Изобретение относится к машиностроению и может быть использовано в авиационной промьшшенности и др У- гих отраслях народного.хозяйства, в которых для соединения фланцев деталей используются резьбовые шпильки и требуется надлежащее уплотнение стыка.
Цель изобретения - повьппение надежности стопорения группы резьбовых шпилек и обеспечение герметизации соединения.
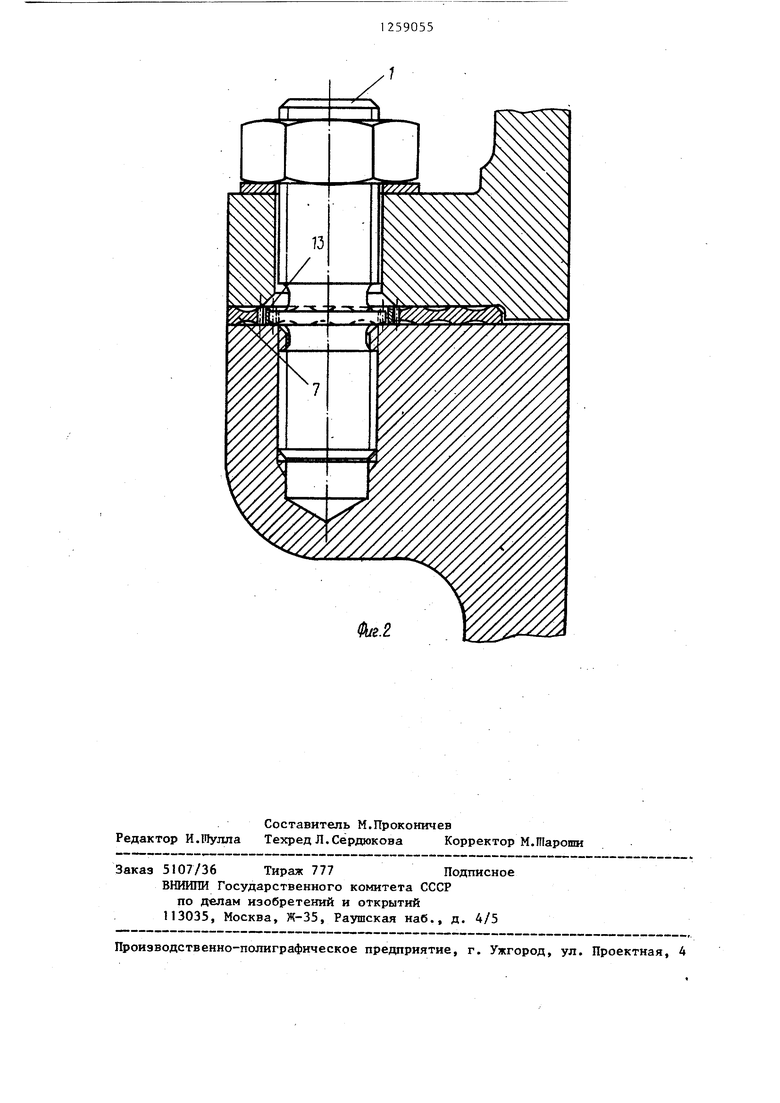
На фиг.1 изображено соединение деталей; на фиг.2 - вариант выполнения соединения деталей.
Резьбовые шпильки 1, выполненные с резьбой без натяга,на обоих концах 2 и 3 имеют птицевые пояски 4 между резьбовыми нарезками, расположенными ближе к резьбовому концу 3, вворачиваемому в резьбовые гнезда 5 корпуса 6.
В стопорной пластине 7 вьтолняет- ся ряд пшицевых отверстий 8 в количестве, равном числу шпилек, и концентричные канавки 9, расположенные: на определенном расстоянии друг от друга с целью получения перемычек 10, определяюш 1х требуемую площадь контакта стыкуемых поверхностей.
в
Сборка соединения производится следующим образом.
Шсле завинчивания шпилек в резьбовые, гнезда корпуса стопорная пластина монтируется на шлицевые пояски шпилек. При этом совмещение шлицевых контуров в отверстиях стопорной пластины и на шпильках осуществляется доворачиванием или отворачиванием последних на угол, эквивалентный ширине впадины шлицевого пояска.
Совмещение шлицевых контуров возможно также за счет строгого ориентирования положения шпилек при завинчивании и шлицевых отверстий в стопорной пластине при изготовлении.
После установки стопорной пластины монтируется стыкуемая деталь 11 и осуществляется затяжка и стопоре- ние гаек 12 как в обычном соединении.
Крутящий момент, возникающий при завинчивании или отвинчивании гаек, воспринимается шлицами в отверстии пластины, что и обеспечивает стопо- рение шпильки от вращения. Получение
на стыкуемых поверхностях удельного давления, необходимого для обеспечения герметичности при заданных параметрах резьбы, достигается выбором необходимой ширины перемычки 10,
определяющей площадь контакта на стыке, В случае применения стопорной пластины из мягких металлов, например алюминия, вместо шлицевых отверстий в ней могут быть выполнены
гладкие цилиндрические отверстия диаметром меньшим, чем диаметр шлицевого венца шпильки.
При сборке соединения стопорная пластина напрессовывается на шлицевые пояски пйтилек с помощью технологических оправок. Стопорная пластина может быть изготовлена из секций с установкой каждой секции на две и более шпильки, а шпильки могут быть изготовлены ступенчатыми.
На фиг. 2 приведен вариант стопорения шпильки с помощью промежуточного кольца 13, имеющего внутренние и наружные шлицы, сопрягаемого с
шлицами шпильки и стопорной пластины при сборке.
.2

| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Приспособление к двойному обрезному станку типа болиндер для изменения величины подачи, в зависимости от толщины обрезанной доски | 1929 |
|
SU15154A1 |
| Иосилевич Г.Б., Шарловский Ю.В | |||
| Затяжка и стопорение резьбовых соединений | |||
| - М.: Машиностроение, 1971,.с | |||
| Шкив для канатной передачи | 1920 |
|
SU109A1 |
