Изобретение относится к области импульсной электрохимической размерной обработки (ЭХО) токопроводящих материалов и может быть использовано для двусторонней обработки деталей, например лопаток компрессоров и турбин газотурбинной техники из жаропрочных, жаростойких, титановых сплавов и других труднообрабатываемых механическими методами материалов.
Известен способ электрохимической размерной обработки турбинных лопаток, включающий обработку двумя вибрирующими электродами-инструментами с синхронизированной с вибрационными колебаниями электродов-инструментов подачей импульсов технологического напряжения и с поступательным движением электродов-инструментов относительно заготовки, при котором обработку профиля пера лопатки осуществляют последовательно сначала одним съемным электродом-инструментом, а затем после поворота заготовки в крепежном приспособлении вдоль оси изделия на 180° и установки его на съемный диэлектрический ложемент, профиль которого повторяет геометрию рабочей поверхности первого электрода-инструмента, вторым съемным электродом-инструментом при амплитудном значении технологического напряжения 6÷8 В, линейной скорости подачи каждого электрода-инструмента 0,23÷0,28 мм/мин и длительности импульса технологического напряжения 3÷3,4 мс [Патент РФ 2305614, МПК В23Н 3/00. Способ электрохимической размерной обработки турбинных лопаток и устройство для его осуществления / Строшков В.П., Пшеничников В.А. // Б.И., 2007. №25].
Недостатком этого способа является то, что обе стороны детали (турбинной лопатки) обрабатываются от разных баз с перестановкой электрода-инструмента, что отрицательно сказывается на точности обработки. Кроме того, при последовательной обработке обеих сторон тонкостенных деталей (таких, как компрессорные лопатки, особенно последних ступеней) по описанному способу происходит коробление детали после ее снятия из приспособления, что объясняется релаксацией возникающих во время обработки термических напряжений, являющихся следствием неравномерного объемного нагрева детали и межэлектродной среды (газожидкостной смеси) проходящим током, и механических напряжений, возникающих вследствие импульсного повышения давления в межэлектродном промежутке в момент сближения электродов в каждом периоде их вибрационного движения. Также указанные в рассматриваемом способе диапазоны параметров режима обработки не позволяют обрабатывать детали из титановых сплавов из-за очень низких значений подаваемого технологического напряжения. Кроме того, из литературы известно, что при обработке титановых сплавов для обеспечения низкой шероховатости поверхности и отсутствия питтингообразования в зоне действия малых плотностей тока обработку необходимо вести группами импульсов микросекундного диапазона длительностей [Патент РФ 2188102, МПК В23Н 3/00. Способ электрохимической обработки титановых сплавов / Агафонов И.Л., Безруков С.В., Гимаев Н.З. и др. // Б.И., 2002].
Известен способ круговой электрохимической размерной обработки лопаток ГТД, при котором заготовку лопатки располагают в рабочей камере, закрепляют ее по предварительно обработанным базовым поверхностям и ведут обработку двумя электродами-инструментами с подачей напряжения на электроды-инструменты и заготовку, прокачкой электролита через межэлектродный промежуток и заданием электродам-инструментам синхронно-дискретного перемещения с периодическим "ощупыванием" лопатки, при этом профиль рабочих поверхностей электродов-инструментов выполняют близким к заданному профилю лопатки, а направление перемещения каждого из электродов задают так, что оно образует с осью лопатки острый угол, вершина которого обращена в сторону полки лопатки, при этом угол между направлением перемещения каждого из электродов-инструментов и осью лопатки выбирают в пределах 60÷80°, а подачу электролита осуществляют со стороны конца пера лопатки [Патент РФ 2058863, МПК В23Н 9/10. Способ круговой электрохимической обработки лопаток ГТД / Ерочкин М.П., Карпов Б.Л., Поляев О.Н. и др. // Б.И., 1996].
Недостатком этого способа является следующее. При обработке деталей, имеющих разный припуск, с двух обрабатываемых сторон, необходимо сообщать электродам-инструментам разные скорости подачи, а так как электроды-инструменты гальванически связаны между собой, то амплитудно-временные параметры подаваемых импульсов одинаковы для обоих электродов-инструментов, что в итоге приводит к несимметричным эпюрам межэлектродных зазоров с противоположных сторон обрабатываемой детали. Вследствие этого через противоположные межэлектродные промежутки протекает разные по величине токи, что в совокупности с разным характером распределения межэлектродных зазоров приводит к различному объемному газонаполнению межэлектродных промежутков и различному нагреву межэлектродной среды с обеих сторон обрабатываемой детали. Это, в свою очередь, ведет к возникновению разных термических и механических напряжений с противоположных сторон обрабатываемой детали, что особенно критично для тонкостенных деталей, так как после окончания их обработки указанные напряжения релаксируют, и вследствие их неравенства происходит небольшое коробление. При изготовлении тонкостенных компрессорных лопаток ГТД, к которым предъявляются высокие требования по точности изготовления, это недопустимо. Кроме того, при обработке по указанному способу электродам-инструментам не сообщается вибрационное движение, согласованное с подачей электрических импульсов (групп импульсов), необходимое для сжатия межэлектродной среды (газожидкостной смеси) в момент сближения электродов для улучшения ее удельной электропроводности и обеспечения хороших условий для ее регенерации в момент отвода электродов. Также в указанном способе обработка ведется на длинных импульсах, не обеспечивающих высокую точность обработки и качество поверхностного слоя, так как известно, что высокой локализации процесса ЭХО можно достичь только при использовании импульсов, длительность которых соизмерима с длительностью поляризации электродов (порядка 10-5÷10-6 с), а добиться отсутствия "питтинга" на поверхности заготовки в зоне действия малых плотностей тока можно только при длительностях микросекундного диапазона. К тому же обработка по рассматриваемому способу проводится на относительно больших межэлектродных зазорах (0,05÷0,1 мм), поэтому для обеспечения их стабильности в несколько микрон требуется обеспечить высокую стабильность параметров режима и свойств электролита, влияющих на его удельную электропроводность, что затруднительно в промышленных условиях.
Наиболее близким по технической сущности к предлагаемому является способ электрохимической размерной обработки с вибрацией электрода-инструмента, включающий подачу групп импульсов, синхронизированных с моментом максимального сближения электрода-инструмента и заготовки, измерение одного или нескольких соответствующих значений напряжения и тока в каждом импульсе, вычисление соответствующих значений сопротивления межэлектродного промежутка и регулирование скорости подачи электрода-инструмента по изменению формы огибающих, построенных по значениям сопротивлений межэлектродного промежутка для одноименных точек импульсов в группе [Патент РФ 2266177, МПК В23Н 3/00. Способ электрохимической обработки жаропрочных и титановых сплавов / Безруков С.В., Гимаев Н.З., Идрисов Т.Р. // Б.И., 2005. №35].
