Изобретение относится к устройствам для крепирования бумаги и может быть использовано в целлюлозно-бумажной промышленности, а также для усадки тканей, крепирования синтетических пленок, в других отраслях промышленности.
Известны устройства для крепирования бумаги шабером, X - крепирования с помощью шаберов, расположенных под углом 45° к продольному направлению бумажного полотна для получения растяжной бумаги в продольном и поперечном направлениях, устройства Клупак с бесконечным эласто- мерным полотном и Экспанда - двухвальные устройства, используемые для микро- крепирования бумаги.
Недостатком устройств шаберного крепирования является изменение удлинения бумаги по мере износа кромки шабера, т.е. трудность придания бумаге одинаковой растяжимости в течение даже небольших промежутков времени работы шабера. Микрокрепирующие устройства типа Клупак и Экспанда обеспечивают повышение удлинения бумаги в продольном (машинном) направлении и незначительное - в поперечном.
Для получения изотропной бумаги по показателям удлинения в обоих направлею
со ы
ниях используют две одинаковые установки Клупак или Экспанда, у которых линии сдавливания расположены под углом 45° к направлению движения бумаги, что вызывает повышение затрат на изготовление такой бумаги. Для многих технических, упаковочных, электротехнических и санитарно-гигиенических видов бумаги желательно сочетание положительных свойств крепированной и микрокревированной бумаги в од- нрм и том же бумажном1 полотне, например, путем придания разным участкам бумаги макро- и микроскладок.
Близким по целевому назначению является техническое решение, в котором известные устройства для усадки тканей с вращающейся бесконечной эластомерной лентой (типа Клупак) модифицированы и приспособлены для нанесения орнаментов на листовые легко деформирующиеся материалы, позволяющие за счет крепирующих элементов, выполненных на рабочей поверхности ленты в виде непрерывных или прерывных продольных углублений и образующих на ней соответствующий рельеф, придавать разным участкам листового материала макро- и микроскладки. При обработке листового материала в данном устройстве происходит искусственная усадка тех участков ткани, которые попадают в зону давления от зажимного приспособления, действующего перпендикулярно плоскости листа, сжатие этих участков ткани осуществляется за счет усилий, действующих в горизонтальной плоскости при изгибе рабочей стороны эластомерной ленты по дуге охвата вала. При этом участки ткани на выступах уплотняются и остаются гладкими, а участки же ткан, расположенные над углублениями, не подвергаются действию усилий сжатия от зажимного устройства и поэтому остаются относительно свободными, образуя складки, морщины, гофры, пузыри, вздутия, оборки.
Недостатком данного устройства применительно к крепированию влажной и полусухой бумаги из растительных волокон является низкое качество обработанного бумажного полотна из-за дефектов его поверхности в виде выщипывания пучков волокон, надрывов, разрушения структуры, образующихся главным образом при отделении обработанного полотна от крепирующих элементов рабочего слоя эластомерной ленты. Влажная бумага в отличие от тканей из растительных и синтетических волокон обладает низкой механической прочностью. Углубления между крепирующими элементами рабочей стороны ленты засоряются пучками волокон и отделяющимися частицами ороговевшего слоя эластомера, что затрудняет очистку рабочего рельефа ленты. Загрязняющие частицы эластомера прилипают к поверхности бумажного полотна, что недопустимо при изготовлении, например.
крепированных электроизоляционных и санитарно-гигиенических видов бумаги.
Цель изобретения - повышение качества крепированной бумаги, потребительских свойств ее за счет придания бумажному полотну чередующихся в определенной последовательности однородных по размерам и степени сжатия макро- и микроскладок, получения бумаги с одинаковой растяжимостью в продольном и поперечном направлениях.
