Изобретение относится к технологии сборки деталей из композиционных полимерных материалов с помощью неметаллических соединительных элементов и может быть использовано в судостроении, строительстве и других областях техники.
Цель изобретения - увеличение статической и усталостной прочности и жесткости соединения, повышение степени герметичности, водостойкости и стабильности харак- теристик соединения и снижение трудоемкости его изготовления.
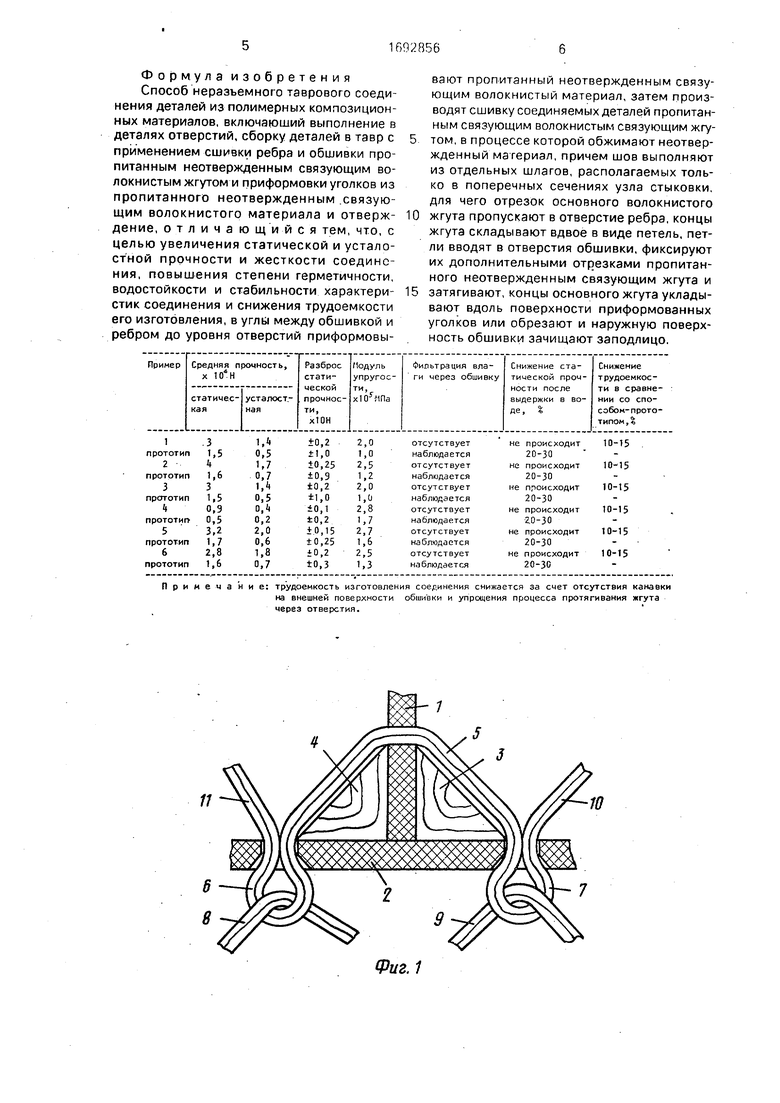
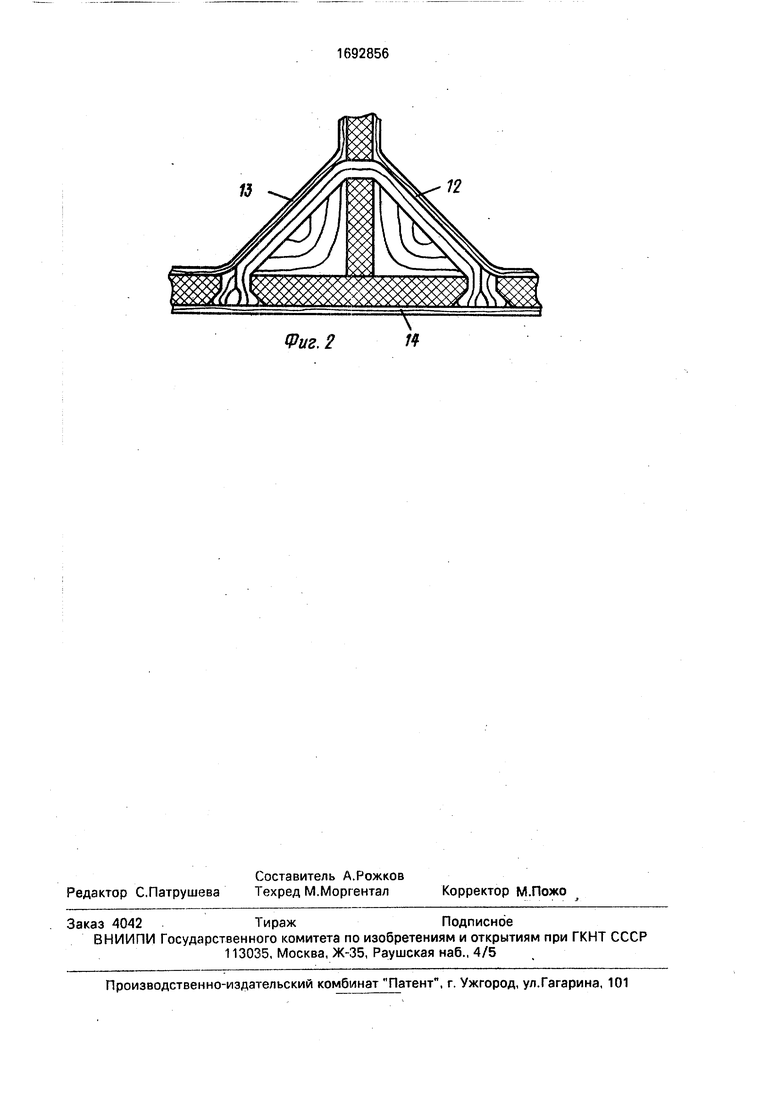
На фиг. 1 изображено тавровое соединение с приформованными уголками и введенным в отверстия основным жгутом, на концах которого образованы петли, зафиксированные закладными отрезками; на фиг.2 - неразъемное тавровое соединение в окончательном виде с затянутыми петлями и приформованными накладками.
Схема содержит соединяемые детали: обшивка 1 и ребро 2; приформованныеугол- ки 3 и 4; отрезок основного жгута 5; петли 6 и 7; отрезки 8 и 9 закладного жгута; свободные концы 10 и 11 основного жгута; герметизирующие накладки 12-14.
П р и м е р 1. Выполняют неразъемное тавровое соединение стеклопластиковой обшивки 1 толщиной 10 мм с ребром 2 такой же толщины. Для сшивки используют стек- лоровинг марки РБН-10-420-43 (ГОСТ 17139-79). Уголки 3 и 4 и герметизирующие
накладки 12-14 формуют из стеклоткани марки Т-11-ГВС-9 (ГОСТ 19170-73). В качестве связующего используют состав холодного отверждения на основе эпоксидной смолы марки ЭД-20 (ГОСТ 10587-84) и от- вердителя-полиэтиленполиамина (ТУ 6-02- 594-80). Последовательность операций при выполнении соединения следующая. Выполняют отверстия в обшивке