1 1
Изобретение относится к гофрирова нию плоских материалов, в частности бумаги, для изготовления тарного гофрированного картона и является усовершенствованием изобретения по авт.св. № 941208.
Целью изобретения является расширение технологических возможностей способа путем получения гофрированного полотна различных типоразмеров.
Способ продольного гофрирования бумажного полотна состоит в ступенчатом формировании полотна путем протягивания его через формирующие элементы с профилем гофров, изменяю- ш,имся до заданного. Гофрированное полотно формируют из нескольких бумажных полотен. На первой ступени формирования образуют по меньшей мере, один гофр по всей ширине полотна, а на последующих ступенях формирования равномерно увеличивают количество гофров с одновременным уменьшением высоты и шага гофров в два раза. При протягивании бумажных полотен через формирующие элементы их соединяют между собой смежными гофрами для образования единого полотна.
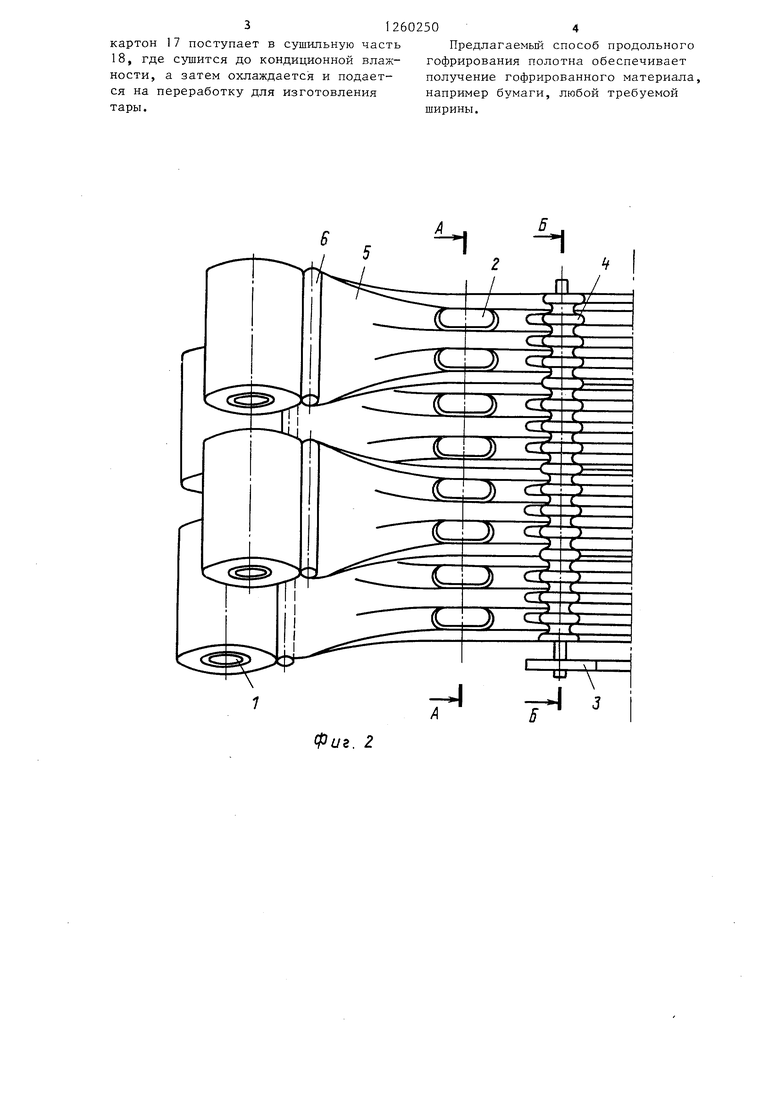
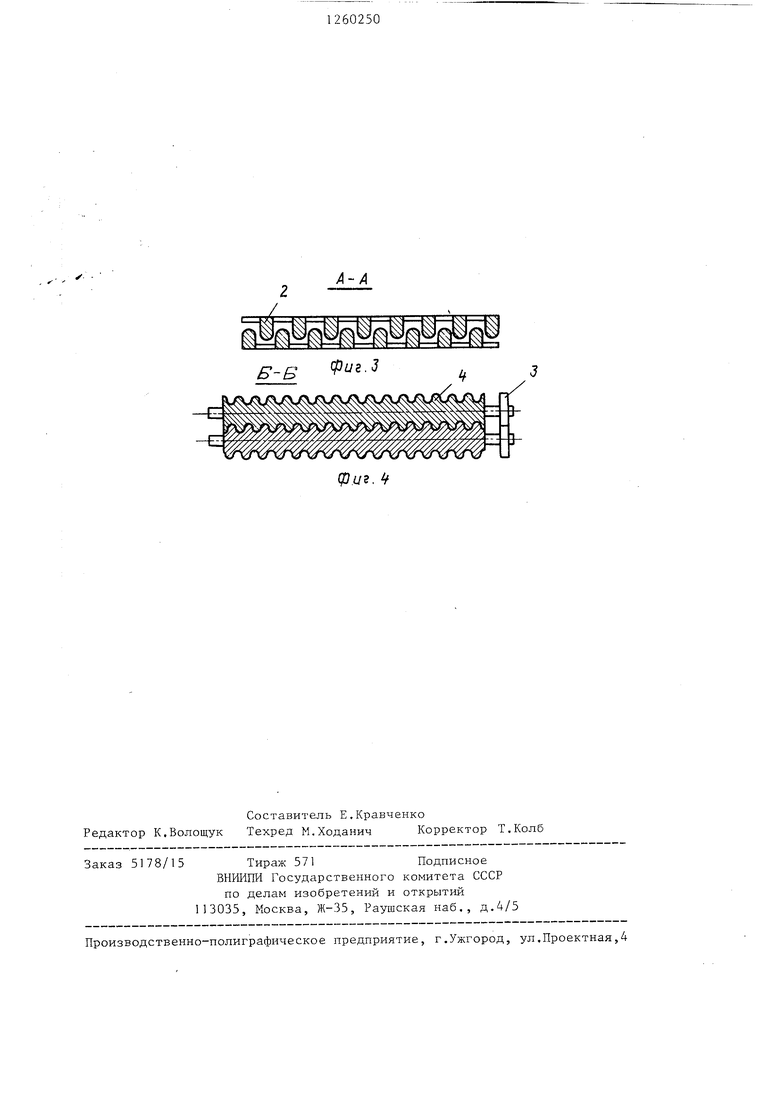
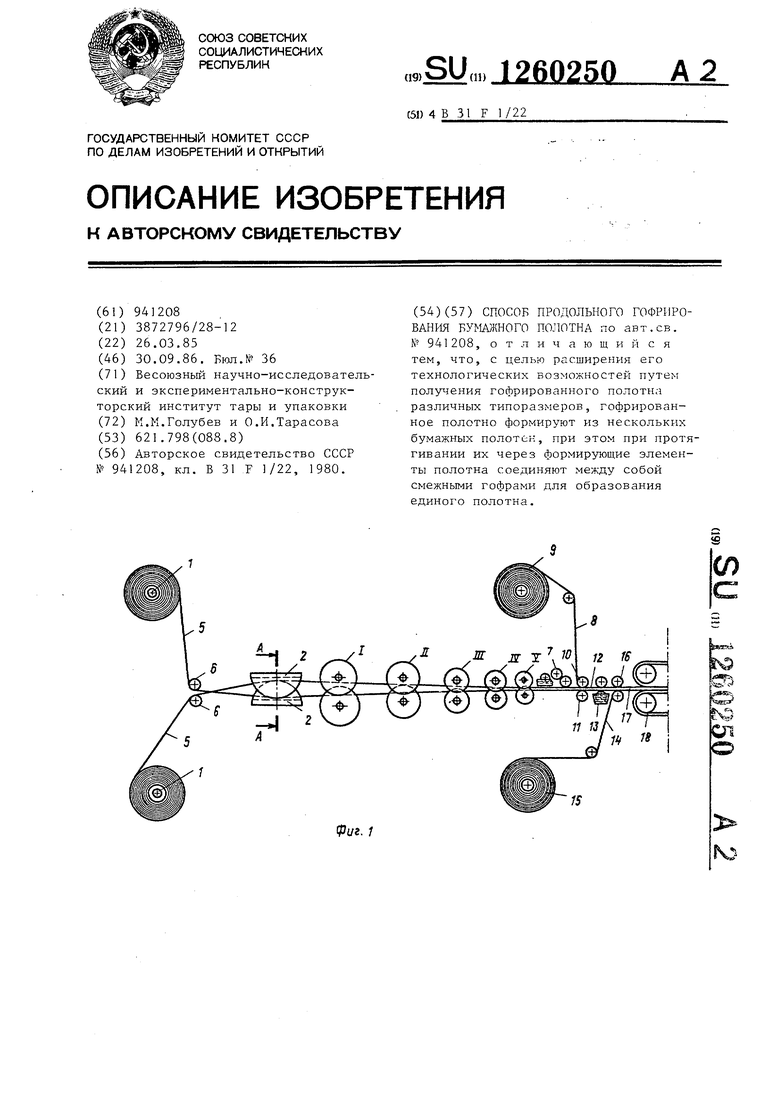
На фиг.1 изображена схема устройства для осуществления способа продольного гофрирования полотна; на фиг.2 - расположение размоточных механизмов, формирующих сегментов и валов первого приспособления; на фиг.З - разрез А-А на фиг.1; на фиг.4 - разрез Б-Б на фиг.2.