Недостатком этого изобретения является то, что его нельзя использовать для двусторонней обработки деталей (например, лопаток компрессоров или турбин газотурбинной техники) при помощи двух электродов-инструментов.
Технический результат заявленного способа - высокоточная двусторонняя электрохимическая размерная обработка тонкостенных деталей, за счет обеспечения более симметричного распределения гидравлических усилий и температур с обеих сторон обрабатываемой детали.
Указанный технический результат достигается способом электрохимической размерной обработки с вибрацией электрода-инструмента, включающим подачу групп импульсов, начало которых синхронизировано с моментом, соответствующим максимальному сближению электрода-инструмента с заготовкой в каждом периоде его вибрационного движения, в котором согласно изобретению обработку заготовки, подключенной к положительным полюсам двух источников питания, ведут с двух сторон с использованием двух гальванически развязанных электродов-инструментов, каждый из которых соединен с отрицательным полюсом своего источника питания и установлен напротив своей обрабатываемой поверхности, при этом в начале обработки определяют припуска, необходимые для удаления с каждой обрабатываемой поверхности заготовки, после чего электродам-инструментам сообщают скорости подачи, прямо пропорциональные величинам припусков, удаляемых с их помощью; при этом на заготовку и на каждый из электродов-инструментов подают группы импульсов от своего источника питания, причем подачу импульсов на заготовку и на каждый из электродов-инструментов осуществляют поочередно, а их длительности выбирают из условия обеспечения равенства токов, пропускаемых через обрабатываемые поверхности с обеих сторон заготовки.
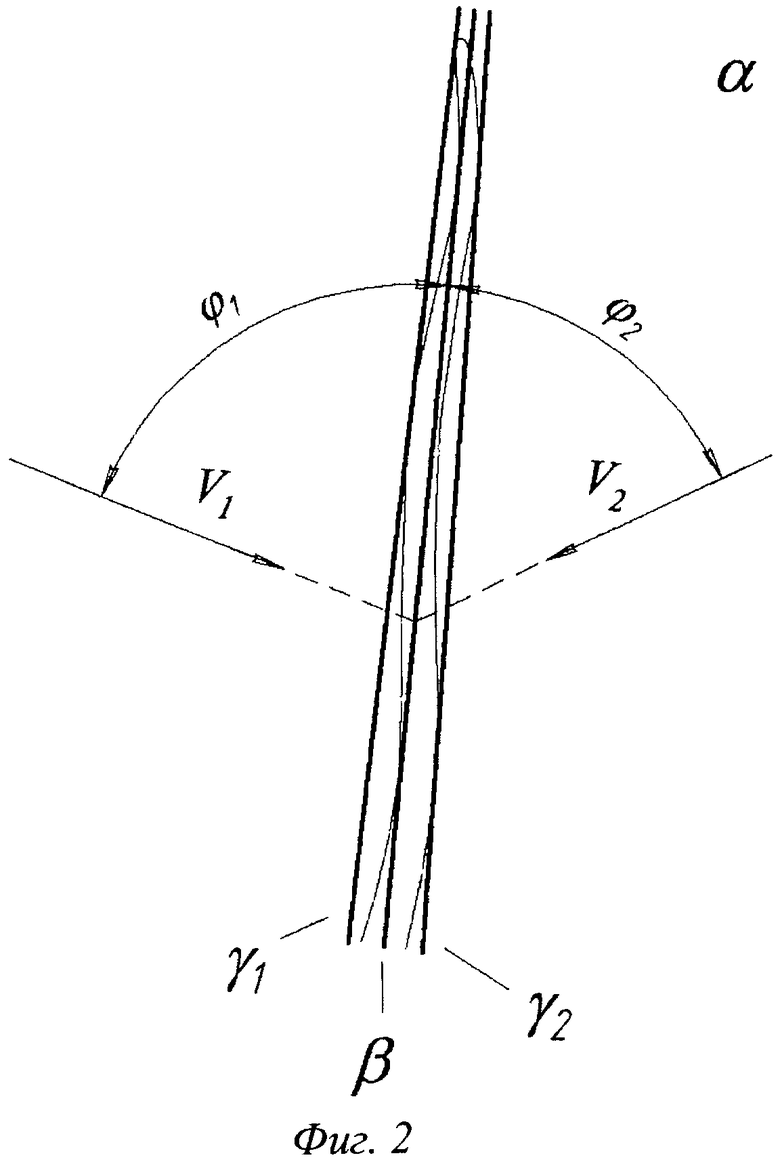
Кроме того, указанный технический результат может достигаться согласно изобретению тем, что электродам-инструментам сообщают скорости подачи, вектора которых лежат в некоторой плоскости α, перпендикулярной к другой плоскости β, положение которой выбирают таким образом, чтобы она была расположена в пределах меньшего двугранного угла между двумя плоскостями γ1 и γ2, прилегающими к окончательно обработанным поверхностям с обеих сторон заготовки, при этом указанные вектора скоростей подачи электродов-инструментов составляют с плоскостью β углы φ1 и φ2.
Кроме того, согласно изобретению плоскость β является биссекторной плоскостью по отношению к плоскостям γ1 и γ2.
Кроме того, согласно изобретению для определения припусков, необходимых для удаления с каждой обрабатываемой поверхности заготовки, по очереди производят "ощупывание" заготовки каждым электродом-инструментом, после чего находят припуска по следующим формулам:
z1=(XF1-XC1-z0)·sinφ1 - для одной стороны заготовки,
z2=(XF2-XC2-z0)·sinφ2 - для второй стороны заготовки,
где ХF1, ХF2 - координаты, соответствующие заранее известному конечному положению первого и второго электрода-инструмента соответственно,
XC1, XC2 - координаты, соответствующие касанию поверхности заготовки первого и второго электрода-инструмента соответственно,
z0 - припуск для финишной обработки.
Кроме того, согласно изобретению электроду-инструменту, со стороны которого нужно снять больший припуск, сообщают скорость V1=V, гарантирующую отсутствие коротких замыканий в процессе обработки, а второму электроду-инструменту сообщают скорость V2=V·z2/z1.
Кроме того, согласно изобретению для обеспечения максимально возможной производительности электроду-инструменту, со стороны которого нужно снять больший припуск, сообщают максимально допустимую скорость подачи, гарантирующую отсутствие коротких замыканий в процессе обработки.
