Изобретение относится к швейной нро- мы111,тенности, а именно к устройствам для формирования складок плиссе из различных видов материалов.
Цель изобретения новьииение фоиз- водительности и расн ирение технологичес- ких возможностей.
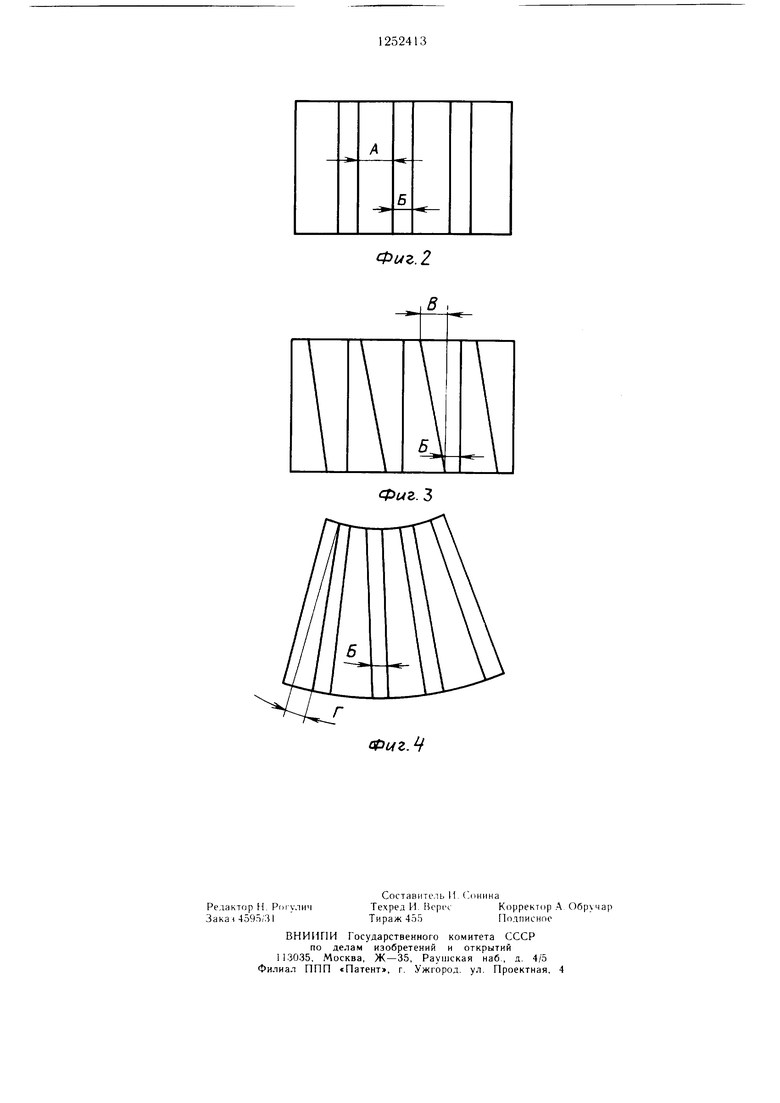
На фиг . 1 представлена общая схема уст- ройсгва; на фи|-. 2 - 4 варианты выполнения складок на устройстве.
Устройство для плиссирования детали П1в( йного изде.1ия содержит установленные к корпусе 1 с возможностью относительного вертикального неремещения в параллельные г()ризонтальные ряды дру над другом и последовательно чередующиеся между собой в каждом ряду подогреваемые клинообразные 11. 1асгины 2 и упоры 3, каждый из которых на стороне, об|)ан1енной к клинообразной части iLiacTHHi) 2, имеет выемки 4 и ограни- чиваюник ее стенки, и средство для нере- меп1ения детали. Один из горизонтальных рядов пластин 2 и упоров 3 жестко связан с корпусом 1, а пластины 2 и упоры 3 другого ряда связаны между собой посредством оспования 5, при этом каждая пластина 2 имеет расположенные симметрично относительно клинообразной части стойки 6 с уп- ругими элементами 7 стенки, ограничиваю- П1ие выемки 4 уноров 3 снабжены опорными площадками 8 для взаимодействия с упру- I ими элементами 7 стоек 6, а в каждом уно- ре 3 выполнена камера 9 с каналом 10 для подачи в выемку 4 рабочей среды для фиксации складки.
Одна из нар расположенных друг над дру| ом пластин 2 и упоров 3 жестко связана с корпусом 1 и основанием 5, а другая установлена с возможностью перемепгения д.1Я получения различных форм складок.
Средство для перемешения детали выполнено в виде реечного механизма 11, и.мею- Htero узе;1 для закрепления детали швейного изделия. Кроме Toi o. устройство содержит дета.чь 12 1пвейно1 о изделия и средства крепления 13 и 14 подвижной пары пластин 2 - упор 4.
Устройство работает следующим образом.
В режиме поднятого верхнего основания 5 деталь 12 проводится между пластинами 2 и упорами 3 и зак -епляется на реечном механизме II. В момент опускания основания 5 упругие элементы 7 взаимодействуют с О11орн1 1ми плошадками 8 упоров 3 и фиксируют деталь в натянуто.м состоянии, при этом клинообразные части пластин 2 деформируют на детали сгиб. Перед деформацией сгиба происходит нодача рабочей среды через каналы 10 из камер 9. При подъеме основания 5 в момент cjTpbiua упругих элементов 7 от уноров 3 начинает свое движение реечный механизм II, который нере- мешает деталь из зоны плиссирования. После этого рабочий цикл повторяется.
Получение на устройстве складок различного геомет)ического вида возможно при изменении взаимногс расноложения пластин 2 и упоров 3 и задания величины А хода реечного ме.ханизма.
