Изобретение относится к швейной промышленности и может быть использовано для получения складок плиссе на деталях швейных изделий.
Известно устройство для сообщения извитости материалу или пряже, содержащее два элемента. Один элемент является нагреваемым, профилированным, а другой элемент выполнен в виде цилиндра или замкнутого ремня из смеси хлопка или шерсти 11.
Недостатком известной конструкции является невозможность получения складок с четко фиксируемой линией сгиба, так как изготовление одного элемента из легких материалов не обеспечивает необходимого усилия для образования и фиксации сгиба.
Известна машина для складкообразования,-содержащая два вала с одинаковыми геометрическими размерами, размещенные в вертикальной плоскости и имеющие зубья
в форме равнобедренного треугольника, причем одновременно в зацеплении находится не более двух пар зубьев одновременно 2.
Недостатком этой конструкции является невозможность получения заложенных на сторону складок, т.е. складок плиссе.
Наиболее близким по технической сущности к предлагаемому техническому решению является устройство для плиссирования деталей швейных изделий, содержащее расположенные один над другим два одинаковых зубчатых вала, обеспечивающих в зацеплении не более двух пар зубьев одновременно и зубья которых в поперечном сечении имеют форму неравнобедренного треугольника 3.
Недостатком данного устройства является невозможность получения пластической деформации материала при его изгибе.
VI
Ы
3
сл ел
Целью изобретения является повышение надежности работы.
Предлагаемое устройство обеспечивает получение складок плиссе, с минимальным углом при вершине, лишь при прохождении линии, соединяющей центр вала с вершинами зубьев по меньшей образующей зуба.
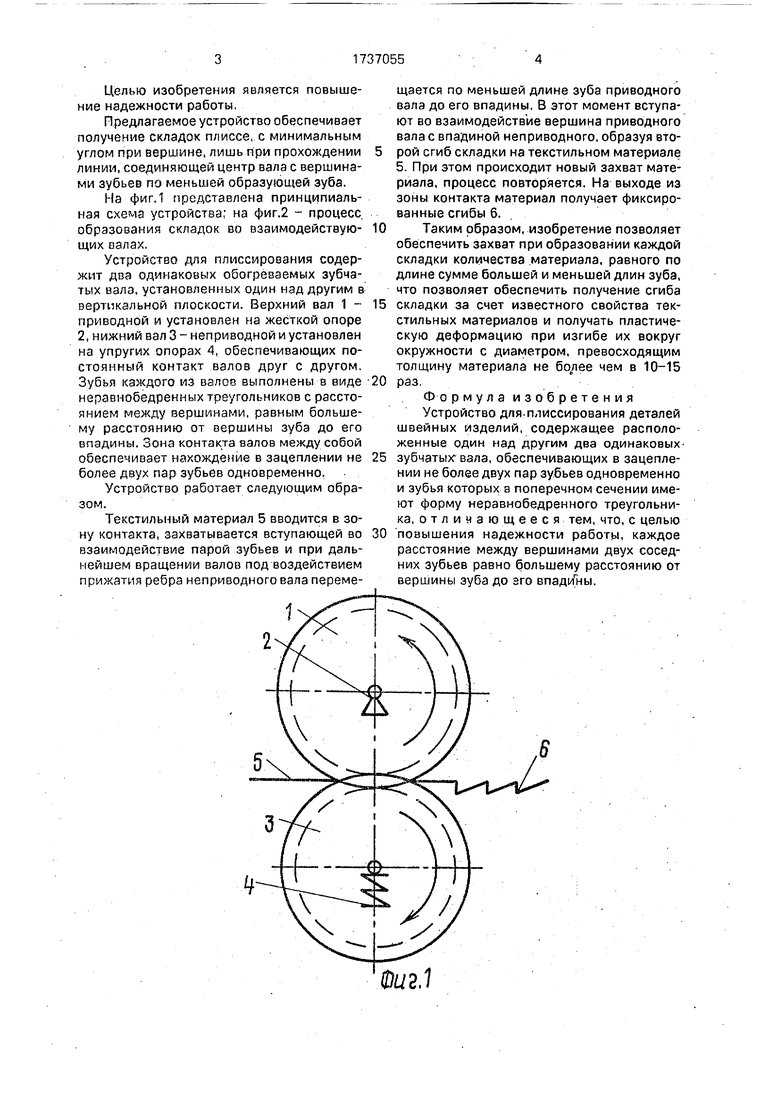
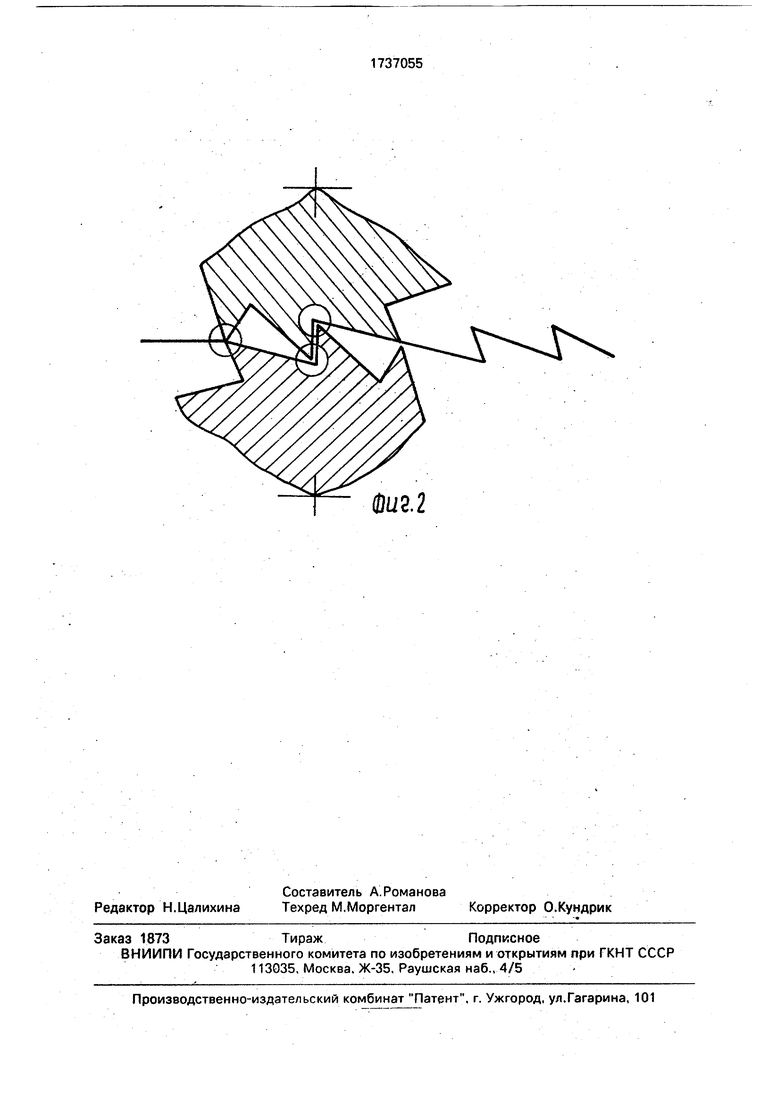
На фиг.1 представлена принципиальная схема устройства; на фиг.2 - процесс образования складок во взаимодействующих валах.