и ребре диаметром 10 мм с шагом 40 мм. Расстояние между рядами отверстий в обшивке 80 мм. Расстояние отверстий в ребре от присоединяемого к обшивке края 40 мм. В отверстиях обшивки с наружной ее стороны выполняют фаски-зенковки диаметром 20 мм. Ребро устанавливают на место с помощью технологических прижимов. Поверхности под приформовки обезжиривают, Заготавливают отрезки основного жгута 5 диаметром 6 мм и длинной 400 мм и отрезки закладного жгута 8,9 диаметром 6 мм и длиной 50 мм. Жгуты замачивают в сосуде со связующим. В углы между обшивкой и ребром до уровня отверстий приформовывают пропитанную неотвержденным связующим на основе эпоксидной смолы ЭД-20 и полиэтиленпо- лиамина стеклоткань марки Г-11-ГВС-9, образуя уголки 3,4, затем производят сшивку соединяемых деталей пропитанным связующим стекловолокнистым жгутом, в процессе которой обжимают неотвержден- ный материал, причем шов выполняют из отдельных шлагов, располагаемых только в поперечных сечениях узла стыковки, для чего отрезок основного жгута пропускают в отверстие ребра, свободные концы жгута складывают вдвое и пропускают в отверстия обшивки. Образовавшиеся петли 6 и 7 фиксируют отрезками закладного жгута и затягивают, а свободные концы основного жгута 10,11 укладывают вдоль поверхности приформованных уголков или обрезают. После выполнения всех шлагов, шов на наружной поверхности обшивки зачищают заподлицо и производят заформовку шва по обшивке и поверхности приформованных уголков путем послойной укладки трех слоев пропитанной неотвержденным эпоксидным связующим стеклоткани. Затем изделие выдерживают при комнатной температуре в течение 24 ч.
