.
Изобретение относится к литейному производству, в частности к изготовлению керамических форм и стержней по постоянным моделям.
Цель изобретения - повьппение ка- честна лицевой поверхности стержней и форма за счет уменьшения газона- сьпцения суспензии.
Пример. В цилиндр емкостью 1,5 л наливали гидролизованный раствор этилсиликата. Цилиндр устанавливали под миксер и перемешивая при 3000 об/мин, вводили пылевидный кварц ПК-3. После получения однородной массы вязкостью 30 с по ВЗ-4 миксер отключали и суспензию выстаивали 5 мин. Затем вновь включали миксер и вводили крупнозернистый наполнитель - кварцевый песок 1К016Б потоком 4,810 - 5,2-10 частиц/С м до вязкости суспензии 50 с. После этого добавляли гегеобразователь - полиорганосилазан. Замешивали его 0,5-1,0 мин и выливали суспензию 8 стержневой ящик.
Аналогичным способом была приготовлена суспензия в смесителе объемом 30 л при 980 об/мин (таблица, пример 2, а также в смесителе емкостью 60 л при 980 об/мин (таблица пример 3).В таблице приведена конкретное время выстаивания суспензии и плотность потока при введении в суспен- зию зернистого наполнителя.
В процессе выстаивания суспензии после введения пьшевидного огнеупорного наполнителя пузырьки воздуха, внесенные с пылевидным наполнителем всплывают и разрушаются на поверхности. Вязкость на этой стадии приготовления суспензии достаточно мала (27-35 с в зависимости от конкреного количества пылевидного огнеу- пора), что облегчает удаление воздух
При введении наполнителя потоком
QД
ПЛОТНОСТЬЮ 1,3-10 5,210 частиц/ссуспензию доводят до требуемой вязкости (50-65 с по ВЗ-4) без внесени
Огнеупорные материалы:
пылевидный - пылевидный кварц
воздушных пузьфьков. При этой операции каждая гранула песка погружается в суспензию отдельно, не вовлекая за собой воздужных включений, в то время как порционное введение наполнителя комом приводит к попаданию внутрь воздуха, находящегося в меж- зерновых порах.
Как следует из данных, приведенных в таблице, приготовление суспензии согласно предлагаемому способу обеспечивает высокое качество лицевой поверхности форм и стержней, благодаря значительному снижению на ней количества газовых дефектов. Это в свою очередь обеспечивает отсуствие или значительное снижение количества дефектов на поверхности отливки.
Нижняя граница времени выстаивания определена практически при изготовлении небольших порций суспензии 0,5-2,0 л, используемых для щи- рокой номенклатуры стержней отливок до 15 кг. За 5 мин из таких объемов эвакуируется до 85-90% пузырьков воздуха. Верхняя граница времени выстаивания ограничена склонностью наполнителя к седиментации: при выстаивании более 18 мин - образуются дсадки наполнителя.
Верхнее значение плотности потока крупнозернистого наполнителя - 5у2-. 10 часткц/с й ограничено тем, что при больших значениях этой величины по данньм испытаний наблюдается заметное увеличение количества дефектов на поверхности форм и стержней. Нижнее значение плотности потока - 1,3-10 частиц/ огра - ничено тем, что дальнейшее снижение плотности потока, не вызывая существенного уменьшения числа дефектов, неоправдано снижает производительность оборудования.
Реализация изобретения позволяет .сократить брак по поломке стрежней, улучшить чистоту поверхности отливок и как следствие, сократить трудоемкость очистных работ .