Это достигается тем, что для повышения качества крепированной бумаги, придания ей дополнительных структурных и физических свойств, однородных макро- и микроскладок, чередующихся в определенной последовательности, в процессе обработки используют устройство для кре- пирования с бесконечной эластомерной лентой, рабочая поверхность которой образована крепирующими элементами, для
беспрепятственного съема обработанного влажного полотна с рельефа рабочей стороны ленты, увеличения срока ее службы, предотвращения загрязнения бумаги инородными частицами ороговевшего отработайного слоя эластомера оно содержит бесконечную растяжимую сетку, пропущенную между лентой и обогреваемым валом и наложенную на крепирующие элементы эластомерной ленты, и приспособление для
перемещения и очистки сетки. На рабочей стороне эластомерной ленты нанесены поперечные, косые (расположенные под углом к движущемуся полотну), пересекающиеся канавки, образующие шипы, синусоидальные, различно ориентированные канавки или иной формы, округлые или щелевые отверстия, располагаемые различным образом. Текстура поверхности рабочей стороны резиновой ленты может быть выбрана различной.
При ее выборе следует руководствоваться соображениями необходимости придания бумаги заранее заданных свойств, например одинаковой растяжимости или прочности в двух взаимно перпендикулярных
направлениях и т.п. Соотношения между количеством макро- и микроскладок на единице площади поверхности бумаги определяются геометрическими размерами канавок (шириной, длиной, глубиной), круглых отверстий или шлиц, характером расположения и плотностью их на единице поверхности ленты, кривизной ведущего и обогреваемого ведомого валов, огибаемых эластомерной лентой при движении, толщиной растяжимой сетки и характером плетения нитей основы и утка, усилиям прижима ведомого вала и прижимного валика, натяжением эластомерной ленты и сетки.
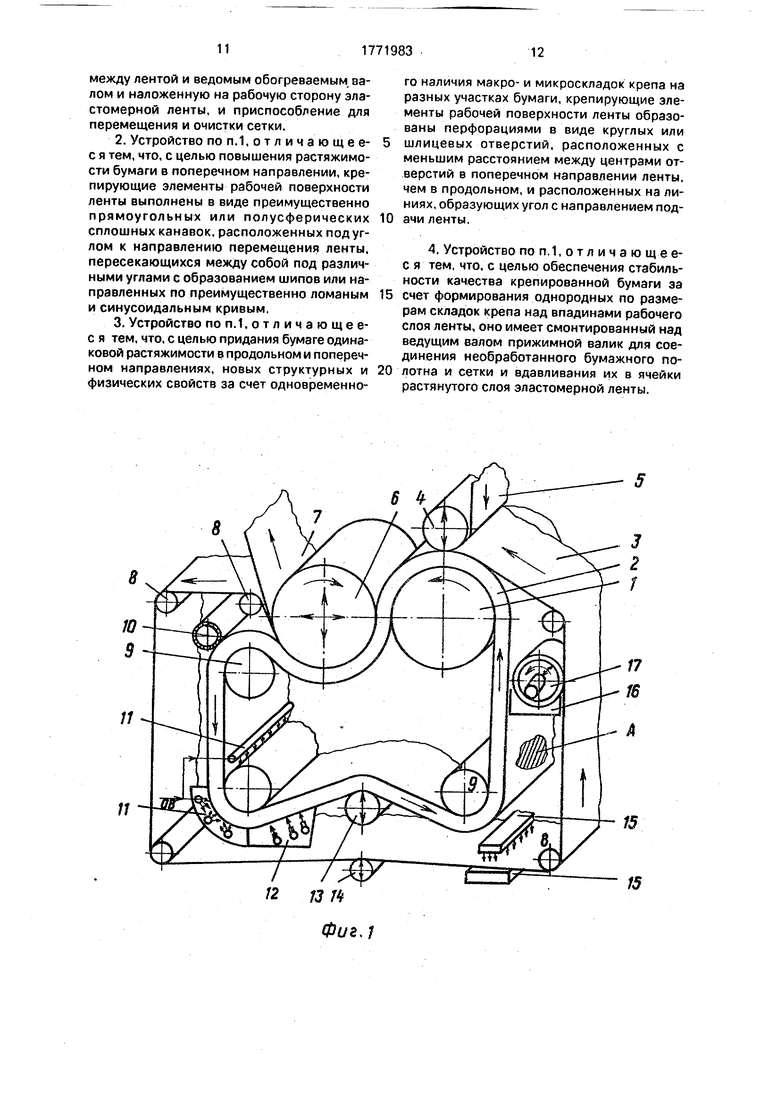
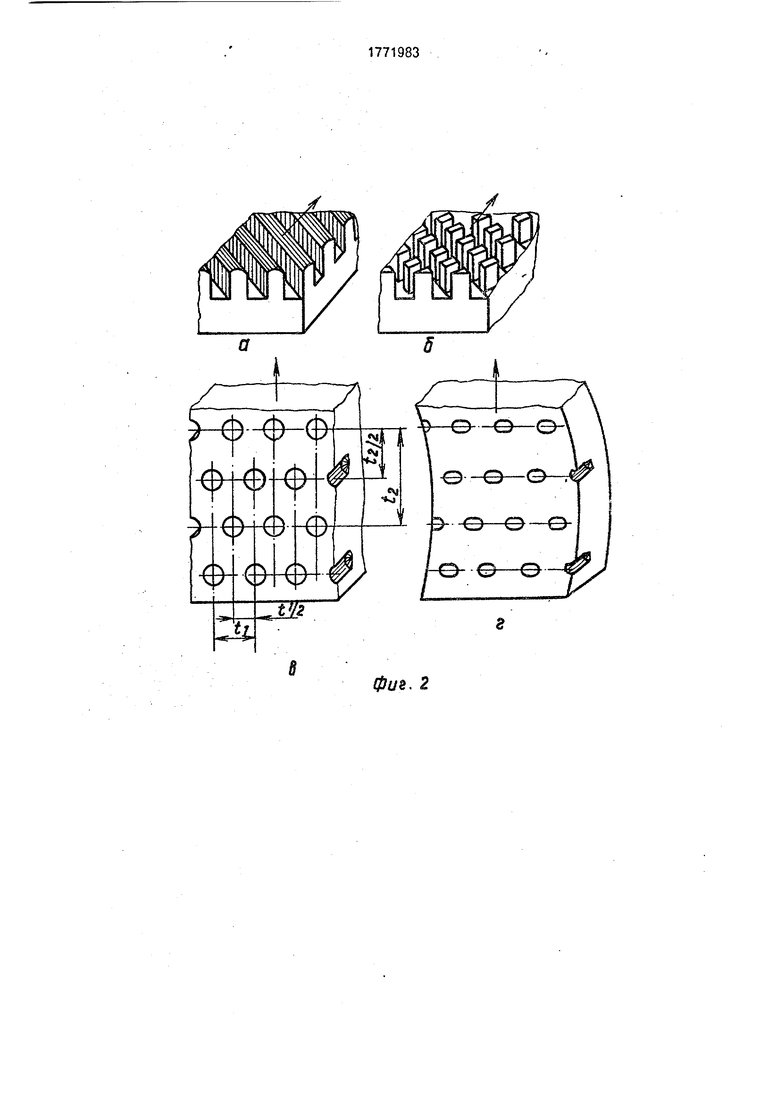
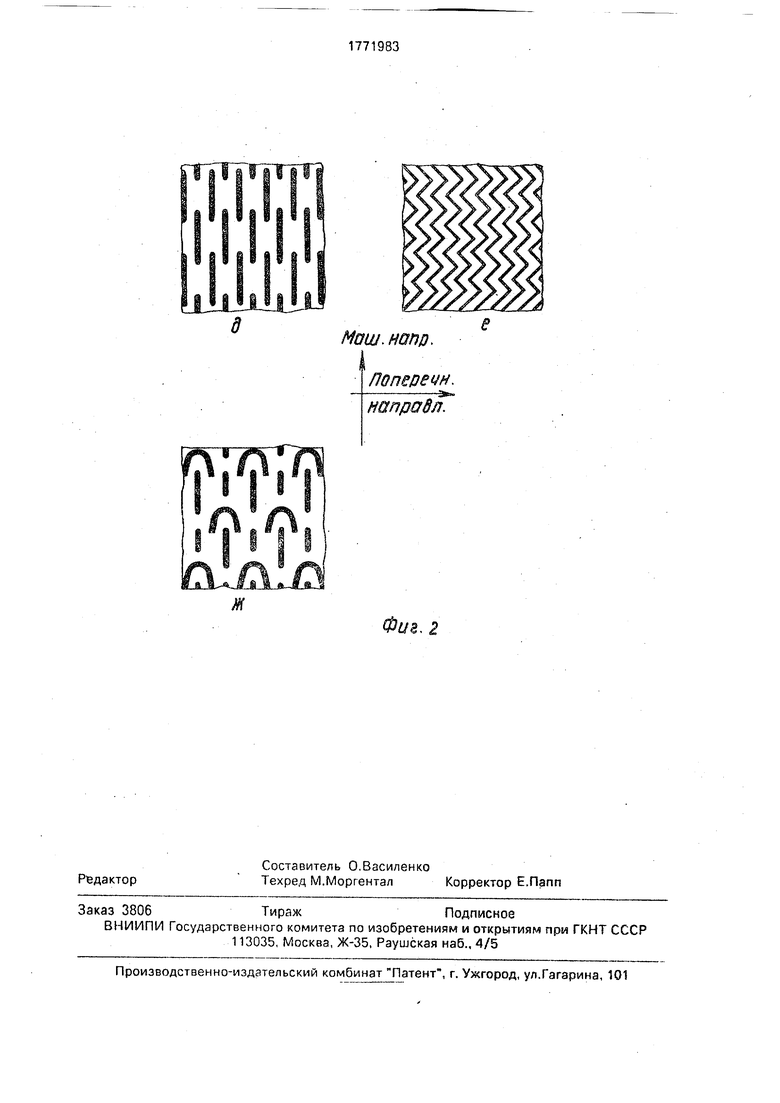
На фиг.1 показан общий вид и кинематическая схема движения основных узлов устройства. На фиг.2 (а, б) представлены примеры выполнения рельефа рабочего слоя А (фиг.1) резиновой ленты. Рельеф рабочей поверхности резиновой ленты (фиг.2- а) образован косым расположением сплошных прямоугольных канавок по отношению к движению ленты. Наружная рабочая поверхность выступов выполнена округлой формы. Канавки прямоугольной, трапецеидальной, полусферической и другой формы могут быть выполнены по ломаной, синусоидальной или иной кривой линии, расположенными под различными углами к направлению движения ленты, а также прерывистыми, образуя на рабочей поверхности резины шлицы. На фиг.2-6 представлен рельеф рабочей поверхности ленты в виде шипов, образующихся в результате нанесения прямоугольных канавок под углом 45° к движению ленты и взаимно пересекающихся под прямым углом. На фиг.2 (в,г) показаны элементы рабочего слоя резиновой ленты с высверленными круглыми отверстиями соответственно при движении ленты в плоскости и огибании ею ведомого вала (ц - шаг