П р и м е р 2. Неразъемное тавровое соединение выполняют как в примере 1, но присоединяют ребро из алюминиевого сплава к стеклопластиковой обшивке. Толщина ребра 5 мм, толщина обшивки 10 мм. Остальные размеры как в примере 1.
П р и м е р 3. Неразъемное тавровое соединение выполняют как в примере 1, но присоединяют стеклопластиковое ребро j
обшивке из алюминиевого сплава. Толщина ребра 10 мм, толщина обшивки 5 мм. Остальные размеры как в примере 1.
Пример 4. Неразъемное тавровое
соединение выполняют как в примере 1, но присоединяют углепластиковое ребро к уг- лепластиковой обшивке. Толщина ребра и обшивки 5 мм. Диаметр отверстий 5 мм.
Диаметр фаски- зенковки - 15 мм. Шаг отверстий 20 мм. Расстояние между двумя рядами отверстий в обшивке 40 мм. Расстояние отверстий в ребре от присоединяемого к обшивке края 20 мм. Диаметр
жгутов 20 мм. Длина основного жгута 300 мм, закладного 30 мм.
П р и м е р 5. Неразъемное тавровое соединение выполняют как в примере 4, но присоединяют стеклопластиковое ребро
толщиной 10 мм к углепластиковой обшивке толщиной 5 мм Остальные размеры как в примере 4.
П р и м е р 6. Неразъемное тавровое соединение выполняют как в примере 4, но
присоединяют органопластиковое ребро к обшивке из органопластика.
Жгуты для сшивки соединяемых деталей могут быть выполнены из стеклянных, углеродных и органических волокон.
В качестве материала для уголков могут
быть использованы различные волокнистые материалы: стеклянные, углеродные и органические ткани и волокна, пропитанные различными отверждающимися полимерными связующими.
Механические характеристики проверялись путем отрыва ребра от обшивки. Испы- тывались образцы, включающие одну характерную ячейку, т.е. узел сшивки и полку длиной, равной одному шагу между отверстиями. Усталостная прочность проверялась на базе 103 циклов. Водостойкость проверялась путем испытания образцов после их выдержки в воде в течение 3
мес. Фильтрация влаги проверялась путем подачи гидростатического давления 0,1 МПа со стороны наружной поверхности обшивки.
Сравнительные характеристики неразъемных тавровых соединений, полученных по примерам 1-6 и известным способом, приведены в таблице.
Как видно из таблицы, изобретение позволяет увеличить статическую и усталостную прочность и жесткость соединения, повысить степень герметичности, водостойкости и стабильности характеристик соединения и снизить трудоемкость его изготовления.