Устройство для плиссирования содержит два одинаковых обогреваемых зубчатых вала, установленных один над другим в вертикальной плоскости. Верхний вал 1 - приводной и установлен на жесткой опоре 2, нижний вал 3 - неприводной и установлен на упругих опорах 4, обеспечивающих постоянный контакт валов друг с другом. Зубья каждого из валов выполнены в виде неравиобедренных треугольников с расстоянием между вершинами, равным большему расстоянию от вершины зуба до его впадины. Зона контакта валов между собой обеспечивает нахождение в зацеплении не более двух пар зубьев одновременно.
Устройство работает следующим образом.
Текстильный материал 5 вводится в зону контакта, захватывается вступающей во взаимодействие парой зубьев и при дальнейшем вращении валов под воздействием прижатия ребра неприводного вала перемещается по меньшей длине зуба приводного вала до его впадины. В этот момент вступают во взаимодействие вершина приводного вала с впадиной неприводного, образуя второй сгиб складки на текстильном материале 5. При этом происходит новый захват материала, процесс повторяется. На выходе из зоны контакта материал получает фиксированные сгибы 6.
Таким образом, изобретение позволяет обеспечить захват при образовании каждой складки количества материала, равного по длине сумме большей и меньшей длин зуба, что позволяет обеспечить получение сгиба
складки за счет известного свойства текстильных материалов и получать пластическую деформацию при изгибе их вокруг окружности с диаметром, превосходящим толщину материала не более чем в 10-15
раз.
Формула изобретения Устройство для. плиссирования деталей швейных изделий, содержащее расположенные один над другим два одинаковыхзубчатых- вала, обеспечивающих в зацеплении не более двух пар зубьев одновременно и зубья которых в поперечном сечении имеют форму неравнобедренного треугольника, отличающееся тем, что, с целью
повышения надежности работы, каждое расстояние между вершинами двух соседних зубьев равно большему расстоянию от вершины зуба до эго впадины.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для плиссирования детали швейного изделия | 1986 |
|
SU1390277A2 |
| Способ изготовления защитной одежды | 1988 |
|
SU1588365A1 |
| Устройство для плиссирования детали швейного изделия | 1984 |
|
SU1252413A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОГРАНИЧЕННОГО ЧИСЛА СКЛАДОК ПЛИССЕ НА ПРОТЯЖЕННЫХ МАТЕРИАЛАХ | 2004 |
|
RU2260640C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОСОПЛИССИРОВАННОЙ ЛЕНТЫ И СПОСОБ ИЗГОТОВЛЕНИЯ КОСОПЛИССИРОВАННОЙ ЛЕНТЫ | 1996 |
|
RU2107652C1 |
| Устройство для плиссирования текстильных материалов | 1977 |
|
SU705034A2 |
| Способ формирования складок типа плиссе или гофре на текстильном полотне | 1984 |
|
SU1189913A1 |
| Устройство для плиссирования текстильных материалов | 1977 |
|
SU624969A1 |
| Способ изготовления вафельных буф для одежды | 1989 |
|
SU1806584A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ УМЕНЬШЕНИЯ РАЗМЕРОВ И СКРУЧИВАНИЯ ПЛОСКИХ ТЕЛ | 1998 |
|
RU2189933C2 |
Использование: в швейной промышленности для получения складок плиссе на деталях швейных изделий. Сущность изобретения: устройство содержит два одинаковых зубчатых вала, расположенных один над другим. В поперечном сечении зубья валов имеют профиль в виде неравнобедренного треугольника. Расстояние между вершинами двух соседних зубьев равно расстоянию большей длине зуба от его вершины до впадины. В момент контактирования валов происходит захват материала, а на выходе из зоны контакта материал получает фиксированные сгибы. 2 ил.
1
2
Шг,1
flu г. 2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Заявка Великобритании № 1330803, кл | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Приспособление для склейки фанер в стыках | 1924 |
|
SU1973A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Паровая радиальная турбина двойного вращения | 1925 |
|
SU1927A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Способ изготовления алюминиевого экрана для кинематографа | 1925 |
|
SU1940A1 |
