Изобретение относится к станкостроению, а именно к устройствам для закрепления заготовок на шпинделе при обработке на токарных станках.
Целью изобретения является обеспечение надежности и автоматизации зажима заготовок.
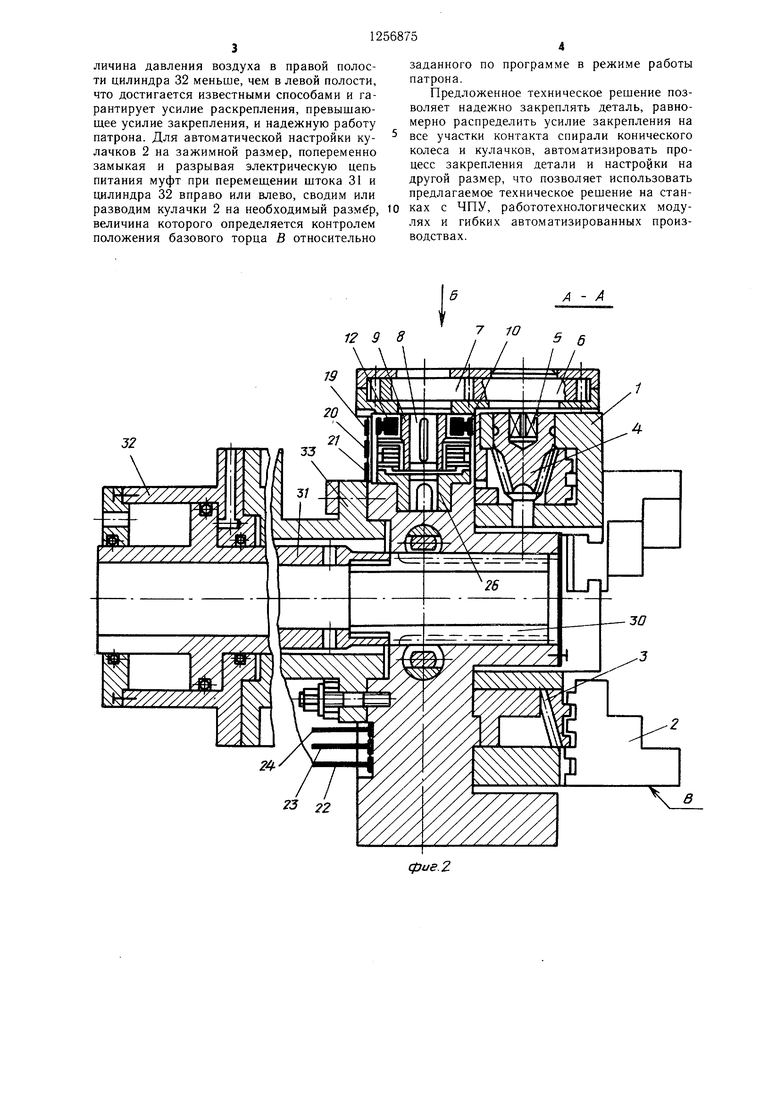
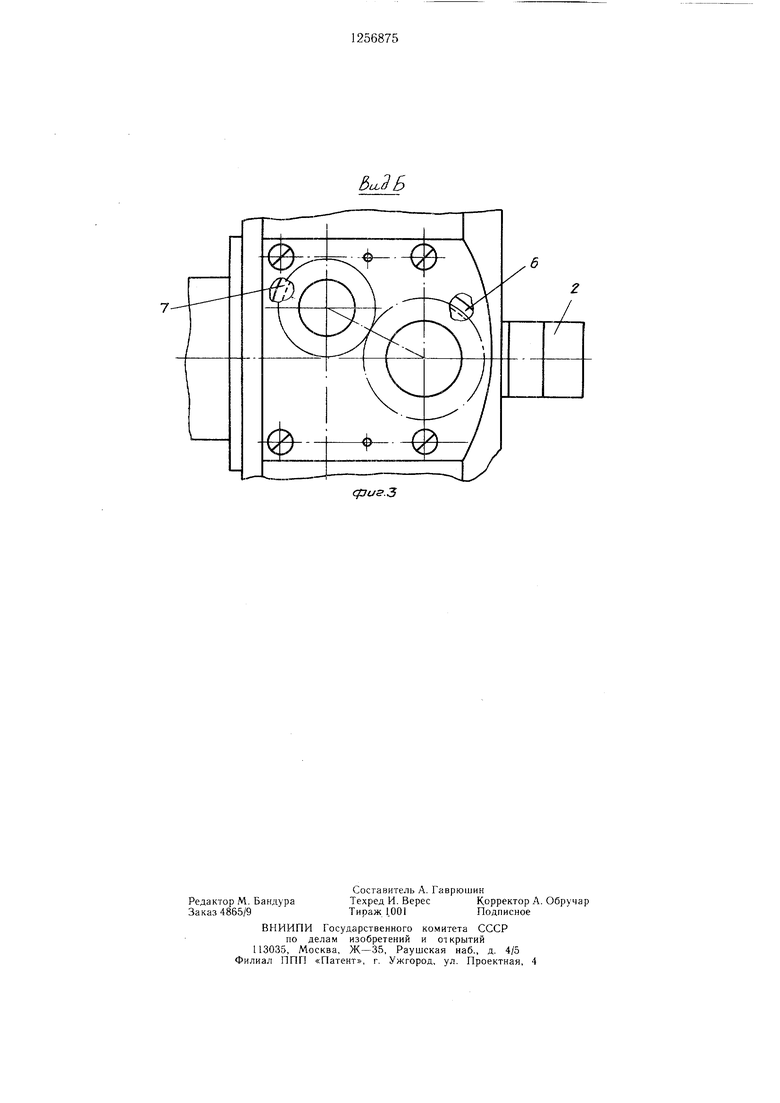
На фиг. 1 показано радиальное сечение патрона по электромагнитным муфтам; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 2.
Патрон содержит корпус 1, в пазах которого размещены рабочие кулачки 2, выступы которых взаимодействуют со спиральным диском-колесом 3. Колесо 3 находится в зацеплении с коническими шестернями 4, соединенными хвостовиком 5 с промежуточными шестернями 6. Шестерни 6 находятся в зацеплении с шестернями 7, опирающимися своими заплечиками в опорные расточки разъемных корпусов, жестко связанных винЭлектромагнитная муфта У, притянув фрикционные диски, взаимодействует выступами дисков с поводком 25 и поворачивается вместе с валом-щестерней 27, передавая вращение через хвостовик 8 шестерням 7, а те в свою очередь - шестерням 6. Шестерня 6 через хвостовик 5 передает вра- пдение шестерням 4 и колесу 3, которое, вращаясь, будет сводить кулачки 2 и тем самым центрировать и закреплять установlO ленную заготовку. Затем через щетку 23, коллекторное кольцо 20, токопровод 17, щетку 13 напряжение подается на следующую муфту 10, а через некоторое время (0,5-1 с) отключается питание муфты 9.
J,, По аналогии с предыдущими действиями вращение от вала-шестерни 27 передается через поводок 25, муфту 10, зубчатые шестерни 7 и 6 на колесо 3. Далее, подавйя напряжение (питания) через щетку 24 на коллекторное кольцо 21, токопровод 18,
тами и штифтами с планшайбой. Шестерни 20 щетку 15 и муфту 11 и через некоторое вре- 7 выполнены с хвостовиками 8, на которыхмя отключая питание муфты 10, передает
неподвижно установлены электромагнитные вращение от следующего вала-шестерни 27 муфты 9, 10 и 11, размещенные в плоское- на колесо 3.
