15Изобретение относится к обработке металлов давлением, а именно к способам получения кольцевых поковок с профилированной торцовой поверхностью, и может быть использовано при штам- 5 повке преимущественно малопластигшьгх материалов или материалов, имеющих узкий интервал штамповочньас температур.
Целью изобретения является расши- 10 реиие номенклатуры получаемых изделий, повышение их качества и стойкости инструмента.
Па чертеже представлена схема осуществления предлагаемого способа. Способ реализуют следующим образом.
Кольцевую заготовку 1 прямоугольного сечения устанавливают в нижнюю половину штампа 2. При рабочем ходе пресса верхняя половина штампа 3 воздействует на заготовку 1 , )з результате чего последовательно производят редуцирование заготовки по наружному диаметру с обжатием (1,05- 1,1)(правая часть фиг, ), а затем высадку кольцевой заготовки внутрь с одновременным формированием торцового профиля. Избыток металла вытесняют в угловую кромку по внутреннему диаметру под острым углом оС к центральной оси поковки в зоне мостика облоя 4 и параллельной той же оси за преде- лами мостика (левая часть фиг «1) Пример
высадку кольцевой заготовки внутрь до диаметра внутренней полости 70 мм с формированием на торце профиля. На стадии доштамповки облой вытесняют в угловую кромку по диаметру внутренней полости под углом 45° к оси поковки в пределах мостика, а за его пределами параллельно той же оси.
При выводе облоя под углом, равным 45 , экспериментально было установлено, что технологическое усилие на стадии доштамповки оказывалось
20
25
30
Мм,
лах из диапазона (0, однако при этом для качественного заполнения рельефа поковки требуется увеличить объем заготовки на 5-10%, тогда как при значении угла ci 50-55 усилие деформирования возрастает незначительно (5-8%), но качество заполнения рельефа поковки обеспечивается при номинальном ее обьеме, что более предпочтительно.
Предварительног редуцирование кольцевой заготовки с обжатием (1,05-1,) создает радиальный подпор на заготовку, исключая тем самьп4 течение металла к периферии, приводящее к растягивающим наппяжениям. Значения величины обжатия менее ,05о не об€;спечивает гарантированного подпора, по наружному диаметру заготовки, выполненной по минусовому допуску. При значениях обжатия боль- Способ используется ше 1,15 при редуцировании на заго- . ,,-, ,«,«,-. товках, вьтолненных по плюсовому
допуску на наружный диаметр, появляется торцовой заусениц.
Изменение направления вытеснения 40 металла в облой позволяет вести штамповку малопластичных материалов из . заготовок обычной точности, так как течение облоя под острым углом из внутренней угловой кромки поковки 45 приводит к тому, что диаметр наружной кромки облоя по мере его истечения уменьшается, а зто в свою очередь обуславливает возникновение в облое сжимающих напряжений, повьш1аю- 50 щих пластичность металла и предупреждающих тем самьм возможность разрушения.