ПК-3
ПК-1
ПК-3
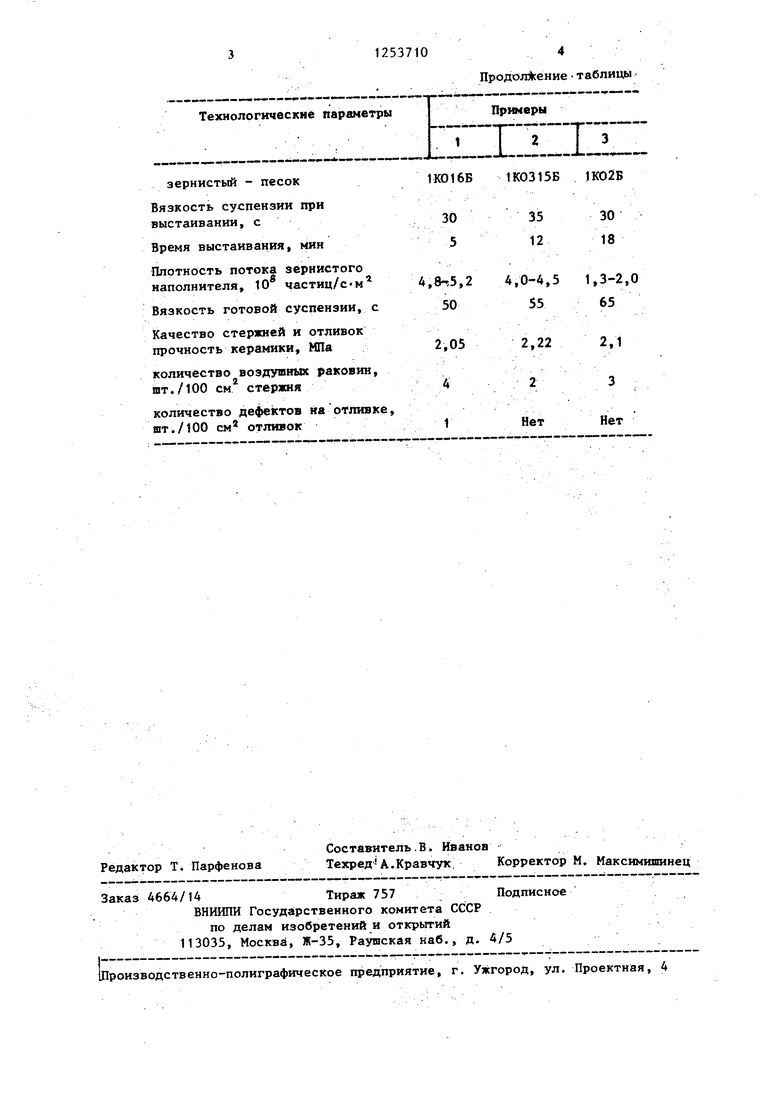
зернистый - песок
Вязкость суспензии при выстаивании, с
Время выстаивания, нян
Плотность потока зернистого наполнителя, 10 частиц/с-м
Вязкость готовой суспензии, с
Качество стержней и отливок прочность керамики, МПа
количество воздушных раковин, шт./100 см стержня
количество дефектов на отливк шт./100 см отливок
Редактор Т. Парфенова
Составитель.В Иванов
Техред|А.Кравчук; Корректор М. Максимишинец
Заказ 4664/14Тираж 757Подписное
ВНИЙПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
:роизводственно-полиграфическое предприятие, г. Ужгород, ул. Проектн ая, 4
Е
Продолжениетаблицы
1КО16Б 1К0315Б 1К02Б
30 5
35 12
30 18
4,8-,5,2 4,0-4,5 1,3-2,0 50 55 65
2,05
2,22
2,1
Нет
Нет
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ОБОЛОЧКОВЫХ ФОРМ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2006 |
|
RU2302311C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ (ВАРИАНТЫ) | 2011 |
|
RU2478453C1 |
| Способ изготовления керамических оболочковых форм для литья по выплавляемым моделям | 2018 |
|
RU2691914C1 |
| Суспензия для изготовления многослойных оболочковых форм по выплавляемым моделям | 1981 |
|
SU1066716A1 |
| Суспензия для изготовления многослойных оболочковых форм | 1983 |
|
SU1227310A1 |
| СПОСОБ ПОДГОТОВКИ ЗЕРНИСТЫХ МАТЕРИАЛОВ ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ФОРМ И СТЕРЖНЕЙ В ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2010 |
|
RU2443499C1 |
| Способ подготовки зернистых материалов для изготовления керамических форм и стержней | 1990 |
|
SU1766577A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2375144C1 |
| Способ изготовления керамической оболочки для литья по выплавляемым моделям | 2018 |
|
RU2685827C1 |
| Способ изготовления многослойной оболочковой формы по выплавляемым моделям | 1982 |
|
SU1136883A1 |
| Веникодробильный станок | 1921 |
|
SU53A1 |
| Косняну К | |||
| и др | |||
| Литье в керамические формы | |||
| М.: Машиностроение, 1980, с | |||
| Шланговое соединение | 0 |
|
SU88A1 |
| Иванов В.Н., Зарецкая Г.М | |||
| Литье в керамические формы по постоянным моделям | |||
| М.: Машиностроение, 1975, с, 61, с | |||
| Схема обмотки ротора для пуска в ход индукционного двигателя без помощи реостата, с применением принципа противосоединения обмоток при трогании двигателя с места | 1922 |
|
SU122A1 |
