1
Изобретение относится к механической, обработке деталей из пластмасс и может быть использовано-для зачистки облоя по наружному контуру деталей прямоугольной формы.
Целью изобретения является повышение качества обработки, расширение технологических возможностей и долговечности.
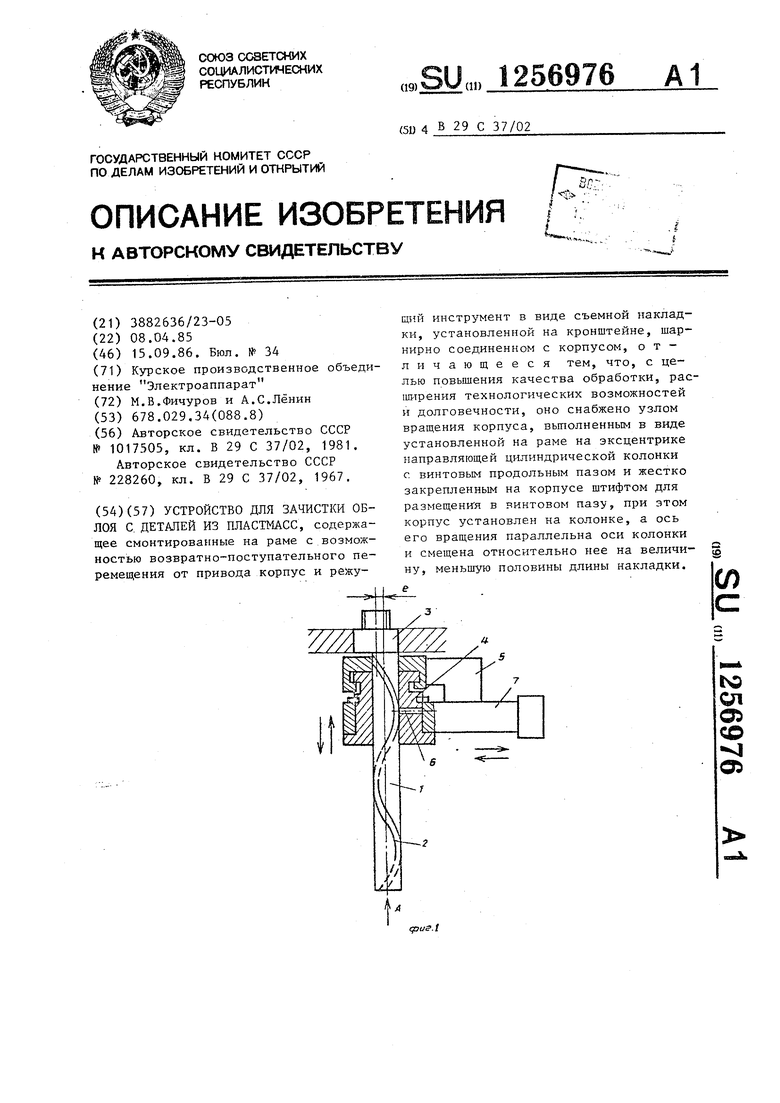
На фиг.1 изображено предлагаемое устройство, общий вид; на фиг,2 - вид А на фиг.1.
Устройство содержит смонтированную на раме направляющую колонку 1,, вынакладки 8 на величину минимальную, но достаточную для того, чтобы np:i зачистке облоя съемная накладка 8 не соскочила с обрабатываемого-ребра детали
10
е -f-- (4-5),
где Е - длина съемной накладки, мм.
Устройство работает следующим образом.
Направляющая колонка 1 устанавливается на раме посадочной шейкой 3. и фиксируется в этом положении гайкой
,, (не показана), навинченной на резьбо- полненную с продольным винтовьш пазом 15 направляющей колонки 1.
Под действием пневмоцилиндра (не показан) ползун 5 перемещается вниз, перемещая корпус 4. Последний совер2 и посадочной шейкой 3, расположенной с эксцентриситетом G к основной оси направляющей колонки 1.