тях корпуса, магнитные катушки 12 кото-Последовательное включение электромагрых коллекторными кольцами взаимодей- 25 нитных муфт по приведенной схеме обеспечивает надежное центрирование колеса 3, равномерную нагрузку на кулачки 2 и соответственно на закрепляемую деталь, что исключает неравномерный износ поверхностей контакта спирали колеса 3 и кулачков 2,
ствуют со щетками соответственно 13, 4 и 15, соединенными токопроводами 16, 17 и 18 с коллекторными кольцами соответственно 19, 20 и 21, закрепленными на корпусе и взаимодействующими со щетками 22 23 и 24, соединенными с блоком питания 30 что существенно при больших усилиях ре- магнитной системы электромагнитных муфт. Муфты 9, 10 и 11 выступами фрикционных дисков .взаимодействуют с поводками 25, жестко связанными с хвостовиками 26 валов-шестерен 27, размещенными со втулками 28 и 29 в полостях корпуса и постоян- 35 димому усилию закрепления заготовки, ре- но находящимися в зацеплении с зубцамигулируется величиной давления воздуха,
подаваемого в зажи.мную полость цилиндра 32, и конструктивными размерами цилиндзания.
Процесс закрепления оканчивается после последовательного включения каждой из муфт и отключения двух других. Величина усилия на штоке 31 соответствует необхора. Контроль зажима заготовки осуществлярейки 30, также размещенной в полости корпуса, и тягой 31, соединенной со штоком силового цилиндра 32, укрепленного на щпинделе 33. Токопроводы и щ.етки изо- 40 - известным способом посредством дат- лированы крышками 34. Детали 4-11 и 25, чиков положения, взаимодействующих с кулачками 2, и замером номинальной загрузки на катушках электромагнитных муфт. В случае отклонения базовой поверхности, например торца В, относительно номинальдится в крайнем левом положении. Зажим- 5 ного размера на величину больше допус- ные кулачки 2 разведены. Шпиндель 33 не- тимой, цепь исключает дальнейшую работу подвижен. От силового цилиндра 32 при по- патрона и станка. Для раскрепления заго- даче воздуха в левую полость тяга 31 пере- товки подают воздух в правую полость ци- мещает рейку 30 вправо и посредством зуб- линдра 32. Шток 31, перемещаясь влево, цов рейки 30 вращает валы-шестерни 27, п зубцами рейки 30 повернет вал-щестерню 27,
глг JvP .,
26 и 27, составляют механизм сцепления спирального диска-колеса 3 с приводом.
Патрон работает следующим образом.
В исходном положении рейка 30 нахокоторые в свою очередь хвостовиками 26 вращают поводки 25, а те поворачивают фрикционные диски муфты 9.
Одновременно с подачей воздуха в левую полость силового цилиндра блок пизатем, юследовательно проворачивая поводок 25, муфту 9, шестерни 7, 6 и 4, колесо 3 разведет кулачки 2 и раскрепит деталь. Усилие раскрепления заготовки превышает усилие закрепления на величину компенсатания станка по заданной программе по- 55 иии потерь на трение в кинематических падает напряжение через щетку 22, коллек- pax и определяется расчетным путе.м. При
работе кулачками 2 на разжим (закрепление за внутреннюю поверхность детали) веторное кольцо 19, токопровод 16, щетку на катушку 12 электромагнитной муфты 9.
Электромагнитная муфта У, притянув фрикционные диски, взаимодействует выступами дисков с поводком 25 и поворачивается вместе с валом-щестерней 27, передавая вращение через хвостовик 8 шестерням 7, а те в свою очередь - шестерням 6. Шестерня 6 через хвостовик 5 передает вра- пдение шестерням 4 и колесу 3, которое, вращаясь, будет сводить кулачки 2 и тем самым центрировать и закреплять установленную заготовку. Затем через щетку 23, коллекторное кольцо 20, токопровод 17, щетку 13 напряжение подается на следующую муфту 10, а через некоторое время (0,5-1 с) отключается питание муфты 9.