Для получения прямых складок (фиг. 2) необходимо задать величину Б установкой определенно1 о расстояния между стойками 6 пластин 2.
Для по,лучения складок, изменяющих глубину по д. 1ине (())иг. 3), необходимо изменить положение пластины 2 и упора 3, сдвинув их с одного конца на величину В носле ос.табления креплений 14 и 13.
/1ля получения складок, расходящихся по ширине (фиг. 4), не(.)бх()димо задать величину Г па одном из приводов реечного механизма.
Предлагаемое устройство расширяет техноло ические возможности за счет создания раз. 1ичных видов складок путем вынол- нения различных связей жесткой и подвижной для рабочей пластины и упора и введения механизма перемещения, выполненного реечным, дающим расширение складок плиссе, а также диапазон устройства на все виды во,токон и улучшает качество плиссирования за счет хи.мической обработки только самих С1 ибов, термофиксацию в результате введения в устройство упругих элементов в совокупности с пластинами, установку пластин относительно упоров и форму их выполнения.
Использование изобретения позволяет плиссировать отдельные детали изде.чия за счет,применения самостоятельного механизма перемещения, который расположен по ходу движения материа;1а и имеет возврат- но-ноступательное движение, что дает возможность изготавли ать детали с частичной плиссировкой, и yMeHbHjHTb процент межлекальных выпадов при раскрое.
Фиг. 2
Фиг.З
Редактор Н. Рогулич Зака14595;31
ВНИИГ1И Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская иаб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
Фиг.Ч
Составитель И. (л)нина Техред И. IJepec Тираж 455
Корректор А Обручар Подписное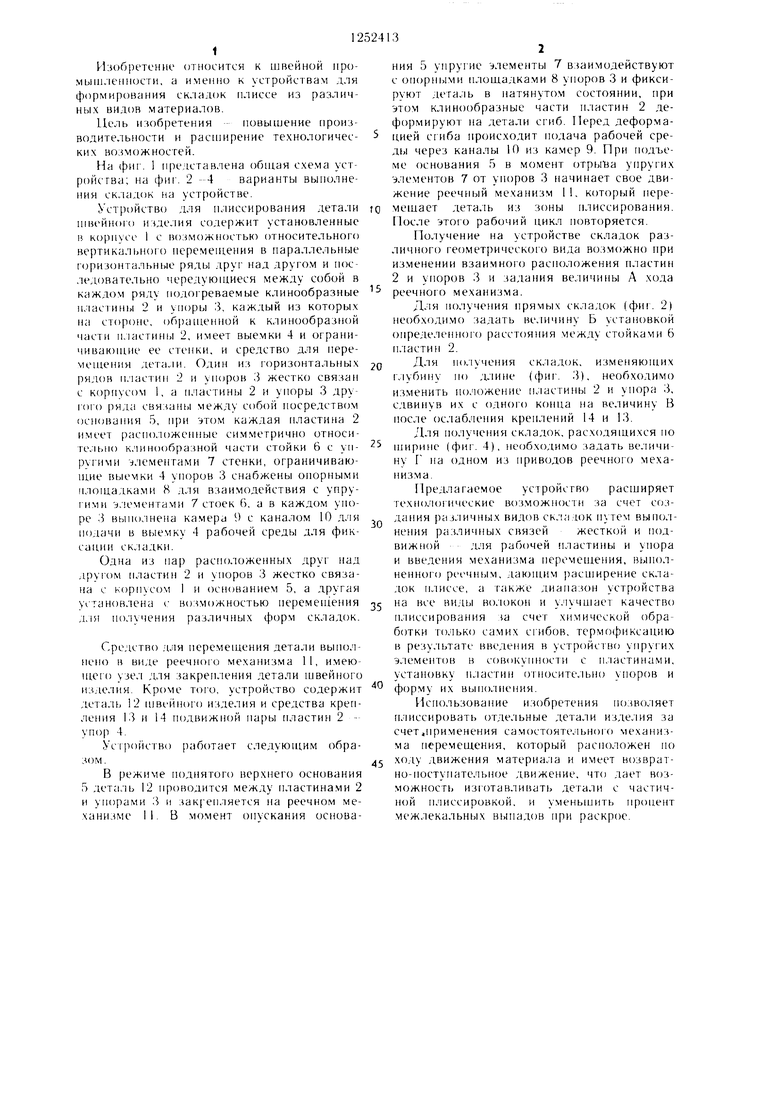
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для плиссирования детали швейного изделия | 1986 |
|
SU1390277A2 |
| Устройство для плиссирования деталей швейных изделий | 1989 |
|
SU1737055A1 |
| Способ изготовления вафельных буф для одежды | 1989 |
|
SU1806584A1 |
| Устройство для плиссирования текстильных материалов | 1977 |
|
SU705034A2 |
| Способ изготовления защитной одежды | 1988 |
|
SU1588365A1 |
| Способ заключительной отделки текстильного полотна | 1979 |
|
SU771220A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОГРАНИЧЕННОГО ЧИСЛА СКЛАДОК ПЛИССЕ НА ПРОТЯЖЕННЫХ МАТЕРИАЛАХ | 2004 |
|
RU2260640C1 |
| Устройство для плиссирования текстильных материалов | 1977 |
|
SU624969A1 |
| ОБЕСПЕЧЕНИЕ СБОРКИ ИЗДЕЛИЙ ПУТЕМ ВРЕМЕННОГО ИЗМЕНЕНИЯ СВОЙСТВ КОМПОНЕНТОВ ИЗ ГИБКИХ МАТЕРИАЛОВ | 2013 |
|
RU2685338C2 |
| Способ формирования складок типа плиссе или гофре на текстильном полотне | 1984 |
|
SU1189913A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Контрольный висячий замок в разъемном футляре | 1922 |
|
SU1972A1 |