На направляющей колонке 1 установлен корпус 4 с возможностью возвратно-поступательного движения от ползуна 5, жестко соединенного со штоком пневмоцилиндра (не показан).
Ось вращения корпуса 4 установлена с эксцентриситетом е к основной оси направляющей колонки 1 и в нем запрессован штифт 6, входящий в винтовой паз 2 направляющей колонки 1.
С корпусом 4 шарнирно соединен кронштейн 7, на котором укреплена съемная накладка 8, выполненная в виде пластинки с напильниковой насечкой или припаянных зерен твердого сплаваi
Кронштейн 7 подпружинен к ползуну 5 прулсиной 9, создающей необходимое усилие прижима съемной накладки 8 к обрабатываемому ребру детали.
20
25
шает при этом вращательное движение, гак как запрессованный в него штифт 6 движется по винтовому пазу 2 направляющей колонки 1.
За счет эксцентриситета е кронштейну 7 со съемной накладкой 8 передается еще и колебательное движение в горизонтальной плоскости. При взаимодействии накладки 8 с ребром детали 11 происходит обработка. При движении штока пнезмоцилиндра вверх процесс повторяется, т. е„ облой обрабатывается в 2 захода.
Предлагаемая конструкция позволяет 35 обрабатывать как горизонтальные, так и вертикальные ребра деталей из пластмасс, при этом в обработке облоя участвует вся поверхность накладки, что исключает ее частичный износ, тем
30
Предлагаемая конструкция позволяет 35 обрабатывать как горизонтальные, так и вертикальные ребра деталей из пластмасс, при этом в обработке облоя участвует вся поверхность накладки, что исключает ее частичный износ, тем
Начальное положение съемной накладки 8 выставляется регулируемым упором до самым долговечность и стойкость режу- 10, установленным на ползуне 5. щего инструмента повышается. Кроме
Нужный угол наклона съемной накладки 8 к обрабатываемому ребру детали
того, контакт детали и накладки при обработке облоя происходит на небольшой длине, что обеспечивает более каустанавливается и регулируется за счет э.ксцентриситета е . Чем больше эксцентриситет е , тем в больших пределах может регулироваться угол наклона съемной накладки 8.
Величина эксцентриситета е должна быть меньше половины длины съемной
сии
12569762
накладки 8 на величину минимальную, но достаточную для того, чтобы np:i зачистке облоя съемная накладка 8 не соскочила с обрабатываемого-ребра детали
е -f-- (4-5),
где Е - длина съемной накладки, мм.
Устройство работает следующим образом.
Направляющая колонка 1 устанавливается на раме посадочной шейкой 3. и фиксируется в этом положении гайкой
шает при этом вращательное движение, гак как запрессованный в него штифт 6 движется по винтовому пазу 2 направляющей колонки 1.
За счет эксцентриситета е кронштейну 7 со съемной накладкой 8 передается еще и колебательное движение в горизонтальной плоскости. При взаимодействии накладки 8 с ребром детали 11 происходит обработка. При движении штока пнезмоцилиндра вверх процесс повторяется, т. е„ облой обрабатывается в 2 захода.
Предлагаемая конструкция позволяет обрабатывать как горизонтальные, так и вертикальные ребра деталей из пластмасс, при этом в обработке облоя участвует вся поверхность накладки, что исключает ее частичный износ, тем
самым долговечность и стойкость режу- щего инструмента повышается. Кроме
того, контакт детали и накладки при обработке облоя происходит на небольшой длине, что обеспечивает более качественную обработку, если стороны детали непараллельны, а возрастание габаритов детали не оказывает влияния на размер накладки, т. е. при этом достаточно увеличить ход штока пневмоцилиндра.