расположения центров отверстий по ширине ленты, t2 - шаг расположения центров отверстий по длине ленты, ц t2). При огибании рабочей стороной ленты вала отверстия и промежутки между отверстиями эластомера деформируются. Расположение большего числа отверстий на 1 погонном метре по ширине ленты, чем по длине ее (ti ta) вызывает дополнительную деформацию сжатия в промежутках рабочего слоя резины в поперечном направлении, передаваемой сеткне и обрабатываемой бумаге, за счет чего удлине- ние ее в поперечном направлении увеличивается. На фиг.2-д,-е,-ж показано возможное расположение на бумаге макроскладок {затемненные участки) и микроскладок (светлые участки) в зависимости от расположения и характера крепирующих элементов на рабочей стороне ленты.
Устройство включает ведущий вал 1, бесконечную эластомерную ленту 2 с расположенными на рабочей поверхности выступами или шипами, сетку 3, прижимной валик4, необработанное бумажное полотно 5, ведомый обогреваемый вал 6, крепиро- ванное бумажное полотно 7. сетковедущие валики 8, лентоведущие валики 9, цилиндрическую волосяную щетку 10, приспособление 11 для охлаждения и промывки
рабочей поверхности резиновой ленты, устройство 12 для удаления капелек воды и осушки рабочей поверхности резиновой ленты сжатым воздухом, лентонатяжной ва- лик 13, сетконатяжной валик 14, приспособления 15 для продувки сетки сжатым воздухом от остатков волокон и загрязнений, сборник пыли 16 и шлифовальный круг 17 для подшлифовки резиновой ленты.
0 Устройство (фиг.1) работает следующим образом.