, По аналогии с предыдущими действиями вращение от вала-шестерни 27 передается через поводок 25, муфту 10, зубчатые шестерни 7 и 6 на колесо 3. Далее, подавйя напряжение (питания) через щетку 24 на коллекторное кольцо 21, токопровод 18,
что существенно при больших усилиях ре- димому усилию закрепления заготовки, ре- гулируется величиной давления воздуха,
зания.
Процесс закрепления оканчивается после последовательного включения каждой из муфт и отключения двух других. Величина усилия на штоке 31 соответствует необхоподаваемого в зажи.мную полость цилиндра 32, и конструктивными размерами цилиндра. Контроль зажима заготовки осуществля - известным способом посредством дат- чиков положения, взаимодействующих с кулачками 2, и замером номинальной загрузки на катушках электромагнитных муфт. В случае отклонения базовой поверхности, например торца В, относительно номиналь .,
затем, юследовательно проворачивая поводок 25, муфту 9, шестерни 7, 6 и 4, колесо 3 разведет кулачки 2 и раскрепит деталь. Усилие раскрепления заготовки превышает усилие закрепления на величину компенсаличина давления воздуха в правой полости цилиндра 32 меньше, чем в левой полости, что достигается известными способами и гарантирует усилие раскрепления, превышающее усилие закрепления, и надежную работу патрона. Для автоматической настройки кулачков 2 на зажимной размер, попеременно замыкая и разрывая электрическую цепь питания муфт при перемещении щтока 31 и цилиндра 32 вправо или влево, сводим или
заданного по программе в режиме работы патрона.
Предложенное техническое рещение позволяет надежно закреплять деталь, равномерно распределить усилие закрепления на все участки контакта спирали конического колеса и кулачков, автоматизировать процесс закрепления детали и настроуки на другой размер, что позволяет использовать предлагаемое техническое решение на станразводим кулачки 2 на необходимый рашёр, 10 ках с ЧПУ, работотехнологических моду- величина которого определяется контролем лях и гибких автоматизированных произ- положения базового торца В относительно водствах.
заданного по программе в режиме работы патрона.
Предложенное техническое рещение позволяет надежно закреплять деталь, равномерно распределить усилие закрепления на все участки контакта спирали конического колеса и кулачков, автоматизировать процесс закрепления детали и настроуки на другой размер, что позволяет использовать предлагаемое техническое решение на стан
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления изделий типа петель из проволоки | 1973 |
|
SU516457A1 |
| Самоцентрирующий токарный патрон | 1978 |
|
SU749577A1 |
| Автомотический поводковый патрон | 1986 |
|
SU1388197A1 |
| Самоцентрирующий токарный патрон | 1978 |
|
SU730487A1 |
| Токарный патрон | 1986 |
|
SU1399004A1 |
| Привод механизма для соединения-отсоединения труб | 1974 |
|
SU866120A1 |
| Инструментальная револьверная головка | 1987 |
|
SU1484457A1 |
| Двухкулачковый поворотный самоцентрирующий патрон | 1982 |
|
SU1013123A1 |
| Тормоз Фролова | 1990 |
|
SU1733293A1 |
| Счетчик числа оборотов вала | 1932 |
|
SU31684A1 |

32
А - А
фие.2
и,о о
Составитель А. Гаврюшин
Техред И. ВересКорректор А. Обручар
Тираж 1 001Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
фаг.З
| Авторское свидетельство СССР № 1151366, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| в которо.м размещены рабочие кулачки, спирально-реечный механизм их перемещения со спиральным диском и механизм сцепления спирального диска с приводом, отличающийся тем, что, с целью обеспечения надежности и автоматизации закрепления, патрон снабжен электромагнитными муфтами, установленными в механизме сцепления спирального диска равномерно по окружности | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
