(54) СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электрохимической размерной обработки металлов | 1981 |
|
SU1007889A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2005 |
|
RU2306211C1 |
| Способ размерной электрохимической обработки | 1987 |
|
SU1484504A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2011 |
|
RU2456138C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФОРМООБРАЗОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА "ИГЛА" | 2000 |
|
RU2176580C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2011 |
|
RU2465991C2 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2000 |
|
RU2177391C1 |
| Способ размерной электрохимической обработки | 1987 |
|
SU1484505A1 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2006 |
|
RU2330746C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ТУРБИННЫХ ЛОПАТОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2305614C2 |
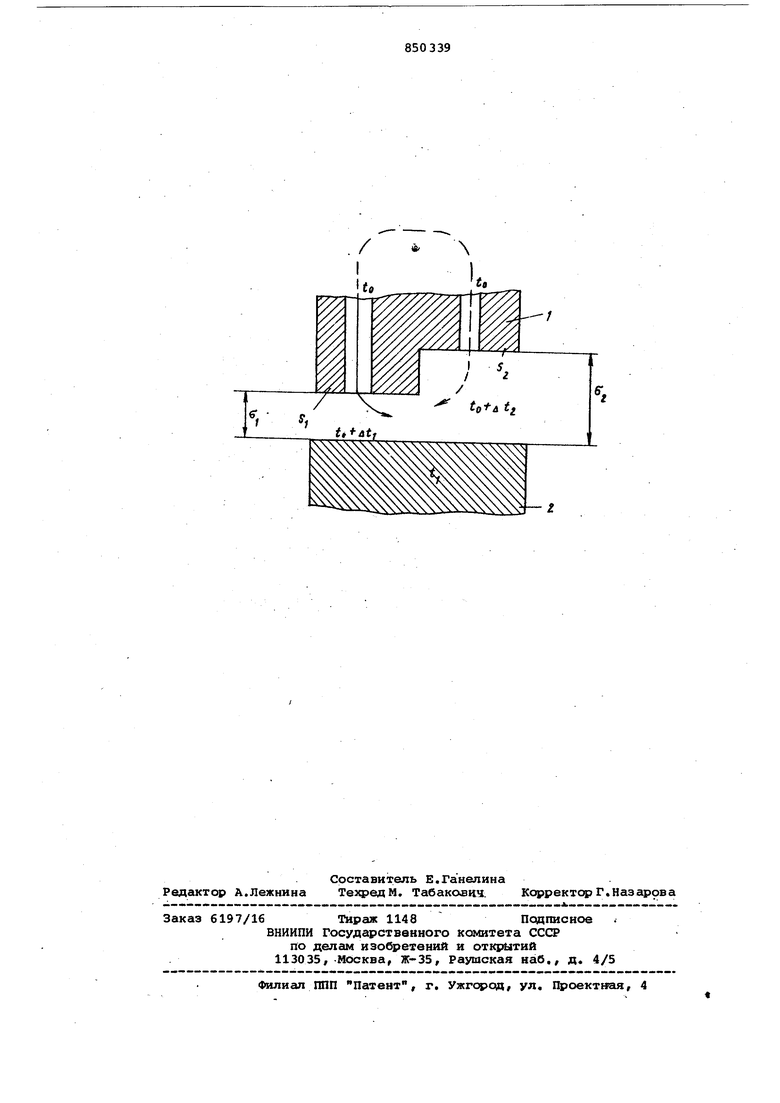
Изобретение относится к электрофизическим и электрохимическим методам обработки, а именно к способам размерной электрохимической обработки, и может быть использовано, например, при копировально-прошивочных опе рациях.. Известен способ размерной электрохимической обработки в неподвижном электролите, при котором осуществляют охлаждение электролита вьзше температуры его замерзанияГ. Однако локализующие свойства электролита при его охлаждении до тем перату ры, например, изменяются слабо. Недостаточная локализация процесса ведет к снижению точности обра ботки . Цель изобретения - повышение точносуи обработки за счет локализации процесса. Поставленная цель достигается тем что одновременно с охлаждением элект ролита вьаие температуры его замерзания производят нагрев одного из электродов до темпер ату гил, при которой температура электролита, омавающего его, не превышает температуру кипения электролита, а в ходе процес са обработки периодически изменяют направление подаш электролита в межэлектрсдный промежуток. Уменьшение производительности в известных способах обработки на малых зазорах связано с процессом ишамои парообразования в электролите. Недопущение кипения электролита в предлагаемом способе создает условия для максимально возможной прсжзводительности и линейной зависимости электропроводности электролита от температуры, что позволяет достичь заданную точность. Для того, чтобы обеспечить необходимое изменение удельной электропровод ности электролита при изменении вели.чины зазора независимо от тракта элекг ролита,направление подачи последнего попеременно (с изменением цикла меняют, для этого в электроде используют два или более отверстий и в каждый новый цикл электролит подают в соответствующее циклу отверстие. На чертеже представлена схема обработки по предлагаемому способу. При установке электродов в рабочее положение между инструментом-катодом 1 и анодом-деталью 2 величина зазора может меняться от значения о
од поверхностью S , до значения оверхностью S,.
