и нижних половинах кольцевых коаксиальных рядов электродов 5 и 6 она имеет противоположные значения: в верхней половине электродов 5 наружного кольцевого ряда токоподводящего устройства, 4 полярность потенциала положительная, а внутреннего кольцевого ряда электродов 6 - отрицательная, на нижних половинах коаксиальных кольцевых рядов полярность потенциала на электродах 5 и 6 рас пределяется наоборот. Барабан 2, совершающий после включения привода вращения п, оборотов в минуту, поднимает находящиеся в его нижней части обрабатываемые делия при помощи лопастей 3. Покрываемые детали при достижении наивысшей точки подъема под действием силы тяжести скатываются с поверхности лопастей 3 и попадают на электроды 5 наружного кольцевого ряда токоподводящего устройства 4. Так как последние в верхней половине токоподводящего устройства обращены выпуклостью вверх, покрываемые изделия, не задерживаясь на них, попадают через имеющиеся между ними промежутки на поверхность электродов 6 внутреннего кольцевого ряда, а также, частично, и на поверхность электродов 5, находящихся в нижней половине токоподводящего устройства 4, которые в этот момент аналогично электродам 6 верхней половины внутреннего-кольцевого ряда обращены выпуклостью вниз. Так как электроды благодаря осуществлению схемы распределения полярности подводимого к токоподБодящему устройству 4 потенциала заряжены отрицательно, то при попадании обрабатываемых изделий на их поверхность начинается процесс нанесения покрытия. Электре ЛИЗ происходит между поверхностью деталей, имеющих из-за контакта с катодными электродами отрицательный потенциал, и положительно заряженными растворимыми анодами 8, а также электродами 5 и 6 внутреннего и наружного кольцевых рядов токоподводящего устройства, подсоединенными в данный момент к положительному источнику тока. При увеличении угла поворота токоподводящего устройства 4 электроды 5 нижней половины наружного кольцевого ряда совершают подъем, а электроды 6 верхней половины внутреннего кольцевого ряда совершают спуск. Детали, лежащие на электродах 6 токоподводящего устройства 4 при их опускании скатываются и попадают на поверхность электродов. 5, где процесс нанесения покрытия на изделия продолжается. Детали, находящиеся на электродах 5 нижней половины наружного кольцевого ряда, по мере дальнейшего их подъема в процессе вращения токоподводящего устройства 4 попадают обратно в нижнюю половинУ барабана 2, откуда вновь поднимаются лопастями 3, и цикл повторяется снова. Так как полярность потенциала на электродах 5 и 6 наружного и внутреннего кольцевых рядов токоподводящего устройства 4 при его вращении изменяется на противоположную, то нарастающий на них металл покрытия.в тот период времени, когда они были заряжены отрицательно, снимается с них. Благоприятны условия для протекания процесса электролиза создаются за счет того, что суммарная анодная площадь электродов, участвующих в процессе нанесения покрытия, увеличивается из-за использования для этого, кроме поверхности растворимых анодов 8, тех же электродов 5 и 6 токоподводящего устройства, которые имеют положительный заряд. В силу того, что при нанесении покрытия детали периодически меняют свое положение по отношению к электродам 5 и 6 внутреннего и наружного кольцевых рядов токоповодящего устройства 4, имеющим потенциал положительной полярности, а также и относительно поверхности растворимых анодов 8, то рост толщины наносимого покрытия на них происходит равномерно по всей поверхности обрабатываемых изделий. Ось вращения токоподводящего устройства 4 смещена относительно оси вращения барабана вверх и в сторону - ближе к части поверхности перфорированного барабана, совершающей подъем (на чертеже а - смещение вверх, b - в сторону) на такие расстояния, которые позволяют свободно проходить электродам 5 вращающе,гося токоподводящего устройства 4 около поверхности лопастей 3. Но в то же время величина этих смещений такова, что она обеспечивает вращение электродов 5 токоподводящего устройства 4 без заклинивания их за счет попадания в зазор между лопастями 3 и электродами 5 обрабатываемых изделий, а также дает возможность довести силу удара падающих на поверхность электродов 5 и 6изделий доминимального значения (расстояние от наивысшей точки подъема изделий до поверхности расположенных под ними электродов 5 наименьшее). Для предотвращения возникновения короткого замыкания на нерабочие поверхности (наружная выпуклая часть полуцилиндрического лотка) электродов 5 и 6 нанесена изоляция. Подвод потенциала положительной и отрицательной полярности на поверхность электродов 5 и 6 токоподводящего устройства 4 производится с помощью проводников 10, подсоединенных к коммутирующему устройству, находящемуся на оси вращения токоподводящего устройства 4 (на чертеже не показано). По окончанию процесса гальванической обработки барабан 2 заканчивает свое вращение, токоподводящее устройство 4 делает еще несколько оборотов для полного высыпания находящихся на его электродах-изделий: Затем покрываемые изделия выгружаются из барабана 2 через отверстие для выгрузки (на чертеже не показано). Устройство подготавливается тем самым к началу нового цикла обработки. Коммутирующее устройство (на чертеже не показано), соверщающее изменение полярности
ПОДВОДИМОГО к электродам 5 и 6 токоподводящего устройства 4 потенциала, может быть выполнено любым известным способом. Электроды 5 и 6 наружного и внутреннего кольцевых рядов токоподводящего устройства 4 закрепляются одним из торцов к поверхности диска 7, выполненного из изоляционного материала, который размещается вблизи одного из торцов перфорирюванного барабана 2.
Предлагаемое устройство позволяет поднять производительность гальванической обработки за счет увеличенной по сравнению с известными конструкциями площади контактирования изделий с тОкоподводяЩ,ими электродами; улучщить качество нанесения покрытия по сравнению с тем, которое обеспечивается при использовании известных конструкций из-за устранения эффекта экранирования за счет привлечения к проведению процесса электролиза поверхности заряженных положительно электродов токоподводящего устройства, а также из-за дополнительного перемещивания изделий при прохождении их через токоподводящее устройство. Годовой экономический эффект за счет повышения качества гальванической обработки и ее производительности составляет 6,0 тыс. руб.
Формула изобретения
