00
00
00
N3
СО
Изобретение относится к механической обработке пластмасс и может быть использовано при удалении облоя в отверстиях пластмассовых деталей.
Цель изобретения - расширение технологических возможностей и улучшение качества обработки.
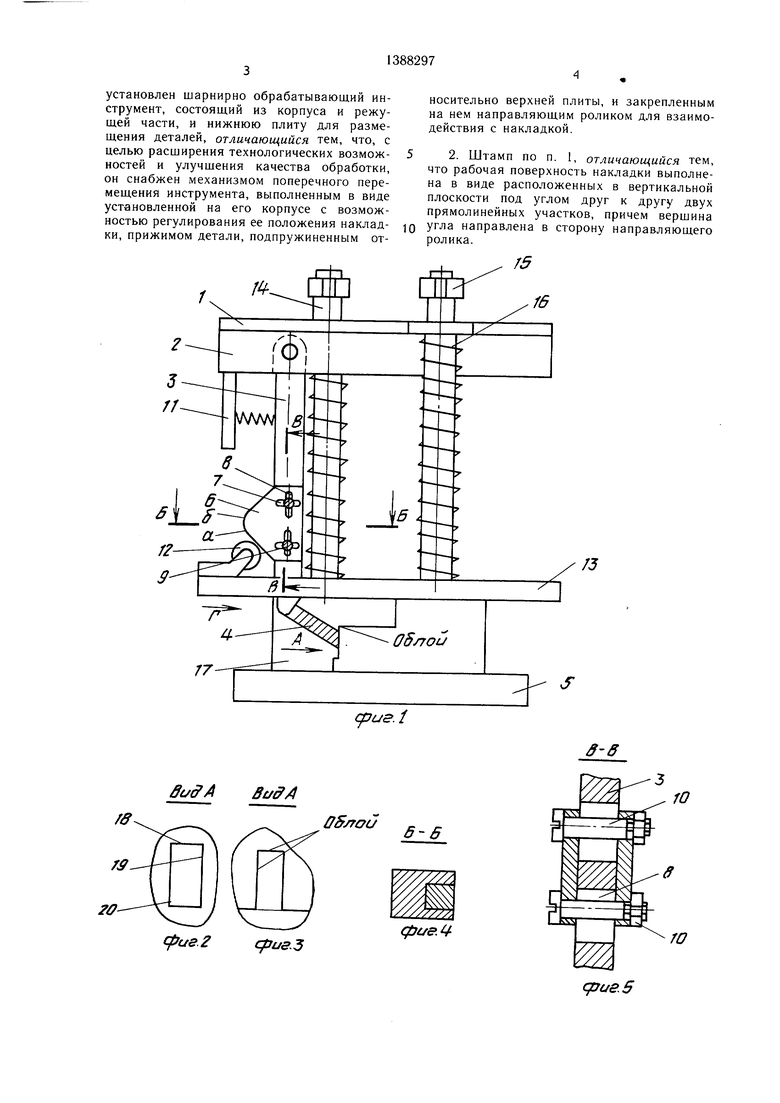
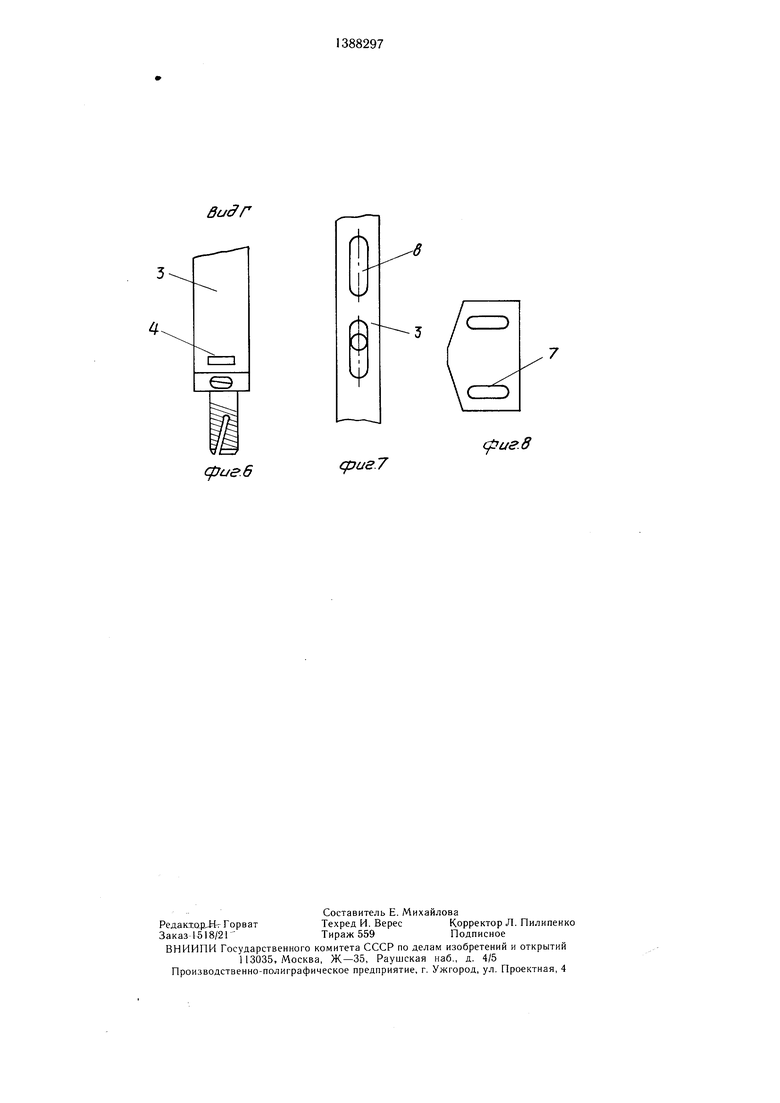
На фиг. 1 изображен штамп, обш,ий вид; на фиг. 2 и 3 - вид А на фиг. 1 (формы обрабатываемых пазов); на фиг. 4 - разрез Б-Б на фиг. 1; на фиг. 5 - разрез В-В на фиг. 1; на фиг. 6 вид Г на фиг. I; на фиг. 7 - геометрия пазов корпуса обраба- тываюшего инструмента; на фиг. 8 - пазы съемной накладки.
Штамп состоит из верхней плиты 1, жестко соединенной с опорной плитой 2, в которой шарнирно закреплен корпус 3 обрабатываю- шего инструмента со сменной режушей пластиной 4 с зубьями по рабочей поверхности, и нижней плиты 5. На корпусе 3 об- рабатываюш,его инструмента установлена съемная накладка 6 для поперечного перемещения инструмента.
Накладка 6 выполнена с П-образным пазом, охватывающим корпус 3 обрабатывающего инструмента (фиг. 4). На противолежащих сторонах П-образного паза накладки 6 выполнены горизонтальные сквозные пазы 7 (фиг. 8), позволяющие перемещать съемную накладку 6 в поперечном направлении, увеличивая или уменьшая длину участка режущей пластины 4, участвующего в процессе резания. На корпусе 3 обрабатывающего инструмента перпендикулярно горизонтальным пазам 7 выполнены вертикальные сквозные пазы 8, позволяющие перемещать съемную накладку 6 в продольном направлении, регулируя расстояние от режущей пластины 4 до обрабатываемого паза детали. Это позволяет осуществлять наладку при обработке типовых деталей с разными по вертикальному размеру пазами.