Кроме того, согласно изобретению для автоматизации регулирования скорости подачи электрода-инструмента, со стороны которого нужно снять больший припуск, измеряют одно или несколько соответствующих значений напряжения и тока в каждом импульсе, подаваемом на указанный электрод-инструмент и заготовку, вычисляют соответствующие значения сопротивлений межэлектродного промежутка и регулируют скорость подачи указанного электрода-инструмента по изменению формы огибающих, построенных по значениям сопротивлений межэлектродных промежутков для одноименных точек импульсов в группе, увеличением скорости подачи указанного электрода-инструмента до образования локального максимума сопротивления, на огибающих и поддержанием его значения в экспериментально установленных пределах, контролированием на этой огибающей минимального значения сопротивления в окрестности фазы максимального сближения указанного электрода-инструмента и заготовки до и после локального максимума сопротивления и поддерживанием их значений примерно одинаковыми путем опережения или задерживания подачи группы импульсов.
Кроме того, согласно изобретению при использовании в качестве источников питания источников технологического тока подают поочередно на электроды-инструменты и заготовку импульсы тока с равными амплитудами, а длительности импульсов тока выбирают таким образом, чтобы обеспечить равенство напряжений или сопротивлений в выбранный момент времени в течение прохождения групп импульсов.
Кроме того, согласно изобретению при этом обеспечивают указанное равенство напряжений или сопротивлений в момент наибольшего сближения электрода-инструмента и заготовки в каждом периоде вибрационного движения либо в конце последнего импульса в каждой группе.
Кроме того, согласно изобретению при использовании в качестве источников питания источников технологического напряжения подают поочередно на электроды-инструменты и заготовку импульсы напряжения одинаковой амплитуды с длительностями, обеспечивающими равенство протекающих токов с обеих сторон заготовки в выбранный момент времени в течение прохождения групп импульсов.
Кроме того, согласно изобретению оставшийся припуск z0 с каждой стороны заготовки удаляют, подавая группы импульсов одновременно на оба электрода-инструмента и заготовку и обеспечивая такую скорость подачи каждого электрода-инструмента, чтобы они одновременно достигли своего окончательного положения.
Кроме того, согласно изобретению в конце обработки производят смыкание электродов-инструментов, после чего пропускают еще несколько групп импульсов, обеспечивающих окончательное качество обрабатываемых поверхностей.
Кроме того, согласно изобретению при обработке титановых сплавов выбирают наибольшую длительность импульсов из условия отсутствия питтингообразования в областях малых плотностей токов на поверхностях заготовки, что обеспечивается при подаче импульсов наибольшая длительность которых не превышает 20 мкс.
Кроме того, согласно изобретению длительность паузы между импульсами в группе, подаваемыми на один из электродов-инструментов и заготовку, больше или равны длительности импульсов, подаваемых на другой электрод-инструмент и заготовку.
Кроме того, согласно изобретению при обработке деталей из сталей и сплавов на никелевой основе периодически останавливают обработку, по очереди производят "ощупывание" каждым электродом-инструментом заготовки для уточнения припусков, необходимых для удаления с каждой обрабатываемой поверхности заготовки, после чего электродам-инструментам сообщают скорости подачи, прямо пропорциональные величинам припусков, удаляемых с их помощью; при этом на заготовку и на каждый из электродов-инструментов подают группы импульсов от своего источника питания, причем подачу импульсов на заготовку и на каждый из электродов-инструментов осуществляют поочередно, а их длительности выбирают из условия обеспечения равенства токов, пропускаемых через обрабатываемые поверхности с обеих сторон заготовки.
Предлагаемый способ позволяет вести двустороннюю электрохимическую размерную обработку деталей по сравнению с прототипом и обеспечить более высокую точность обработки по сравнению с известными аналогами в области двусторонней обработки за счет обеспечения более симметричного распределения гидравлических усилий и температур с обеих сторон обрабатываемой детали.
Сущность изобретения поясняется приведенными чертежами.
На фиг.1 показана принципиальная схема обработки по предлагаемому способу; на фиг.2 - схема определения плоскости α, в которой осуществляется подача электродов-инструментов; на фиг.3 и 4 - соответственно расчетная схема и схема подачи импульсов на первой стадии обработки, на которой происходит выравнивание припуска с противоположных сторон обрабатываемой детали; на фиг.5 и 6 - соответственно расчетная схема и схема подачи импульсов для второй стадии обработки, обеспечивающей заданную точность и финишное качество поверхностного слоя.
В качестве заготовок под ЭХО компрессорных лопаток ГТД используют поковки и штамповки различной степени точности. Как правило, такие заготовки имеют различный припуск с обеих сторон, подлежащих обработке. Традиционно при двусторонней ЭХО используют гальванически связанные электроды-инструменты, что означает идентичность электрических параметров режима для противоположных межэлектродных промежутков. Для обеспечения разных скоростей съема материала с противоположных поверхностей заготовки при использовании подвижных электродов-инструментов необходимо сообщать им разную скорость подачи, а в случае использования неподвижных (в течение времени пропускания постоянного или импульсного тока) электродов-инструментов необходимо выставлять их на разные начальные межэлектродные зазоры в каждом цикле обработки. В любом случае, при двусторонней обработке деталей с разными припусками с обеих сторон обработка идет на разных межэлектродных зазорах.
Как известно, в процессе ЭХО происходит нагрев заготовки и межэлектродной среды за счет протекания тока, кроме того, происходит выделение газа (водорода) на катоде (электроде-инструменте). Также возможно анодное газовыделение.
Важно отметить, что происходит как объемный нагрев заготовки за счет торможения электронов кристаллическими решетками металлов сплава, так и поверхностный - за счет теплопереноса от нагретой межэлектродной газожидкостной смеси (электролит с пузырьками газа). Регенерация свойств (температуры, объемного газонаполнения, зашламления и др.) межэлектродной среды обеспечивается прокачкой электролита через межэлектродный промежуток. В результате движения межэлектродной среды в межэлектродном промежутке возникает градиент температуры и объемного газонаполнения по объему межэлектродного промежутка. Вследствие этого происходит неравномерный нагрев поверхности заготовки, приводящий к возникновению термических напряжений.