Необработанное, например полусухое бумажное полотно 5. поступает в зазор между прижимным валиком 4 и бесконечной
5 сеткой 3, расположенной на предварительно растянутой рабочей поверхности бесконечной резиновой ленты 2 и приводимой в движение ведущим валом 1 от электропривода (на фиг.1 не показан). Наружная повер0 хность резиновой ленты, а также сетка и бумажное полотно при огибании ведущего вала испытывают деформации растяжения, при поступлении же в зону контакта с ведомым валом 6 и огибания его - деформации
5 сжатия. За счет сжатия канавок рабочего слоя резиновой ленты лежащие на нем сетка и бумажное полотно образуют складки крепа. Ведомый вал на подвижных опорах имеет возможность смещения в вертикаль0 ной и горизонтальной плоскости. В горизон- тальной плоскости осуществляется гидравлический или пневматический прижим его к ведущему валу. Смещение по высоте ведомого вала позволяет регулировать
5 угол обхвата его резиновой лентой. Резиновая лента при огибании первого лентоведу- щего валика 9 выходит из зоны контакта. Бесконечная сетка 3 отводится через первый (по выходе из зоны контакта) сетковеду0 щий валик 8, огибая несколько больший угол обхвата ведомого вала 6 по сравнению с лентой. Крепированное бумажное полотно, имеющее несколько больший угол обхвата ведомого цилиндра, чем сетка, отделяется
5 от нее и поступает на досушку или в последующую стадию обработки, например, при сухом способе крепирования - на бобиноре- зательный станок. Для периодической очистки рабочей поверхности ленты от
0 загрязнений служит цилиндрическая вращающаяся щетка 10. Внешняя и внутренняя поверхности резиновой ленты промываются и охлаждаются водой с помощью приспособления 11, расположенного у второго
5 лентоведущего валика. Спрыски приспособления располагаются под лентой и над ней, отработанная вода после промывки и охлаждения ленты поступает в корытообразный сборник, расположенный снизу ленты, и выводится из него. Сдув капелек жидкости
и осушку рабочей поверхности резиновой ленты производят струями сжатого воздуха из сопл устройства 12, расположенного рядом с приспособлениями 11 и также снабженного сборником жидкости под лентой, из которого жидкость периодически или непрерывно удаляют. Далее резиновая лента по ходу движения против часовой стрелки огибает лентонатяжной валик 13, с помощью которого регулируют натяжку ленты. Затем, обогнув третий лентоведущий валик 9, резиновая лента поступает на ведущий вал 1. При поступлении в зону прижима валика 4 резиновая лента соединяется с сеткой. Движение бесконечной сетки по сетковедущим валикам 8 синхронизировано с движением бесконечной резиновой ленты 2. По выходе из зоны контакта между ведущим и ведомым валами в промежутке между резиновой лентой и бумажным полотном, обогнув три сетковедущих валика, в нижней части устройства сетка 3 огибает сетконатяжной валик 14, проходит через приспособление 15 для продувки сжатым воздухом и через два последующих сетковедущих валика приходит в соприкосновении с рабочей поверхностью ленты. Сетка соединяется с необработанным бумажным полотном 5 и рабочей поверхностью ленты 3, огибающей ведущий вал 1, в зоне прижима валика 4. При этом сетка и бумажное полотно вдавливаются в расширенные канавки или ячейки растянутого рабочего слоя резиновой ленты. При дальнейшем движении резиновая лента и находящиеся на ее рабочей поверхности сетка и бумажное полотно огибают ведомый обогреваемый вал.
Крепирование бумаги - образование микроскладок происходит следующим образом. При огибании ведомого вала рабочий слой резиновой ленты сжимается, преимущественно за счет уменьшения размеров канавок или ячеек, образованных канавками, отверстиями или шлицами.
Вдавленные в ячейки участки растяжимой синтетической сетки и вместе с ней бумаги также сжимаются, образуя складки крепа. Если на ленте нанесены сплошные поперечные канавки, то на бумаге образуются также сплошные поперечные складки крепа. В этом случае известные устройства с бесконечной эластомерной лентой для продольного микрокрепирования могут использоваться для крепирования бумаги в продольном направлении с образованием макроскладок и может быть получена бумага с большой растяжимостью только в одном, продольном направлении.