Электролит поступает в соответтвующее отверстие в катоде 1 с наальной температурой t, меньшей темературы окружающей среды, но боль- , ей температуры его замерзания (t,j tp 4 tj.p ). Анод-деталь равномерно подогревают до температуры ц , большей температуры окружающей среды (). В рабочий период цикла .Q электролит, оставаясь неподвижным между электродами, при соприкосновении с деталью локально неравномерно нагревается до температуры, зависимой от локального значения зазора, но не превышающей температу- 15 ры кипения. Под поверхностью S температура электролита достигает значения tg- и. t. , а под поверхностью % - значение t л t, . Ввиду того, что масса электролита под20
единицей поверхности S Меньше, чем под единицей поверхности Sj, то U t 7 Д tft и происходит увеличение температуры в зоне меньших зазоров. Соответственно температуре25 электролита его удельная электропроводность под поверхностью Sy становится выше, чем под поверхностью , что приводит к повышению скорости обработки в области 5 и общему воз- растанию точности обработки. При условии, если температура электролита за время рабочего периода не достигает температуры его кипения, повьшение температуры не приводит к парооб- разованию в зоне обработки, что обес- печивает линейную зависимость возрастания электропроводности электролита ОТ температуры. При этом обеспечивается возрастание точности обработки с одновременным повышением ее про- 40 изводительности,.
После подачи порции электролита по тракту его движения возникает некоторый градиент температуры, направление которого совпадает с направле- л нием движения электролита. Для компенсс1ций погрешности в изменении электропроводности электролита, связанной с продольным по тракту электролита градиентом температуры, в« последующий промежуток времени между рабочими периодами производят подачу электролита в новое отвер1стие (например в отверстие на поверхности Sj). При этом направление д(вижения электролита между S и S. $ менжется на противоположное, в результате чего возникает градиент температуры в направлении от 5, к 5, компенсирук11(ий градиент предьщущего периода подачи электролита.
Пример, Обработку ведут в среде 15%-гного раствора NaCI при
циклической подаче инструмента-катода. Для увеличения точности обработки электролит, поступающий в межэлектродный зазор, охлаждают до температуры to 5°С (температура замерзания tj -11, 8°С, температура кипения , температура окружающей среды 20С). Один из электродов (анод)постоянно нагревается до температуры . Длительность рабочего периода (обработки на рабочих зазорах Т-0,5 с..При установке рабочего зазора электролит между электродами практически остан вливается и, находясь в контакте с нагретым анодом, локально неравномерно прогревается.
Средние значения его температуры, зависящие от величины локального межэлектродного зазора,приведены ниже.
мм
80 72 62 53
0,02
0,03
0,05
0,07
0,1 46 37 23 19 11
0,12
0,15
0,17
0,3
Удельная электропроводность электролита в зависимости от значения Зазора меняется от 0,04 (ггри б 0,02 мм), до 0,014 (при 60,2). В связи с этим достигается повышенная скорость растворения на меньших межэлектродных зазорах,что приводит к увеличению точности и производительности обработки.
Формула изобретения
Способ размерной электрохимической обработки в неподвижном электролите, при котором осуществляют охлаждение электролита выше температуры его замеэания, отлич ающи и ся тем, что, с целью повышения точности обработки за счет локгшизации процесса, одновременно производят нагрев одного из электродов до температуры, при которой температура электролита, омывающего его, не превышает температуры кипения электролита, а Б ходе процесса обработки периодически изменяют направление подачи электролита в межэлектродный промежуток.
Источники информсщии принятые во внимание при экспертизе
1, Артамонов Б.А. и др. Размерная электрическая обработка металлов. М,, .Высшая школа, 1978, с. 252.