Устройство для осуществления способа продольного гофрирования бумажного полотна, например шириной 2100 мм, включает гофрировальный узел, в который входят четыре размоточных механизма 1 с регулируемым натяжением полотна, по две нары формирующих элементов для каждой полосы бумаги, выполненных в виде неподвижных, обращенных один к другому сегментов 2 и пяти последовательно установленных по ходу движения полотна приспособлений 1,11 ,111 .,1V и V , каждое из которых состоит из отдельной нары валов, приводимых в движение приводом 3.
На рабочих поверхностях валов имеются формирующие элементы в виде кольцевых выступов, чередующихся с углублениями. и высота формирующих элементов 4 каждого последующего
20
2S
602502
приспособления меньше предьщущего в два раза, а их количество больше в два раза и зависит от вида гофра и ширины полотна материала. На валах 5 первого приспособления Г устанавливают по 16 формирующих элементов, что является вполне достаточным для формирования на валах пятого приспособления V необходимых гофров, при- 10 меняемых для изготовления гофрированного тарного картона с общей шириной полотна не менее 2100 мм.
Полотна бумаги 5, разматываемые из рулонов, размещенных в размоточных механизмах 1, через бумаговедущие валы 6 непрерывно подаются в зазор между входящими один в другой сегментами 2, где предварительно собираются в крупные гофры, по два гофра на одно полотно, затем протягиваются между формирующими элементами гофрирующих валов 1 первой ступени гофрирования, образуя но четыре гофра на каждом полотне. После этого полотна подаются на И , ИГ ,IV и V ступени, где также, как и на валах первого приспособления, формируются стабильные гофры с последовательным уменьшением размеров и увеличением их количества в два раза. При этом гофрируемые полосы бумаги соединяются между собой своими кромками, обра- 35 зуя единое полотно, которое сохраняет свою форму и общую ширину на всех последующих ступенях гофрирова - ния.
В дальнейшем с целью использования гофрированного полотна, например, для изготовления трехслойного гофрированного картона на вершине гофров верхней стороны полотна 7
наносится клей. Затем гофрированное полотно соединяется с плоским полотном 8, подаваемым из рулона 9, и после сдавливания их между гладким роликом 10 и роликом 11 с кольцеоб50 разными выступами образуется двухслойный гофрированный картон 12. Для получения трехслойного картона на вершины гофров с другой стороны полотна также наносится клей 13. Далее
55 картон соединяется с нлоским слоем 14, подаваемым из рулона 15, сдавливается гладкими роликами 16, после которых трехслойный гофрированный
30
картон 17 поступает в сушильную часть 18, где сушится до кондиционной влажности, а затем охлаждается и подается на переработку для изготовления тары.
Предлагаемый способ продольного гофрирования полотна обеспечивает получение гофрированного материала, например бумаги, любой требуемой ширины.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ продольного гофрирования бумажного полотна | 1980 |
|
SU941208A1 |
| Лабораторное устройство для гофрирования образцов бумажного полотна | 1981 |
|
SU1006560A1 |
| Способ продольного гофрирования бумажного полотна | 1987 |
|
SU1468766A1 |
| Способ изготовления полотен гофрокартона и устройство для его осуществления | 1990 |
|
SU1757906A1 |
| Слоистая панель и установка для ее непрерывного изготовления | 1990 |
|
SU1719244A1 |
| Устройство для гофрирования полотна | 1979 |
|
SU787534A1 |
| Способ изготовления влагопрочного гофрированного картона | 1985 |
|
SU1301894A1 |
| Устройство для гофрирования бумаги | 1978 |
|
SU776936A1 |
| Устройство для изготовления многослойного гофрированного картона | 1990 |
|
SU1726281A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ МЕТОДОМ СКЛЕИВАНИЯ | 1995 |
|
RU2094237C1 |
Фи. 2
Б-S 2,уг, 4
Составитель Е.Кравченко Редактор К.Волощук Техред М.Ходанич Корректор Т.Колб
5178/15
Тираж 571Подписное
ВИИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
| Способ продольного гофрирования бумажного полотна | 1980 |
|
SU941208A1 |
| Способ очистки нефти и нефтяных продуктов и уничтожения их флюоресценции | 1921 |
|
SU31A1 |
