Изобретение относится к электрохимической обработке и может быть использовано для электрохимической размерной обработки полостей штампов и пресс-форм.
Цель изобретения - повышение точности и интенсивности обработки.
Цель достигается тем, что производят локальный нагрев электродов в точке их касания посредством пропускания электрического тока.
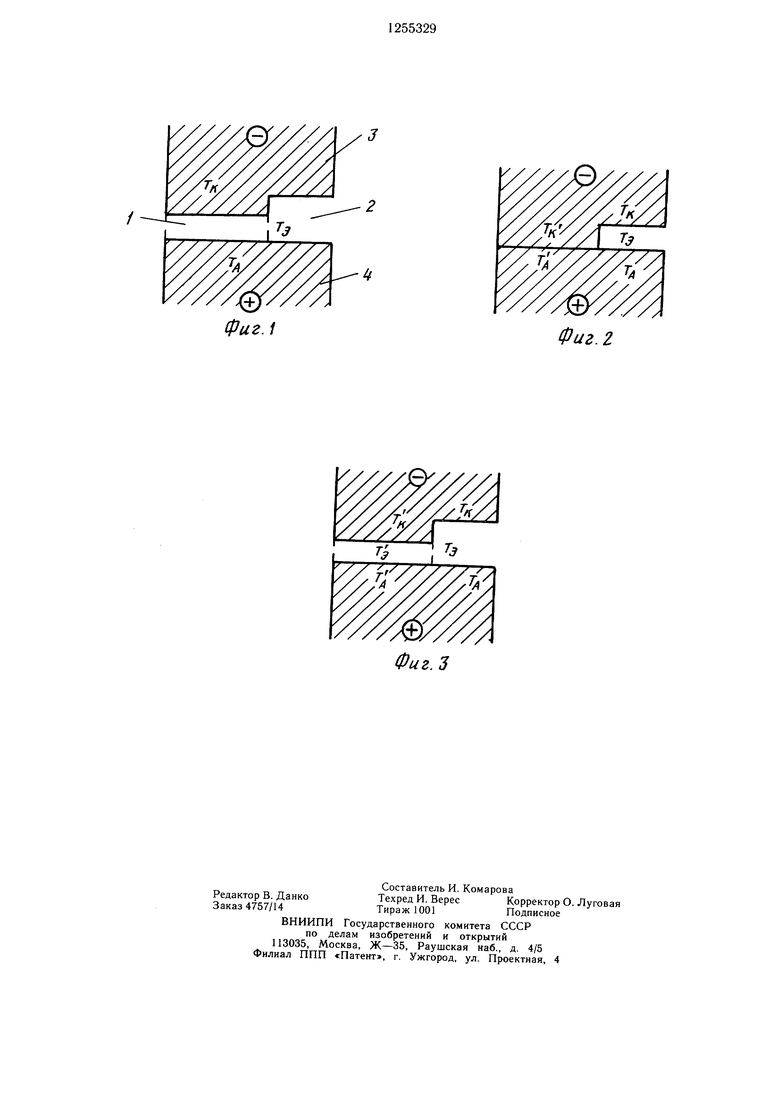
На фиг. 1 представлена схема обработки и распределение температур по поверхности электродов и электролита в момент, пред- шествуюш,ий касанию; на фиг. 2 - то же, во время касания; на фиг. 3 - то же, после касания при разведении электродов на величину рабочего зазора.
Суш,ность предлагаемого изобретения состоит в следующем.
Пусть в процессе обработки возникла неравномерность в распределении межэлект- родпых зазоров, связанная с низкой лока- лизацией процесса, т. е. в межэлектродном промежутке возникла зона 1 с меньшим зазором между электродами, чем в зоне 2. При этом температура электрода-инструмента 3 равномерно распределена по его телу и составляет величину Гк, соответственно температура заготовки 4 - Та. Слой электролита имеет температуру Тэ, соизмеримую с температурами электродов (фиг. 1).
Далее осуществляют касание электродов с одновременным пропусканием электрического тока.
При этом касание произойдет в области минимального зазора, а протекающий электрический ток вызовет нагрев места контакта, что обусловлено омическим сопротивлением контактируемых поверхностей. В результате нагрева электродов температура Гк и в зоне 1 будет больше по сравнению с температурами Гк и Ti в зоне 2.
Причем в слое электролита температурных изменений не произойдет, так как он будет иметь место только в зоне 2.
После разведения электродов на заданный рабочий зазор (фиг. 3) в слое электролита, контактирующего с нагретыми электродами, в 1 произойдет увеличение температуры . Пропорционально температуре электролита его удельная электро- проводность в зоне 1 становится выше, чем в зоне 2, что приводит к повышению скорости съема металла в области минимального зазора и выравниванию исходной погрешности.
Кроме того, нагрев заготовки в области минимального зазора снижает работу выхода ионов металла в раствор электролита, что повышает локализацию растворения.
Таким образом, локальный нагрев обоих электродов Б точке касания позволяет увеличить скорость растворения заготовки в области минимального зазора за счет локального увеличения электропроводности электролита и уменьшения работы выхода ионов. При этом обеспечивается увеличение точности обработки с одновременным повышением ее интенсивности.
Пример. Для апробирования предлагаемого способа проводилась обработка полости сложной конфигурации (пресс-форма для шестерни) в среде 15%-ного раствора NaCl (температура кипения 130°С). Глубина обрабатываемой полости 42 мм.