При импульсной ЭХО вибрирующим электродом-инструментом во время сближения электрода-инструмента и заготовки в каждом периоде вибрационного движения происходит импульсное повышение давления в момент, предшествующий максимальному сближению электродов. В результате при обработке тонкостенных заготовок, обрабатываемая часть которых не является достаточно жесткой, возникают деформации, приводящие к появлению механических напряжений. Если возникающие деформации достаточно большие, то могут возникнуть остаточные механические напряжения, которые приводят к "короблению" детали после ее обработки. Также следует отметить, что амплитудное значение избыточного давления в межэлектродном промежутке, возникающее вследствие сближения электродов, обратно пропорционально третьей степени межэлектродного зазора [Высокоскоростное анодное растворение в условиях нестационарности электродных потенциалов / А.Н.Зайцев, В.П.Житников, Т.Р.Идрисов и др.; под ред. д-ра техн. наук, проф. А.Н.Зайцева. - Уфа: Гилем, 2005. - 220 с., с.79-80].
При традиционной двусторонней ЭХО деталей с разными припусками с противоположных сторон вследствие несимметричности эпюр межэлектродных зазоров и протекания разных токов через противоположные межэлектродные промежутки возникает существенная несимметричность температурного состояния межэлектродной среды с противоположных обрабатываемых сторон заготовки и существенная несимметричность гидравлических усилий от вибрации электродов-инструментов. В результате это приводит к появлению несимметричных эпюр температурных и механических напряжений с разных сторон обрабатываемой детали, и после ее снятия с приспособления могут возникнуть необратимые деформации, приводящие к "короблению" детали. Несмотря на то, что указанные деформации достаточно малы (порядка 10-5÷10-6 м), их величина может быть соизмерима с допуском на размеры детали. Например, в случае обработки компрессорных лопаток для современных ГТД, необходимо обеспечить отклонение профиля от номинального положения в пределах 20 мкм.
Все это послужило причиной разработки нового способа двусторонней электрохимической размерной обработки деталей.
Пример конкретной реализации способа
Для реализации предложенного способа заготовка 1 (фиг.1) устанавливается в приспособление (не показано). Напротив обрабатываемых поверхностей заготовки 1 устанавливаются два электрода-инструмента 2 и 3, рабочие поверхности которых в значительной степени подобны по форме поверхностям, которые требуется получить на готовой детали. Требуемая форма рабочей поверхности электродов-инструментов 2 и 3 может быть найдена в результате нескольких последовательных итераций во время пробных (тестовых) обработок.
Заготовка 1 гальванически подключается к положительным полюсам двух источников питания 4 и 5 (в качестве которых могут выступать как источники тока, так и источники напряжения), а каждый из электродов-инструментов - к отрицательному полюсу своего источника питания. То есть в соответствии с фиг.1 электрод-инструмент 2 подключается к отрицательному полюсу источника питания 4, а электрод-инструмент 3 к отрицательному полюсу источника питания 5. Для возможности раздельного автоматизированного контроля и регулирования процесса ЭХО с каждой стороны заготовки использованы регистрирующие приборы 6 и 7, включенные между соответствующим электродом-инструментом (2 и 3) и заготовкой 1. В качестве таких приборов применяются осциллографы, амперметры, вольтметры и др. в зависимости от вида и характеристики используемых источников питания.
Электролит может подаваться в межэлектродный промежуток любым из известных способов как вдоль, так и поперек обрабатываемых поверхностей.
Во время обработки на электроды подаются группы импульсов тока, а электродам-инструментам синхронно сообщается вибрационное движение.
Кроме этого каждому электроду-инструменту сообщается движение подачи по направлению к обрабатываемой поверхности заготовки. В общем случае направления подачи электродов не являются коллинеарными и зависят от геометрии обрабатываемых поверхностей.
На фиг.2 схематично проиллюстрирован один из возможных способов выбора положения плоскости α, в которой осуществляется подача электродов-инструментов. В соответствии с этим способом сначала находят положения плоскостей γ1 и γ2 (на фиг.2 показаны следы этих плоскостей на плоскости α), прилегающих к окончательно обработанным поверхностям с обеих сторон заготовки. Затем находится положение плоскости β, которую располагают в пределах меньшего двугранного угла между плоскостями γ1 и γ2. При этом является предпочтительным выбрать плоскость β так, чтобы она являлась биссекторной плоскостью по отношению к плоскостям γ1 и γ2. Искомая плоскость α строится таким образом, чтобы она была перпендикулярной к плоскости β. Направления скоростей подач электродов-инструментов в плоскости α по отношению к следу плоскости β на плоскость α (т.е. соответствующие углы φ1 и φ2 на фиг.2) выбираются исходя из формы обрабатываемых поверхностей. Следует отметить, что в частном случае углы φ1 и φ2 могут быть равны, в т.ч. φ1=φ2=90°.
Значения (модули) скоростей подачи электродов-инструментов выбираются из следующих соображений:
а) со стороны большего припуска скорость подачи электрода-инструмента должна быть больше;
б) необходимо оставить равномерный припуск z0 с каждой стороны заготовки на окончательную обработку;
в) необходимо учитывать направления скоростей подачи каждого из электродов-инструментов.
Для определения припуска, который требуется снять с каждой стороны заготовки, в начале обработки по очереди определяют координаты касания каждого электрода-инструмента поверхности заготовки. Затем определяют разность между координатой, соответствующей заранее известному конечному положению этого электрода-инструмента, и координатой, соответствующей его касанию поверхности заготовки.
Первым электродом-инструментом считают тот, припуск со стороны которого больше, тогда вторым будет другой электрод-инструмент.