f/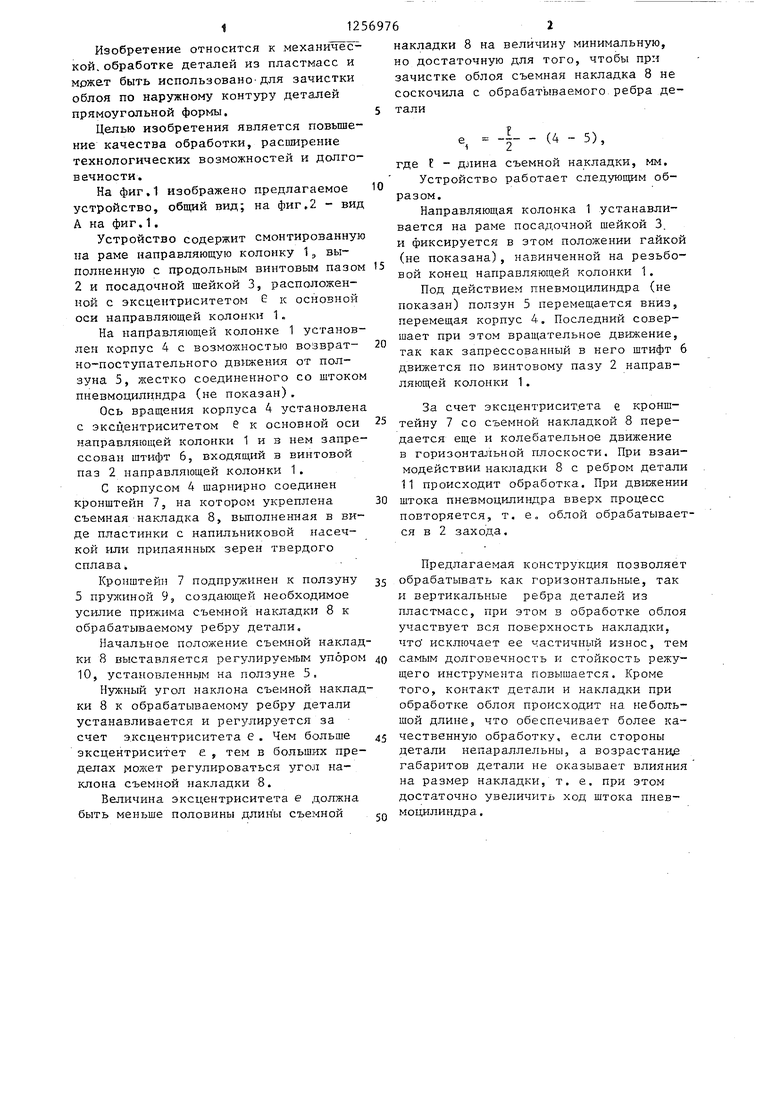
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для удаления облоя в отверстиях пластмассовых деталей | 1986 |
|
SU1388297A1 |
| Устройство для удаления облояС пРяМОугОльНыХ плАСТМАССОВыХ дЕТАлЕй | 1979 |
|
SU793783A1 |
| Устройство для удаления облоя с прямоугольных пластмассовых деталей | 1988 |
|
SU1500490A2 |
| Устройство для зачистки облоя с пластмассовых деталей | 1980 |
|
SU937188A2 |
| Устройство для зачистки облоя с пластмассовых деталей | 1989 |
|
SU1684065A1 |
| Устройство для зачистки облоя с пластмассовых деталей | 1978 |
|
SU715348A1 |
| Устройство для механической обработки пластмассовых деталей | 1989 |
|
SU1643161A1 |
| Устройство для зачистки облоя деталей из пластмасс | 1988 |
|
SU1523370A1 |
| Устройство для вибрационной обработки | 1985 |
|
SU1268385A1 |
| Устройство для зачистки пластмассовых деталей | 1987 |
|
SU1470548A1 |
Редактор А.Гулько
Заказ 4872/14 . Тираж 640Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектнаяj 4
Составитель Михайлова
Техред Л.Сердюкова: Корректор Л.Пилипекко
| Станок для снятия облоя с пластмассовых деталей | 1981 |
|
SU1017505A1 |
| Солесос | 1922 |
|
SU29A1 |
| Авторское свидетельство СССР № 228260, кл | |||
| Солесос | 1922 |
|
SU29A1 |
