В известных способах монтаж центруемых главных и вспомогательных механизмов производят при помощи механической и ручной обработ. ки фундаментов и пригонки клиньев. Такие способы являются весьма трудоемкими.
Отличительная особенность описываемого способа заключается в том, что между опорной поверхностью центруемого механизма и фундаментом заводят плотно уложенную в разъемную, состоящую из двух частей, форму пластмассу, изготовленную, например, на основе эпоксидной смолы с примесью волокнистого асбеста, стекловолокна и полиэтиленполиамина. Затем форму обжимают обжимным устройством до полного прилегания пластмассы к опорным поверхностям спариваемых механизмов и к фундаменту с последующим (носле затвердевания пластмассы) удалением формы, сверлением через отверстия в лапах механизма отверстий в пластмассе и фундаменте и окончательным креплением крепежными болтами.
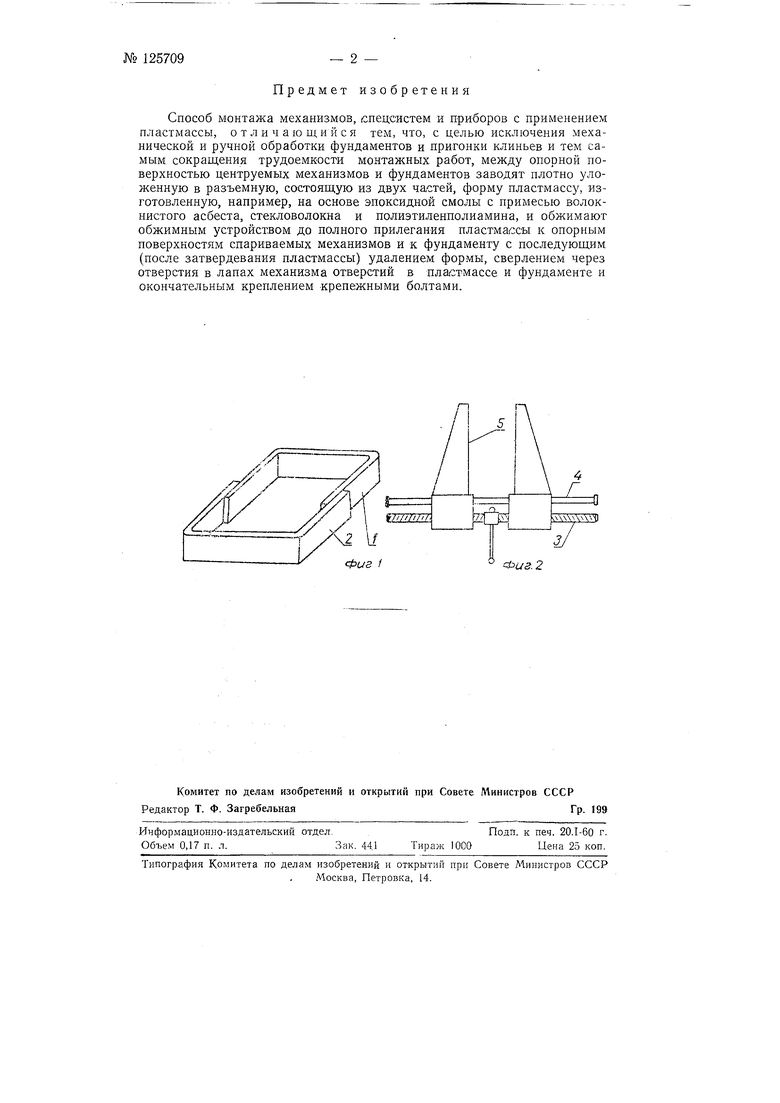
На фиг. 1 изображена разъемная форма; на фиг. 2 - устройство для обжатия пластмассы и удаления формы.
Форму, состоящую из двух разъемных деталей / и 2, заполняют пластмассой, а после заполнения заводят в пространство между лапой или фланцем рамы механизма и фундаментом и обжимают до полного прилегания пластмассы к раме механизма и фундаменту.
Обжатие производят при помощи устройства, состоящего из раздвижных при помощи винта 3 и направляющей 4 губок 5Этим же устройством удаляют форму после затвердевания пластмассы.
Предмет изобретения
Способ монтажа механизмов, снецеистем и приборов с применением пластмассы, о т л и ч а ю иди и ся тем, что, с целью исключения механической и ручной обработки фундаментов и пригонки клиньев и тем самым сокращения трудоемкости монтажных работ, между опорной поверхностью центруемых механизмов и фундаментов заводят плотно уложенную в разъемную, состоящую из двух частей, форму пластмассу, изготовленную, например, на основе эпоксидной смолы с примесью волокнистого асбеста, стекловолокна и полиэтиленполиамина, и обжимают обжимным устройством до полного прилегания пластмассы к опорным поверхностям спариваемых механизмов и к фундаменту с последующим (после затвердевания пластмассы) удалением формы, сверлением через отверстия в лапах механизма отверстий в пластмассе и фундаменте и окончательным креплением крепежными болтами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ установки судовых центрируемых механизмов, приборов и подшипников валопроводов | 1959 |
|
SU123419A1 |
| Способ монтажа механизма на фундаменте | 1983 |
|
SU1102709A1 |
| СПОСОБ МОНТАЖА ЦЕНТРУЕМЫХ МЕХАНИЗМОВ | 2010 |
|
RU2439486C1 |
| Способ установки судовых механизмов с применением жидкотекучей пластмассы | 1960 |
|
SU132502A1 |
| Узел сопряжения токоподводов роторов турбогенератора и возбудителя | 1977 |
|
SU681485A1 |
| Устройство для изготовления прокладки для крепления механизмов к фундаментам | 1973 |
|
SU491518A1 |
| Высоковольтная диэлектрическая шпилька и способ её изготовления | 2023 |
|
RU2824317C1 |
| Способ неразъемного таврового соединения деталей | 1988 |
|
SU1692856A1 |
| РАЗЪЁМНЫЙ ОБЖИМНОЙ ХОМУТ | 2013 |
|
RU2533283C2 |
| Способ сборки и монтажа судового крупногабаритного механизма | 1981 |
|
SU1188047A1 |
Фиг. 2