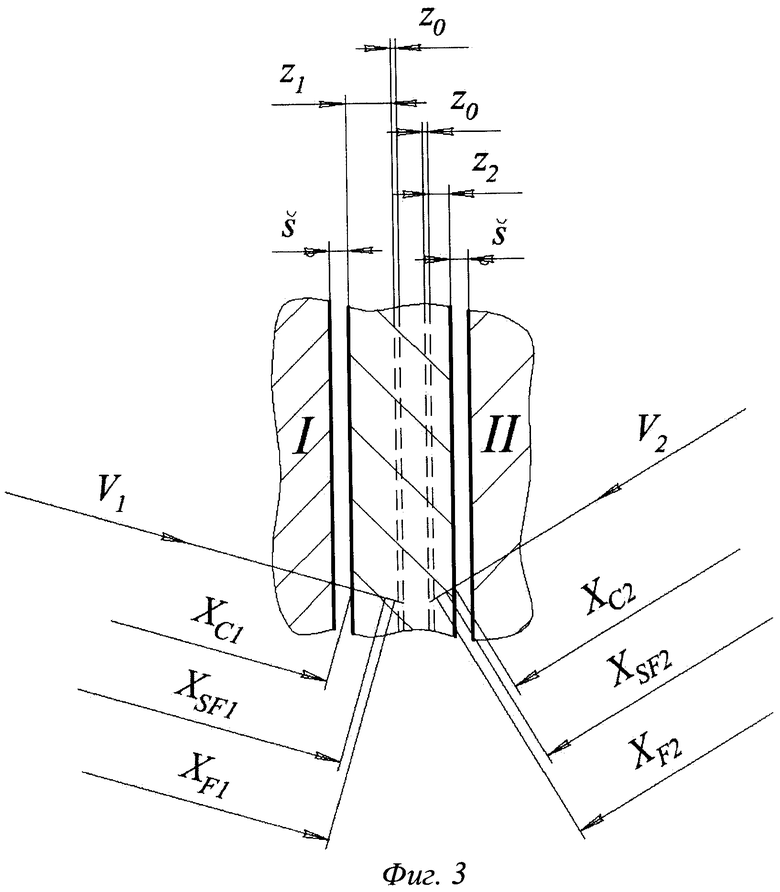
Введем следующие буквенные обозначения (фиг.3):
XF1, ХF2 - координаты, соответствующие заранее известному конечному положению первого и второго электрода-инструмента соответственно;
ХC1 ХC2 - координаты, соответствующие касанию поверхности заготовки первого и второго электрода-инструмента соответственно.
Припуск, который нужно удалить на первом этапе (этапе выравнивания припуска) со стороны первого электрода-инструмента, равен z1=(XF1-XC1-z0)·sinφ1, со стороны второго электрода-инструмента: z2=(XF2-XC2-z0)·sinφ2 (см. фиг.3).
Скорости подачи электродам-инструментам назначают прямопропорционально величинам этих припусков. При этом первому электроду-инструменту в общем случае назначена любая скорость подачи V, которая гарантирует отсутствие коротких замыканий в процессе обработки. Тогда второму электроду-инструменту сообщают скорость V2=V·z2/z1.
С точки зрения обеспечения высокой производительности наиболее рациональным является выбор для первого электрода-инструмента максимально допустимой скорости подачи, гарантирующей отсутствие коротких замыканий в процессе обработки, которая может быть найдена, например, в ходе нескольких постановочных экспериментов. В качестве альтернативы может быть использован автоматизированный подбор скорости подачи электрода-инструмента в соответствии с патентом РФ 2266177, указанным в качестве прототипа.
Для обеспечения равенства межэлектродных зазоров с обеих сторон заготовки обеспечивают такие электрические параметры подаваемых импульсов на каждый из электродов-инструментов, чтобы токи, текущие через оба межэлектродных промежутка, были по возможности равными.
Этого можно добиться, если выполнить следующие условия:
а) импульсы подаются попеременно: то от одного, то от другого источника питания;
б) импульсы, подаваемые на первый электрод-инструмент, должны быть длиннее;
в) длительность паузы между импульсами в группе, подаваемыми на один из электродов-инструментов и заготовку, должна быть больше или равна длительности импульсов тока, подаваемых на другой электрод-инструмент и заготовку.
Вследствие того, что ток пропускается через межэлектродные промежутки попеременно, возникает некоторый временной сдвиг развития физико-химических процессов в обоих межэлектродных промежутках. Для того чтобы нивелировать этот отрицательный эффект, длительность подаваемых импульсов должна быть намного меньше длительности группы (на один-два порядка).
Условие обеспечения равенства токов, пропускаемых через каждый межэлектродный промежуток, обеспечивается по-разному в зависимости от характеристики используемых источников питания.
В качестве источников питания используют источники технологического тока. На первый электрод-инструмент и заготовку и на второй электрод-инструмент и заготовку подают импульсы тока с равными амплитудами, а длительности импульсов тока выбирают таким образом, чтобы обеспечить равенство напряжений (или сопротивлений - в зависимости от выбранного алгоритма управления процессом) в выбранный момент времени во время прохождения групп импульсов.