Во время касания электродов к ним прикладывалось напряжение, обеспечивающее протекание тока порядка 400 А, что вызвало нагрев точки контакта до 80°С. До такой же температуры подогревалась вся заготовка при обработке по известному способу. Материал заготовки - сталь 5ХНВ.
Точность копирования оценивалась по отклонению обработанного профиля от экви- дистанты к профилю электрода-инструмента при достижении заданной глубины обработки.
В Обоих случаях обработка проводилась по импульсно-циклической схеме со следующими параметрами: рабочий зазор 0,05 мм; промывочный зазор 0,3 мм; рабочий период 0,8 с; длительность импульса технологического напряжения 5 мс; амплитудное значение напряжения 15 В.
В результате обработки по известному способу время обработки составило 105 мин, максимальная погрешность обработки 0,16 мм; по предлагаемому способу время обработки 86 мин, максимальная погрешность 0,1 мм.
Формула изобретения
Способ размерной электрохимической обработки, осуществляемый в неподвижном электролите с нагревом электродов и с периодическим их касанием при отсутствии технологического тока, отличающийся тем, что, с целью повышения точности и интенсивности обработки, нагрев осуществляют, в момент касания электродов путем пропускания электрического тока.
Фиг.1
Фиг. г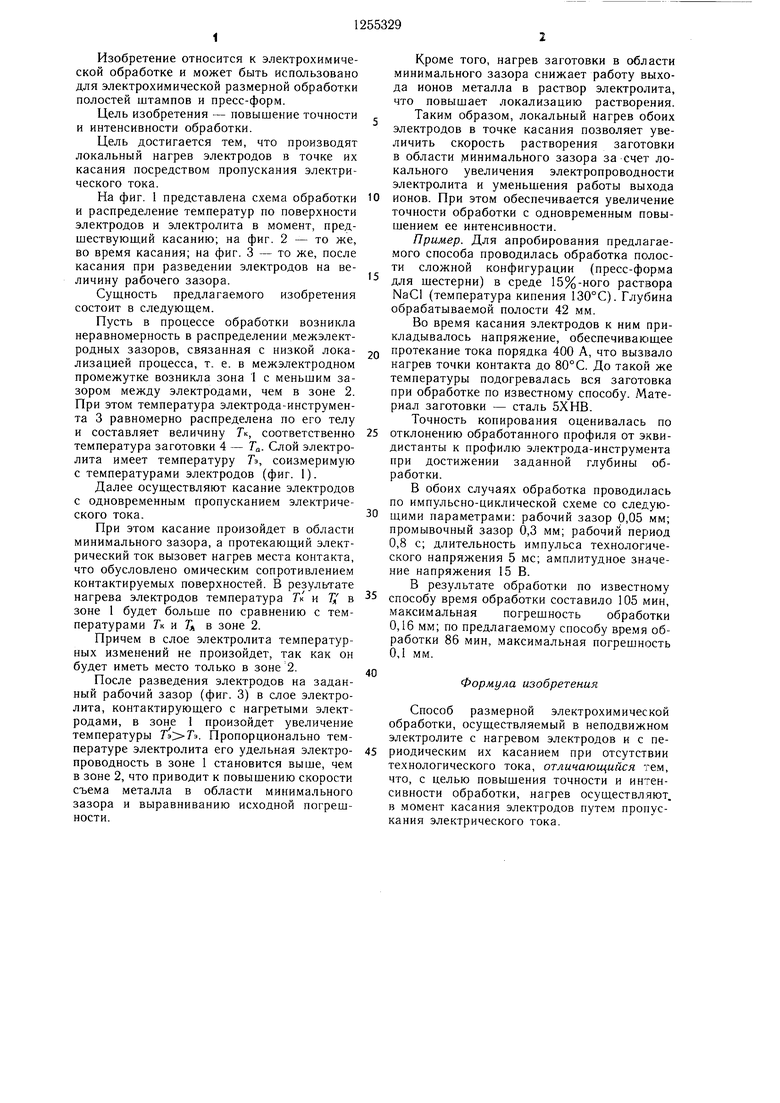
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ размерной электрохимической обработки | 1986 |
|
SU1404223A1 |
| СПОСОБ ДВУСТОРОННЕЙ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2011 |
|
RU2448818C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2008 |
|
RU2401184C2 |
| Станок для электрохимической размерной обработки | 1987 |
|
SU1407714A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2011 |
|
RU2465991C2 |
| Способ размерной электрохимической обработки | 1977 |
|
SU707750A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ (ВАРИАНТЫ) | 2010 |
|
RU2504460C2 |
| Способ размерной электрохимическойОбРАбОТКи | 1979 |
|
SU850339A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2011 |
|
RU2456138C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО МИКРОФОРМИРОВАНИЯ | 2004 |
|
RU2255843C1 |
Изобретение позволяет повысить точность и интенсивность обработки за счет локального нагрева электродов в точке их касания. Нагрев осуществляют в момент касания посредством пропускания электрического тока. Нагрев электродов в точке касания вызывает локальное увеличение электропроводности электролита, что приводит к повышению съема металла в области минимального зазора и выравниванию погрешности обработки. 3 ил. Ivd сд СП 00 to ;о
Фиг.З
| Способ размерной электрохимическойОбРАбОТКи | 1979 |
|
SU850339A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
