Существующая конструкция креп.ления пуансонов на ручных и пневматических прессах пригодна для выработки стеклянных изделий ВЫСОТОЙ до 180 мм. Для выработки же стеклоизделий высотой бо-. лее 180 мм практикуемое крепление пуансона за щейку двумя прихватами не обеспечивает точную центровку по отнощению к штоку и столу пресса. Для таких изделий необходимо, чтобы пуансон был закреплен жестко и был ТОЧНО отцентрирован, во избежание образования разнотолщинности в нижней части изделия.
Описываемый патрон для крепления пуансонов обеспечивает самоцептрируемость его лри прессовании изделий.
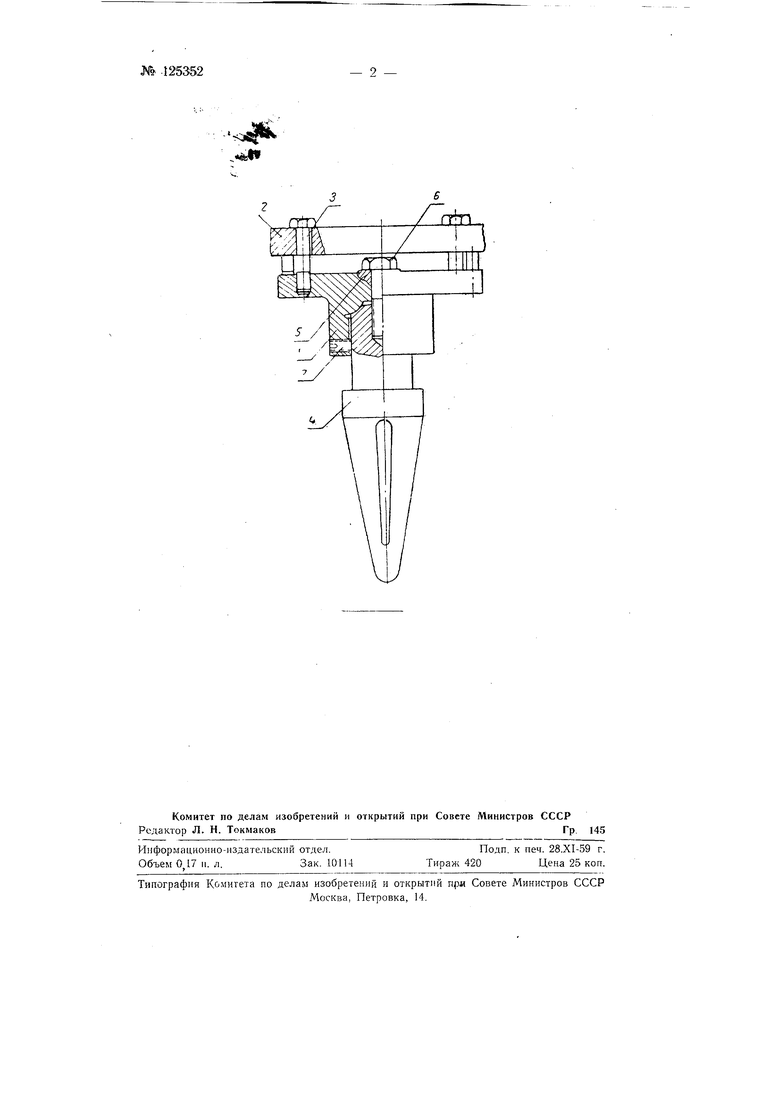
На чертеже изображен патрон, который состоит из корпуса /, прикрепленного к нижней перекладннг 2 пресса посредством болтов 3.
Корпус патрона выполнен со сферической расточкой, чтобы конец шейки пуансона 4 своей конической проточкой упирался в нее. В верхней части корпуса имеется проточка на конус, на которую опирается щайба .5 со сферической поверхностью.
Затяжной болт 6 ввинчивают в шейку тогда, когда пуансон расположен в пресс-кольце и центровочном «ольце (на чертеже не показаны).
Окончательное закрепление пуансона осуществляется винтами 7.
Предмет изобретения
Патрон для крепления пуансона ::теклоформующего пресса, отличающийся тем, ЧТО, с целью обеспечения самоцентрирования пуансона при прессовании изделий, он выполнен со сферической виутри поверхностью, в. которую упирается конической проточкой пуансон, и с конусной проточкой сиарул и, на которую опирается шайба (со сферической поверхностью), проложенная междз патроном п затяжным болтом, ввинченным в пуансон.
s:3i |i .«