Указанное равенство напряжений (или сопротивлений) может быть обеспечено, например, в момент наибольшего сближения электрода-инструмента и заготовки в каждом периоде вибрационного движения или в конце последнего импульса в каждой группе.
В качестве источников питания используют источники технологического напряжения. Подают импульсы напряжения одинаковой амплитуды с длительностями, обеспечивающими равенство протекающих токов с обеих сторон заготовки. Подбор нужной длительности импульсов организован по схеме с обратной связью - если ток, идущий через какой-то межэлектродный промежуток, слишком мал, то длительность импульсов, подаваемых на соответствующий электрод-инструмент, уменьшают.
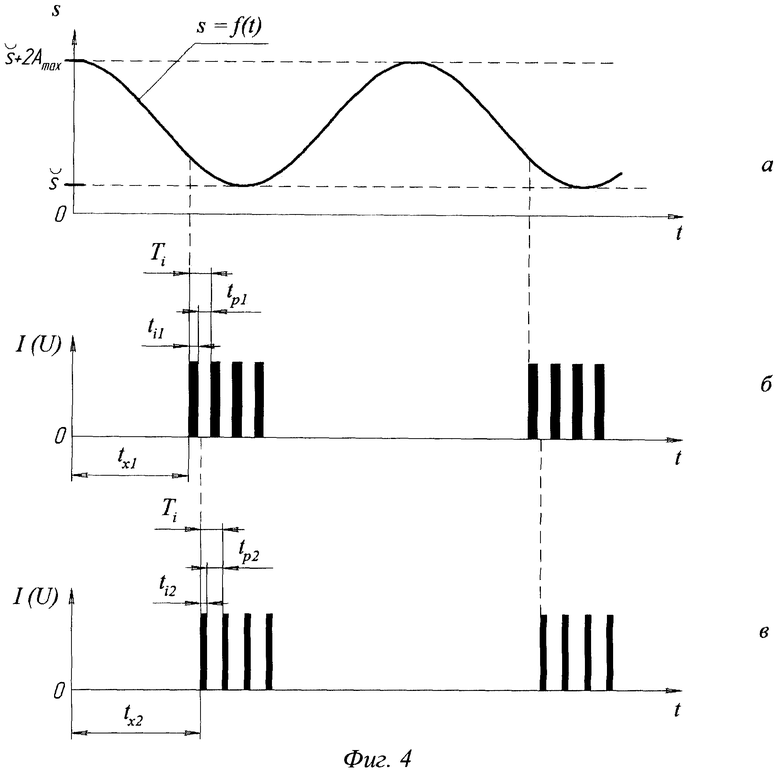
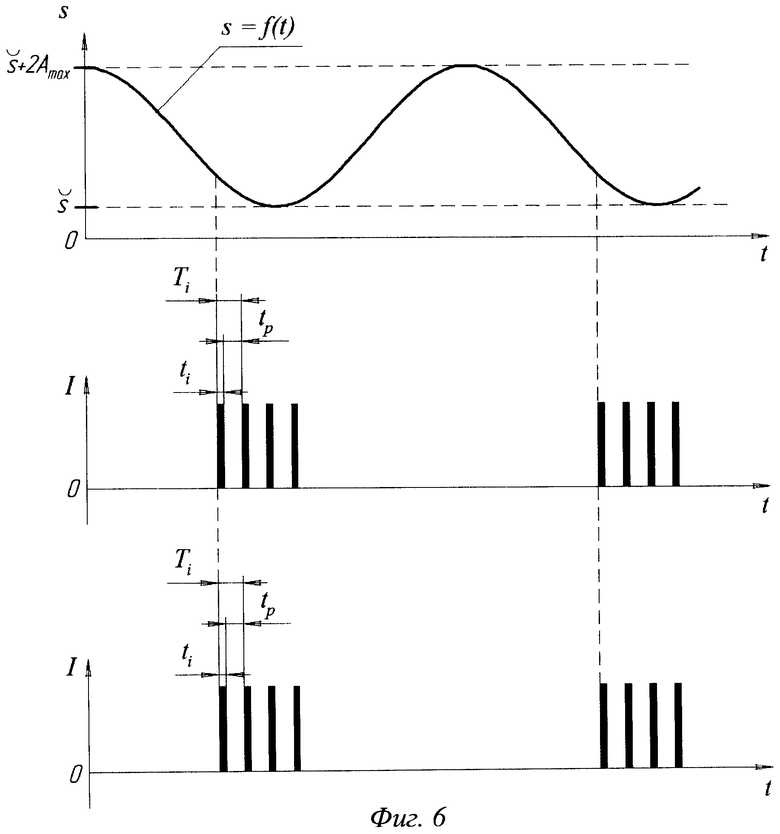
На фиг.4 иллюстрируется схема подачи импульсов в соответствии с предлагаемым способом. Подача импульсов, генерируемых каждым из источников питания, согласована с законом вибрационного движения электродов-инструментов, вибрация которым сообщается синхронно (фиг.4, а). Схема подачи импульсов на первый электрод-инструмент и заготовку представлена на фиг.4, б; на второй электрод-инструмент и заготовку - на фиг.4, в. Таким образом, при данной схеме подачи импульсов электроды-инструменты оказываются гальванически развязанными.
Как видно из фиг.4, на первый электрод-инструмент и заготовку подаются импульсы длительностью ti1 с паузами между ними tp1, а на второй электрод-инструмент и заготовку - импульсы длительностью ti2 с паузами между ними tp2. При этом выполняется следующее равенство: ti1+tp1=ti2+tp2=Ti, где Тi - период подачи импульсов. Подача групп импульсов на второй электрод-инструмент и заготовку производятся с некоторой временной задержкой (tx2-tx1), причем должно выполняться следующее неравенство (фиг.4): tx2-tx1>ti1.
Подача импульсов на второй электрод-инструмент и заготовку также может осуществляться с опережением по отношению к первому электроду-инструменту и заготовке (данный вариант не проиллюстрирован).
Для повышения точности обработки периодически останавливают процесс ЭХО, уточняют оставшийся для снятия припуск с каждой из сторон заготовки, и при необходимости корректируют соотношение скоростей подачи электродов-инструментов и длительности импульсов. Однако при обработке титановых сплавов во время больших пауз на поверхности заготовки развиваются пассивационные явления, сопровождающиеся ростом оксидных пленок сложного стехиометрического состава, что затрудняет последующий вывод заготовки из этого пассивного состояния, и, кроме того, из-за наличия токонепроводящих оксидных пленок весьма трудно определить действительный межэлектродный зазор с высокой точностью. Поэтому в случае обработки лопаток данный вариант реализации способа с периодическим касанием заготовки подходит только для сталей и сплавов на никелевой основе.
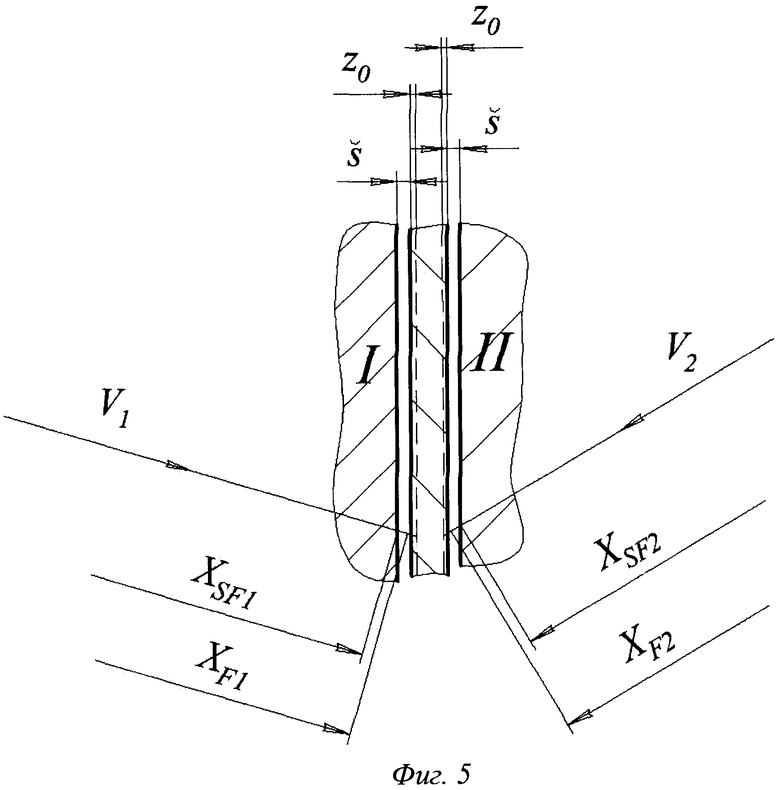
Оставшийся припуск z0 с каждой стороны заготовки удаляют, подавая группы импульсов тока длительностью ti одновременно на оба электрода-инструмента и заготовку и обеспечивая следующее соотношение скоростей подачи электродов-инструментов: V1·sinφ=V2·sinφ2 (фиг.5, 6). При этом первый электрод-инструмент смещают на расстояние: XF1-XSF1=z0/sinφ1, a второй электрод-инструмент на расстояние: ХF2-XSF2=z0/sinφ2.