Формула изобретения Способ неразъемного таврового соединения деталей из полимерных композиционных материалов, включающий выполнение в деталях отверстий, сборку деталей в тавр с применением сшивки ребра и обшивки пропитанным неотвержденным связующим волокнистым жгутом и приформовки уголков из пропитанного неотвержденным связующим волокнистого материала и отверждение, отличающийся тем, что, с целью увеличения статической и усталостной прочности и жесткости соединения, повышения степени герметичности, водостойкости и стабильности характери стик соединения и снижения трудоемкости его изготовления, в углы между обшивкой и ребром до уровня отверстий приформовы-
вают пропитанный неотвержденным связующим волокнистый материал, затем производят сшивку соединяемых деталей пропитанным связующим волокнистым связующим жгу- 5 том, в процессе которой обжимают неотвер- жденный материал, причем шов выполняют из отдельных шлагов, располагаемых только в поперечных сечениях узла стыковки, для чего отрезок основного волокнистого 10 жгута пропускают в отверстие ребра, концы жгута складывают вдвое в виде петель, петли вводят в отверстия обшивки, фиксируют их дополнительными отрезками пропитанного неотвержденным связующим жгута и 15 затягивают, концы основного жгута укладывают вдоль поверхности приформованных уголков или обрезают и наружную поверхность обшивки зачищают заподлицо.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ соединения деталей внахлест | 1987 |
|
SU1479314A1 |
| Торовый опорный шпангоут | 1982 |
|
SU1090822A1 |
| ИНТЕГРАЛЬНАЯ РАМНАЯ КОНСТРУКЦИЯ ИЗ СЛОИСТОГО ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА, СПОСОБ ЕЁ ИЗГОТОВЛЕНИЯ И ОСНАСТКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2016 |
|
RU2664043C2 |
| АРМАТУРНАЯ СЕТКА | 2009 |
|
RU2430221C2 |
| Способ соединения стеклопластиковых деталей | 1979 |
|
SU770819A1 |
| КОНСТРУКЦИЯ РАЗМЕРОСТАБИЛЬНОЙ ПЛАТФОРМЫ ИЗ СЛОИСТОГО ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2018 |
|
RU2674205C1 |
| Способ соединения объемных конструкций из армированного пластика | 1980 |
|
SU891466A1 |
| Заклепка и способ получения неразъемного заклепочного соединения | 1991 |
|
SU1810627A1 |
| Многослойная панель-оболочка | 1977 |
|
SU685785A1 |
| ЗАКЛЕПКА И СПОСОБ ПОЛУЧЕНИЯ НЕРАЗЪЕМНОГО ЗАКЛЕПОЧНОГО СОЕДИНЕНИЯ | 2003 |
|
RU2261374C2 |
Изобретение относится к технологии сборки деталей из композиционных полимерных материалов с помощью неметаллических соединительных элементов и может быть использовано в судостроении, строительстве и других областях. Цель изоi бретения - увеличение статической и усталостной прочности и жесткости соединения, повышение степени герметичности, водостойкости и стабильности характеристик соединения и снижение трудоемкости его изготовления. Для этого в углы между обшивкой и ребром до уровня отверстий приформовывают пропитанный неотверж- денным связующим волокнистый материал. Затем производят сшивку соединяемых деталей пропитанным связующим волокнистым жгутом, в процессе которой обжимают неот- вержденный материал. Шов выполняют из отдельных шлагов, располагаемых только в поперечных сечениях узла стыковки, для чего отрезок основного волокнистого жгута пропускают в отверстие ребра, концы жгута складывают вдвое в виде петель, петли вводят в отверстия обшивки, фиксируют их дополнительными отрезками пропитанного неотвер- жденным связующим жгута и затягивают. Концы основного жгута укладывают вдоль поверхности приформованных уголков или отрезают и наружную поверхность обшивки зачищают заподлицо, 2 ил., 1 табл. fc
Примечание: трудоемкость изготовления сое/гинения снижается за счет отсутствия канавки на внешней поверхности обшивки и упрощения процесса протягивания жгута через отверстия.
Фиг. 1
/3
Фиг. 2
К
| СПОСОБ СОЕДИНЕНИЯ СТЕКЛОПЛАСТИКОВЫХ ЭЛЕМЕНТОВ | 0 |
|
SU321484A1 |
| ТАВРОВОЕ СОЕДИНЕНИЕ СТЕКЛОПЛАСТИКОВЫХ ЭЛЕМЕНТОВ | 0 |
|
SU311804A1 |