при штамповке детапи кольцо , имеющей профиль на торцовой поверхности Исходную кольцевую заготовку, полученную литьем из сплава ЛМЦСКА-58- с наружным диаметром 175 t2,l
внутренним диаметром 1
2,5
.95± мм - толщиной 21- мм, после
нагрева до температуры 750 °С помещают в нижннж) половину iDTajyina, установленного на КГШП усилием 15 МН, При рабочем ходе пресса под действием верхней половины штампа последовательно производят редуцирование заготовки с обжатием по наружному диаметру 1,16 до размера J72 мм и
8НИИПИ Заказ 4748/10
Проиэв.-полигр. пр-тие, г. Ужгород, ул. Проектная, 4
высадку кольцевой заготовки внутрь до диаметра внутренней полости 70 мм с формированием на торце профиля. На стадии доштамповки облой вытесняют в угловую кромку по диаметру внутренней полости под углом 45° к оси поковки в пределах мостика, а за его пределами параллельно той же оси
При выводе облоя под углом, равным 45 , экспериментально было установлено, что технологическое усилие на стадии доштамповки оказывалось
Тираж 655
Подписное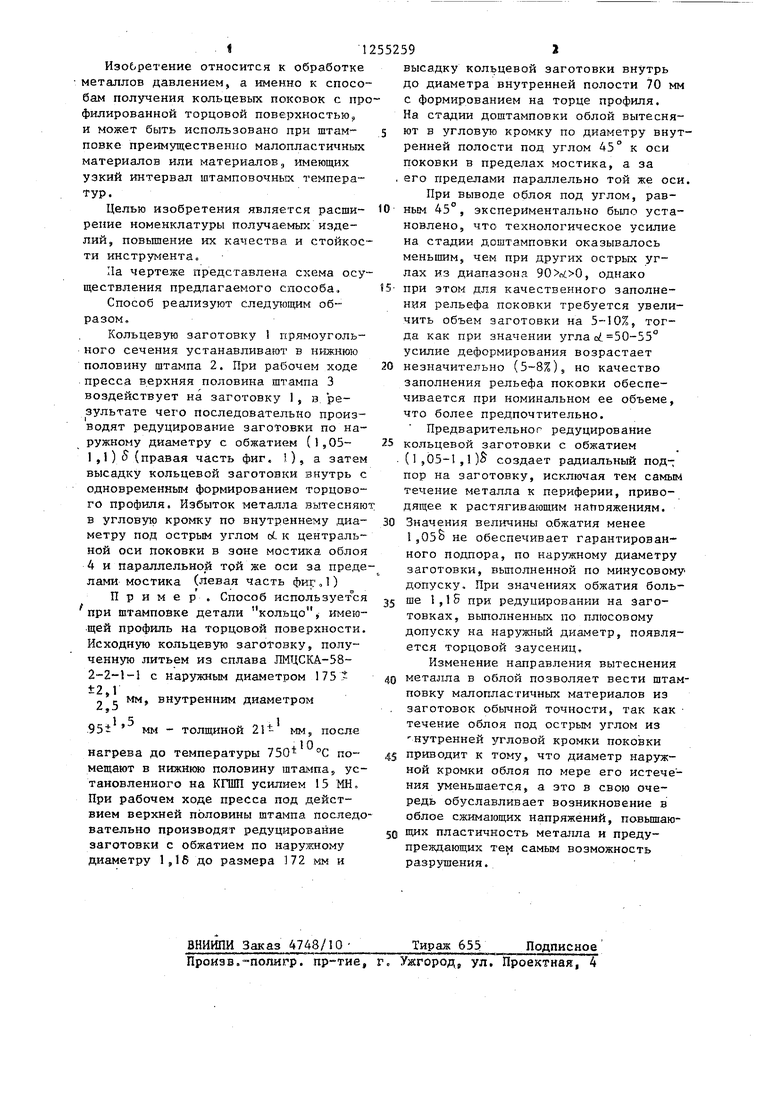
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2756213C1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2753482C1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2747437C1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2019 |
|
RU2732514C1 |
| Способ изготовления торцовых ключей для сверлильных патронов | 1983 |
|
SU1156797A1 |
| ШТАМП ДЛЯ ОТКРЫТОЙ ОБЪЕМНОЙ ШТАМПОВКИ ПОКОВОК | 2013 |
|
RU2582843C2 |
| Способ штамповки поковок типа противовесов | 1988 |
|
SU1609545A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2004 |
|
RU2275271C1 |
| Штамп для открытой объемной штамповки поковок | 1991 |
|
SU1821286A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2011 |
|
RU2494831C2 |

| Охрименко Я.М | |||
| Технология куз- нечно-штамповочного производства.- М.: Машиностроение, 1976, с | |||
| ПОРШНЕВОЙ ДВИГАТЕЛЬ | 1916 |
|
SU282A1 |
| Устройство для отыскания металлических предметов | 1920 |
|
SU165A1 |