Для обеспечения финишного качества поверхности в конце обработки производят смыкание электродов-инструментов, после чего пропускают еще несколько групп импульсов повышенной амплитуды.
Из литературы известно [Патент РФ 2188102], что при обработке титановых сплавов нужно выбирать длительность импульсов из условия обеспечения отсутствия питтингообразования в областях малых плотностей токов на поверхностях заготовки. Таким образом, предпочтительным является подача импульсов на электроды-инструменты с длительностью, не превышающей 20 мкс.
В результате предложенный авторами способ позволяет вести двустороннюю электрохимическую размерную обработку деталей с обеспечением высокой точности за счет обеспечения более симметричного распределения гидравлических усилий и температур с обеих сторон обрабатываемой детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ МАЛОЙ КРИВИЗНЫ СЕКЦИОННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2389588C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЖАРОПРОЧНЫХ И ТИТАНОВЫХ СПЛАВОВ | 2004 |
|
RU2266177C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2005 |
|
RU2301134C2 |
| СПОСОБ ЦИКЛИЧЕСКОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 1992 |
|
RU2071883C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕПОДВИЖНОГО НОЖА РОТОРНОЙ БРЕЮЩЕЙ ГОЛОВКИ ЭЛЕКТРОБРИТВЫ | 1993 |
|
RU2090319C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФОРМООБРАЗОВАНИЯ ТУРБИННЫХ ЛОПАТОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2283735C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ТУРБИННЫХ ЛОПАТОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2305614C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ЛИСТОВОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2401725C2 |
| СПОСОБ МНОГОМЕСТНОЙ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛОПАТОК В СОСТАВЕ РОБОТИЗИРОВАННОГО КОМПЛЕКСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2590743C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ВРАЩАЮЩИМСЯ ЭЛЕКТРОДОМ С ЭКСЦЕНТРИСИТЕТОМ РАБОЧЕЙ ПОВЕРХНОСТИ | 2016 |
|
RU2622075C1 |
Способ относится к импульсной электрохимической размерной обработке (ЭХО) различных изделий, например лопаток компрессоров и турбин газотурбинной техники из жаропрочных, жаростойких, титановых сплавов и других труднообрабатываемых механическими методами материалов. Заготовку подключают к положительным полюсам двух источников питания. Обработку заготовки ведут с двух сторон двумя гальванически развязанными электродами - инструментами. Каждый из них соединен с отрицательным полюсом соответствующего источника питания и установлен напротив соответствующей обрабатываемой поверхности. В начале обработки определяют припуски для удаления с каждой обрабатываемой поверхности. После чего электродам-инструментам сообщают скорости подачи прямо пропорциональные величинам припусков. На заготовку и на каждый из электродов-инструментов подают группы импульсов от соответствующего источника питания. Подачу импульсов на заготовку и на каждый из электродов-инструментов осуществляют поочередно, а их длительности выбирают из условия обеспечения равенства токов, пропускаемых через обрабатываемые поверхности с обеих сторон заготовки. В результате обеспечивается более симметричное распределение гидравлических усилий и температур с обеих сторон обрабатываемой детали. 16 з.п. ф-лы, 6 ил.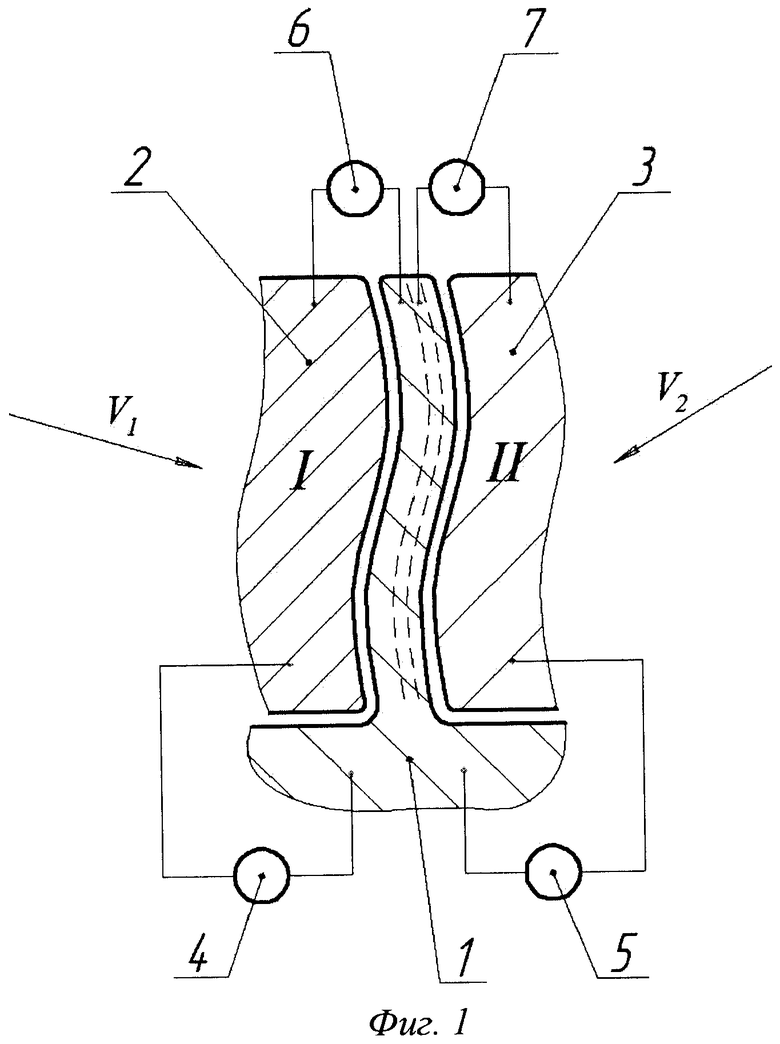
1. Способ двусторонней электрохимической размерной обработки с вибрацией электрода-инструмента, включающий подачу групп импульсов, начало которых синхронизировано с моментом, соответствующим максимальному сближению электрода-инструмента с заготовкой в каждом периоде его вибрационного движения, при этом обработку заготовки, подключенной к положительным полюсам двух источников питания, ведут с двух сторон с использованием двух гальванически развязанных электродов-инструментов, каждый из которых соединен с отрицательным полюсом соответствующего источника питания и установлен напротив соответствующей обрабатываемой поверхности, при этом в начале обработки определяют припуски, необходимые для удаления с каждой обрабатываемой поверхности заготовки, после чего электродам-инструментам сообщают скорости подачи прямо пропорциональные величинам припусков, удаляемых с их помощью, при этом на заготовку и на каждый из электродов-инструментов подают группы импульсов от соответствующего источника питания, причем подачу импульсов на заготовку и на каждый из электродов-инструментов осуществляют поочередно, а их длительности выбирают из условия обеспечения равенства токов, пропускаемых через обрабатываемые поверхности с обеих сторон заготовки.