Нанесение же канавок под углом 45° к направлению движения ленты (продольной
ее оси), а также пересекающихся под прямым углом, как показано на фиг 2 (а, б), дает возможность получать крепированную бумагу, одинаково растяжимую во всех направлениях, как и при Х -крепировании шабером, при волнообразной форме канавок образуются волнообразные складки крепа и т.д.
Особый случай представляет использование ленты с перфорацией рабочего слоя,
0 позволяющей одновременно придать бумаге на разных участках макро- и микроскладки, обусловливающей получение бумаги с новыми физическими и структурными свойствами. Макросклздки образуются на тех
5 участках бумаги, которые вдавлены в отверстия или шлицы, микроскладки - на участках между отверстиями. Одинаковой растяжимости бумаги в продольном и поперечном направлениях достигают путем расположе0 ния отверстий или шлиц относительно поперечного и продольного направлений ленты. Расстояние между центрами круглых отверстий в поперечном направлении принимают меньшими, чем в продольном (фиг,2-в). В
5 случае использования шлиц поступают таким же образом, однако длину их ориентируют под углом или вдоль оси ленты, что придает бумаге повышенную растяжимость в поперечном направлении,
0 Форма, размеры и характер расположения канавок, шипов, круглых отверстий или шлиц на рабочей поверхности ленты определяют размеры складок и текстуру крепи- рованной бумаги. Степень сжатия складок
5 крепа зависит от размера ячеек, кривизны (радиусов) ведомого и ведущего валов, угла обхвата их лентой, усилиями прижима валов и натяжения ленты и сетки, толщиной и гибкостью растяжимой сетки, усилиями вдавли0 вания сетки и бумаги в ячейки рабочего слоя ленты. Правильное регулирование указанных выше факторов позволяет получать бумагу с заранее заданными свойствами в зависимости от назначения.
5 Такое крепирование особенно пригодно для получения бумаги санитарно-гигиенического назначения, в частности для изготовления медицинских перевязочных материалов на основе древесной беленой
0 целлюлозы, от которых требуются повышенные пористость, растяжимость во всех направлениях, а также кабельной, оберточной, упаковочной и других видов бумаги.
В процессе крепирования с рабочей ча5 сти резиновой ленты могут отделяться частички резины. Наличие растяжимой теплостойкой сетки исключает попадание их на поверхность бумаги и таким образом предотвращает ее загрязнение. Износостойкая растяжимая сетка предотвращает
непосредственный контакт крепирующих элементов рабочего слоя резины с горячим полотном бумаги и поверхностью обогреваемого вала, тем самым увеличивается срок службы ленты. При влажном и полусу- хом крепировании без растяжимой сетки отделить обработанное бумажное плотно без разрушения его поверхности затруднительно.
Наличие крепирующих элементов на ра- бочей поверхности ленты облегчает отвод тепла из массива резины в процессе крепи- рования и увеличивает срок службы ленты. Периодически лента подвергается очистке вращающейся щеткой, рабочая поверхность ее периодически шлифуется для снятия ороговевшего слоя резины шлифовальным кругом 17, для сбора пыли служит сборник 16.
Основным преимуществом предлагаемого устройства по сравнению с прототи- пом является возможность получения крепированной бумаги с одинаковой растяжимостью в продольном и поперечном направлении, с одновременным наличием на отдельных участках макро- и микроскладок, а следовательно, с новыми структурными и физическими свойствами.
Характером расположения, формой и размерами углублений на рабочей поверхности эластомерной ленты е процессе меха- нического уплотнения (одновременного микро- и макрокрепирования разных участков) увлажненного бумажного полотна можно получать бумагу не только с разным соотношением макрокрепированных (со складками) и микрокрепированных (сжатых гладких) участков, но и целенаправленно менять текстуру расположения крепирующих элементов в рабочем слое эластомера для улучшения или придания бумаге тех или иных свойств. Последнее иллюстрируется текстурой расположения макро- и микроскладок, показанных на фиг.2-д,-е,-ж. Затемненные участки полотна соответствуют макрокрепированным участкам, а светлые - микрокрепированным.