Съемная накладка 5 закреплена на корпусе 3 обрабатывающего инструмента в точках пересечения горизонтальных пазов 7 и вертикальных пазов 8 осями 9 и гайками 10 (фиг. 5).
Форма рабочей поверхности съемной накладки. 6 выбирается исходя из конструкции обрабатываемой детали, расположения обрабатываемых пазов, их сложности. В данном случае рабочая поверхность съемной накладки б выполнены в виде двух прямолинейных участков а и б, расположенных под углом друг к другу. Длина участков выбирается исходя из конструктивных особенностей обрабатываемых деталей.
Пружина 11 служит для возврата обрабатывающего инструмента в исходное положение.
Направляющий ролик 12 закреплен на прижиме 13, фиксирующем деталь 9 при обработке и при выходе инструмента из об
0
5
0
5
0
5
0
5
рабатываемого паза. Направляющие колонки 14 с гайками 15 и пружинами 16 проходят через отверстия в верхней плите 1 и нижним концом жестко закреплены в прижиме 13
Штамп работает следующим образом.
Перемещают съемную накладку 6 в поперечном и продольном направлении,устанавливая необходимую длину участка режущей пластины 4, участвующего в процессе ре- гания, и положение обрабатывающего инструмента относительно обрабатываемого паза. Закрепляют съемную накладку 6 в выбранном положении на корпусе 3 обрабатывающего инструмента осями 9 и гайками 10.
Приводным механизмом (не показан) опорная плита 2 перемещается вниз.