2. Способ по п.1, отличающийся тем, что электродам-инструментам сообщают скорости подачи, вектора которых лежат в плоскости α, перпендикулярной к другой плоскости β, положение которой выбирают таким образом, чтобы она была расположена в пределах меньшего двугранного угла между двумя плоскостями γ1 и γ2 прилегающими к окончательно обработанным поверхностям с обеих сторон заготовки, при этом указанные вектора скоростей подачи электродов-инструментов составляют с плоскостью β углы φ1 и φ2.
3. Способ по п.2, отличающийся тем, что плоскость β является биссекторной плоскостью по отношению к плоскостям γ1 и γ2.
4. Способ по п.2, отличающийся тем, что для определения припусков, необходимых для удаления с каждой обрабатываемой поверхности заготовки, по очереди производят "ощупывание" заготовки каждым электродом-инструментом, после чего находят припуска по следующим формулам:
z1=(XF1-XC1-z0)·sinφ1 - для одной стороны заготовки,
z2=(XF2-XC2-z0)·sinφ2 - для второй стороны заготовки,
где XF1, XF2 - координаты, соответствующие заданному конечному положению первого и второго электродов-инструментов соответственно,
ХC1, ХC2 - координаты, соответствующие касанию поверхности заготовки первого и второго электродов-инструментов соответственно,
z0 - припуск для финишной обработки.
5. Способ по п.4, отличающийся тем, что электроду-инструменту, со стороны которого нужно снять больший припуск, сообщают скорость V1=V, гарантирующую отсутствие коротких замыканий в процессе обработки, а второму электроду-инструменту сообщают скорость V2=V·z2/z1.
6. Способ по п.1 или 5, отличающийся тем, что электроду-инструменту, со стороны которого нужно снять больший припуск, сообщают максимально допустимую скорость подачи, гарантирующую отсутствие коротких замыканий в процессе обработки.
7. Способ по п.1 или 5, отличающийся тем, что при регулировании скорости подачи электрода-инструмента, со стороны которого нужно снять больший припуск, измеряют одно или несколько соответствующих значений напряжения и тока в каждом импульсе, подаваемом на указанный электрод-инструмент и заготовку, вычисляют соответствующие значения сопротивлений межэлектродного промежутка и регулируют скорость подачи указанного электрода-инструмента по изменению формы огибающих, построенных по значениям сопротивлений межэлектродных промежутков для одноименных точек импульсов в группе путем увеличения скорости подачи указанного электрода-инструмента до образования локального максимума сопротивления на огибающих и поддержания его значения в экспериментально установленных пределах, контролирования на этой огибающей минимального значения сопротивления в окрестности фазы максимального сближения указанного электрода-инструмента и заготовки до и после локального максимума сопротивления и поддерживания их значений примерно одинаковыми путем опережения или задерживания подачи группы импульсов.
8. Способ по п.1, отличающийся тем, что при использовании в качестве источников питания источников технологического тока подают поочередно на электроды-инструменты и заготовку импульсы тока с равными амплитудами, а длительности импульсов тока выбирают таким образом, чтобы обеспечить равенство напряжений или сопротивлений в выбранный момент времени в течение прохождения групп импульсов.
9. Способ по п.8, отличающийся тем, что обеспечивают указанное равенство напряжений или сопротивлений в момент наибольшего сближения электрода-инструмента и заготовки в каждом периоде вибрационного движения.
10. Способ по п.8, отличающийся тем, что обеспечивают указанное равенство напряжений или сопротивлений в конце последнего импульса в каждой группе.
11. Способ по п.1, отличающийся тем, что при использовании в качестве источников питания источников технологического напряжения подают поочередно на электроды-инструменты и заготовку импульсы напряжения одинаковой амплитуды с длительностями, обеспечивающими равенство протекающих токов с обеих сторон заготовки в выбранный момент времени в течение прохождения групп импульсов.
12. Способ по п.1, отличающийся тем, что оставшийся припуск z0 с каждой стороны заготовки удаляют, подавая группы импульсов одновременно на оба электрода-инструмента и заготовку и обеспечивая такую скорость подачи каждого электрода-инструмента, чтобы они одновременно достигли своего окончательного положения.
13. Способ по п.12, отличающийся тем, что в конце обработки производят смыкание электродов-инструментов, после чего пропускают еще несколько групп импульсов, обеспечивающих окончательное качество обрабатываемых поверхностей.
14. Способ по п.1, или 12, или 13, отличающийся тем, что при обработке титановых сплавов выбирают наибольшую длительность импульсов из условия отсутствия питтингообразования в областях малых плотностей токов на поверхностях заготовки.
15. Способ по п.14, отличающийся тем, что наибольшая длительность импульсов не превышает 20 мкс.
16. Способ по п.1, отличающийся тем, что длительность паузы между импульсами в группе, подаваемыми на один из электродов-инструментов и заготовку, больше или равна длительности импульсов, подаваемых на другой электрод-инструмент и заготовку.
17. Способ по п.1, отличающийся тем, что при обработке деталей из сталей и сплавов на никелевой основе периодически останавливают обработку, по очереди производят ощупывание каждым электродом-инструментом заготовки для уточнения припусков, необходимых для удаления с каждой обрабатываемой поверхности заготовки, после чего электродам-инструментам сообщают скорости подачи, прямо пропорциональные величинам припусков, удаляемых с их помощью, при этом на заготовку и на каждый из электродов-инструментов подают группы импульсов от соответствующего источника питания, причем подачу импульсов на заготовку и на каждый из электродов-инструментов осуществляют поочередно, а их длительности выбирают из условия обеспечения равенства токов, пропускаемых через обрабатываемые поверхности с обеих сторон заготовки.
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЖАРОПРОЧНЫХ И ТИТАНОВЫХ СПЛАВОВ | 2004 |
|
RU2266177C1 |
| СПОСОБ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2007 |
|
RU2369470C2 |
| RU 2055708 C1, 10.03.1996 | |||
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ТИТАНА И ТИТАНОВЫХ СПЛАВОВ | 2003 |
|
RU2220031C1 |
| US 6402931 B1, 11.06.2002 | |||
| DE 102006027033 A1, 13.12.2007. | |||