Из текстуры бумаги (фиг.2-д) очевидно, что растяжимость и прочность ее в машинном направлении определяются преимущественно светлыми (микрокрепированными) участками, растяжимость и гибкость бумаги в поперечном направлении определяются темными (макрокрепированными) участками, прочность - светлыми участками.
Бумага, показанная на фиг.2-е, имеет повышенную растяжимость и гибкость в поперечном направлении, а прочность определяется прочностью темных участков.
Бумага, показанная на фиг.2-ж, имеет лучшую гибкость в машинном направлении
по сравнению с бумагой, изображенной на фиг.2-д.
Свойства бумаги определяются соотношением микрокрепированных и макрокрепированных участков.
Бумага, у которой микрокрепировзнные участки занимают основную часть площади листа, по своей прочности близка к полностью микрокрепированной. однако за счет наличия макрокрепированных (более гибких и растяжимых) участков потребительские свойства ее улучшаются. Так, при использовании бумаги с текстурой показанной на .-е .-ж, в качестве перевязочного медицинского материала бумажный бинт (по сравнению с обычной гладкой бумагой) обладает большей гибкостью и растяжимостью в продольном и поперечном направлениях, впитываемостью, воздухопроницаемостью, мягкостью при хорошей динамической прочности во всех направлениях.
Возможность образования макроскладок под разными углами к продольному направлению бумаги и повышения ее растяжимости в поперечном направлении подтверждена на лабораторной установке, моделирующей устройство для продольного сжатия движущегося бумажного полотна, путем нанесения на рабочую сторону резиновой ленты под разными углами сплошных и прерывистых, прямолинейных и криволинейных канавок и пропускания через зону крепирования образцов увлажненной бумаги.
Предлагаемое устройство для крепирования найдет применение в качестве отдельной установки по способу полусухого и влажного крепирования, а также в составе бумагоделательных машин путем размещения ее в сушильной части, где влажность бумажного полотна составляет 10-50%.
Формула изобретения
1. Устройство для крепирования бумаги, включающее вращающийся ведущий и прижимаемый к нему обогреваемый ведомый валы, огибаемые бесконечной эластомерной лентой, рабочая поверхность которой образована крепирующими элементами, лентонатяжной и лентоведущие валики, приспособления для очистки, промывки, охлаждения и подшлифовки ленты, отличающееся тем, что, с целью беспрепятственного отделения крепированного влажного бумажного полота от рабочей поверхности ленты, предотвращения ее соприкосновения с горячими поверхностями обогреваемого ведомого вала и увеличения срока службы ленты, оно содержит бесконечную растяжимую сетку, пропущенную
между лентой и ведомым обогреваемым валом и наложенную на рабочую сторону эла- стомерной ленты, и приспособление для перемещения и очистки сетки.
2.Устройство по п.1,отличающее- с я тем, что, с целью повышения растяжимости бумаги в поперечном направлении, кре- пирующие элементы рабочей поверхности ленты выполнены в виде преимущественно прямоугольных или полусферических сплошных канавок, расположенных под углом к направлению перемещения ленты, пересекающихся между собой под различными углами с образованием шипов или направленных по преимущественно ломаным и синусоидальным кривым.
3.Устройство поп.1.отличающее- с я тем, что, с целью придания бумаге одинаковой растяжимости в продольном и поперечном направлениях, новых структурных и физических свойств за счет одновременного наличия макро- и микроскладок крепа на разных участках бумаги, крепирующие элементы рабочей поверхности ленты образованы перфорациями в виде круглых или шлицевых отверстий, расположенных с меньшим расстоянием между центрами отверстий в поперечном направлении ленты, чем в продольном, и расположенных на линиях, образующих угол с направлением подачи ленты.
4. Устройство поп.1,отличающее- с я тем, что, с целью обеспечения стабильности качества крепированной бумаги за счет формирования однородных по размерам складок крепа над впадинами рабочего слоя ленты, оно имеет смонтированный над ведущим валом прижимной валик для соединения необработанного бумажного полотна и сетки и вдавливания их в ячейки растянутого слоя эластомерной ленты.


| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления крепированной бумаги | 1990 |
|
SU1708641A1 |
| КРЕПИРОВАНИЕ НА ТКАНИ И ПРОЦЕСС СУШКИ В ТКАНИ ДЛЯ ИЗГОТОВЛЕНИЯ АДСОРБИРУЮЩЕГО БУМАЖНОГО ПОЛОТНА | 2005 |
|
RU2370587C2 |
| КРЕПИРОВАННЫЙ ТКАНЬЮ ВПИТЫВАЮЩИЙ ЛИСТ С ПЕРЕМЕННЫМ ЛОКАЛЬНЫМ БАЗОВЫМ ВЕСОМ | 2007 |
|
RU2419546C2 |
| МНОГОСЛОЙНОЕ БУМАЖНОЕ ПОЛОТЕНЦЕ С ВНУТРЕННИМ ВПИТЫВАЮЩИМ СЛОЕМ | 2006 |
|
RU2393286C2 |
| СПОСОБ КРЕПИРОВАНИЯ ПОСРЕДСТВОМ ТКАНИ ДЛЯ ИЗГОТОВЛЕНИЯ АБСОРБИРУЮЩЕЙ БУМАГИ | 2003 |
|
RU2329345C2 |
| Способ крепирования бумаги и устройство для его осуществления | 1987 |
|
SU1447700A1 |
| МНОГОСЛОЙНАЯ ТЕКСТИЛЬНАЯ КРЕПИРУЮЩАЯ ТКАНЬ | 2007 |
|
RU2466234C2 |
| АДДИТИВНЫЕ КОМПОЗИЦИИ ДЛЯ ОБРАБОТКИ РАЗЛИЧНЫХ ОСНОВ | 2006 |
|
RU2409303C9 |
| САЛФЕТОЧНЫЕ ИЗДЕЛИЯ, СОДЕРЖАЩИЕ ПОЛИМЕРНУЮ ДИСПЕРСИЮ | 2006 |
|
RU2409720C2 |
| МНОГОСЛОЙНАЯ ЛЕНТА ДЛЯ КРЕПИРОВАНИЯ И СТРУКТУРИРОВАНИЯ В ПРОЦЕССЕ ИЗГОТОВЛЕНИЯ ОСНОВАННОГО НА ЦЕЛЛЮЛОЗЕ ПРОДУКТА | 2015 |
|
RU2687640C2 |
Использование: целлюлозно-бумажная промышленность. Сущность изобретения: устройство включает вращающийся ведущий и прижимаемый к нему обогреваемый ведомый валы, огибаемые бесконечной эластомерной лентой, рабочая поверхность которой образована крепирующими элементами, лентонатяжной и лентоведу- щие валики, приспособления для очистки, промывки, охлаждения и подшлифовки ленты и бесконечную растяжимую сетку, пропущенную между лентой и ведомым обогреваемым валом и наложенную на рабочую сторону эластомерной ленты, и приспособление для перемещения и очистки сетки, Крепирующие элементы рабочей поверхности ленты выполнены в виде преимущественно прямоугольных или полусферических сплошных канавок, расположенных под углом к направлению перемещения ленты, пересекающихся между собой под различными углами с образованием шипов или направленных по преимущественно ломаным и си- нусоидальным кривым. Крепирующие элементы также мотут быть выполнены в виде перфораций. Устройство также содержит смонтированный над ведущим валом прижимной валик для соединения необработанного бумажного полотна и сетки и вдавливания их в ячейки эластомерной ленты. 3 з.п.ф-лы,2 ил. С
8
jL
Фив. 2
Маш. напр.
Поперечн.
| Сушкова Н.Д | |||
| Бумажные мешки | |||
| Лесная промышленность, М., 1974, с | |||
| Способ использования делительного аппарата ровничных (чесальных) машин, предназначенных для мериносовой шерсти, с целью переработки на них грубых шерстей | 1921 |
|
SU18A1 |
| Электроемкостный датчик для определения диэлектрической проницаемости и зависящих от нее характеристик | 1967 |
|
SU752191A1 |
| Способ очистки нефти и нефтяных продуктов и уничтожения их флюоресценции | 1921 |
|
SU31A1 |