Подпружиненный прижим 13 прижимает обрабатываемую деталь 17 к нижней плите 5 и съемная накладка 6 начинает скользить участком рабочей поверхности по направляющему ролику 12, чем обеспечивается плавное срезание облоя с верхнего горизонтального ребра 18. При дальнейшем движении опорной плиты 2 вниз режущая пластина 4 обрабатывает вертикальные ребра 19. Затем участок а рабочей поверхности съемной накладки 6 выходит из контакта с направляющим роликом 12 и обрабатывающий инструмент под действием пружины 11 стремится занять исходное положение. При этом режущая пластина 4 прижимается к горизонтальному ребру 20 и при дальнейшем движении опорной плиты 2 вниз происходит плавное срезание облоя с ребра 20.
При обратном ходе штампа после снятия облоя участок съемной накладки 6 скользит по направляющему ролику 13, обеспечивая плавный выход режущей пластины 4 из обрабатываемого паза, опорная плита 2 поднимается до упора верхней плиты 1 в гайки 15 и прижим 13 освобождает обрабатываемую деталь 17.
На щтампе можно также обрабатывать глухие П-образные пазы (фиг. 3). Процесс обработки происходит аналогично описанному.
Использование штампа позволяет повысить качество обработки за счет плавного срезания облоя и увеличения длины режущей части, участвующей в процессе резания, расщирить технологические возможности за счет обработки не только прямоугольных пазов, но и глухих П-образных пазов, расположенных параллельно движению инструмента и отличающихся вертикальными размерами.
Формула изобретения
1. Штамп для удаления облоя в отверстиях пластмассовых деталей, содержащий верхнюю плиту, опорную плиту, в которой
установлен шарнирно обрабатывающий инструмент, состоящий из корпуса и режущей части, и нижнюю плиту для размещения деталей, отличающийся тем, что, с целью расщирения технологических возможностей и улучщения качества обработки, он снабжен механизмом поперечного перемещения инструмента, выполненным в виде установленной на его корпусе с возможностью регулирования ее положения накладки, прижимом детали, подпружиненным относительно верхней плиты, и закрепленным на нем направляющим роликом для взаимодействия с накладкой.
2. Штамп по п. 1, отличающийся тем,
что рабочая поверхность накладки выполнена в виде расположенных в вертикальной плоскости под углом друг к другу двух прямолинейных участков, причем вершина
угла направлена в сторону направляющего ролика.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для зачистки облоя с деталей из пластмасс | 1985 |
|
SU1256976A1 |
| ШТАМП ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ | 1992 |
|
RU2006320C1 |
| Устройство для зачистки | 1990 |
|
SU1766691A1 |
| Способ резки П-образных профилей и штамп для его осуществления | 1988 |
|
SU1766633A1 |
| Универсальный деревообрабатывающий станок | 1990 |
|
SU1797567A3 |
| Штамп для обрезки облоя | 1987 |
|
SU1523240A1 |
| Пильно-обрабатывающее устройство для обработки пластикового профиля | 2019 |
|
RU2710702C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРОСЕЧНО-ВЫТЯЖНОЙ СЕТКИ ИЗ ЛИСТОВОГО МАТЕРИАЛА | 1992 |
|
RU2021062C1 |
| Штамп для обрезки облоя | 1979 |
|
SU969403A1 |
| Поточная линия для штамповки крупногабаритных листовых заготовок | 1991 |
|
SU1834813A3 |
Изобретение относится к ме.ханической обработке пластмасс и предназначено для удаления облоя в отверстиях деталей. Цель- расширение технологических возможностей и улучшение качества обработки. Для этого штамп снабжают ме.ханизмЬм поперечного перемеш.ения инструмента, выполненным в виде установленной на его корпусе с возможностью регулирования ее положения накладки. Штамп снабжен прижимом детали, подпружиненным относительно верхней плиты, и закрепленным на нем направляющим роликом для взаимодействия с накладкой. Рабочая новерхность накладки выполнена в виде расположенных в вертика.и,- ной плоскости под уг.чом друг другу двух прямолинейных участков. В ерп1ина угла направлена в сторону направляющего ролика. При работе ролик взаимодействуеп с накладкой и отклоняет инструмент в сторону обрабатьнзаемого отво|)ст11я. I з.п. ф-лы, 8 ил.J И
ffuffA Bc/ff/l
.2
cpus.i
6-6
фе/е.Оqpus.5
cpue.6
cpuaJ
(иг.8
