приспосоолеиия меньше предыдущего в два раза, а их количество больше в два раза и зависит от вида гофра и ширины иолотна материала. На валах первого ириспособлеиня в зависимости от тол щи и ы и ширины иолотна устаиавливается от 1 до 4-х формирующих элементов.
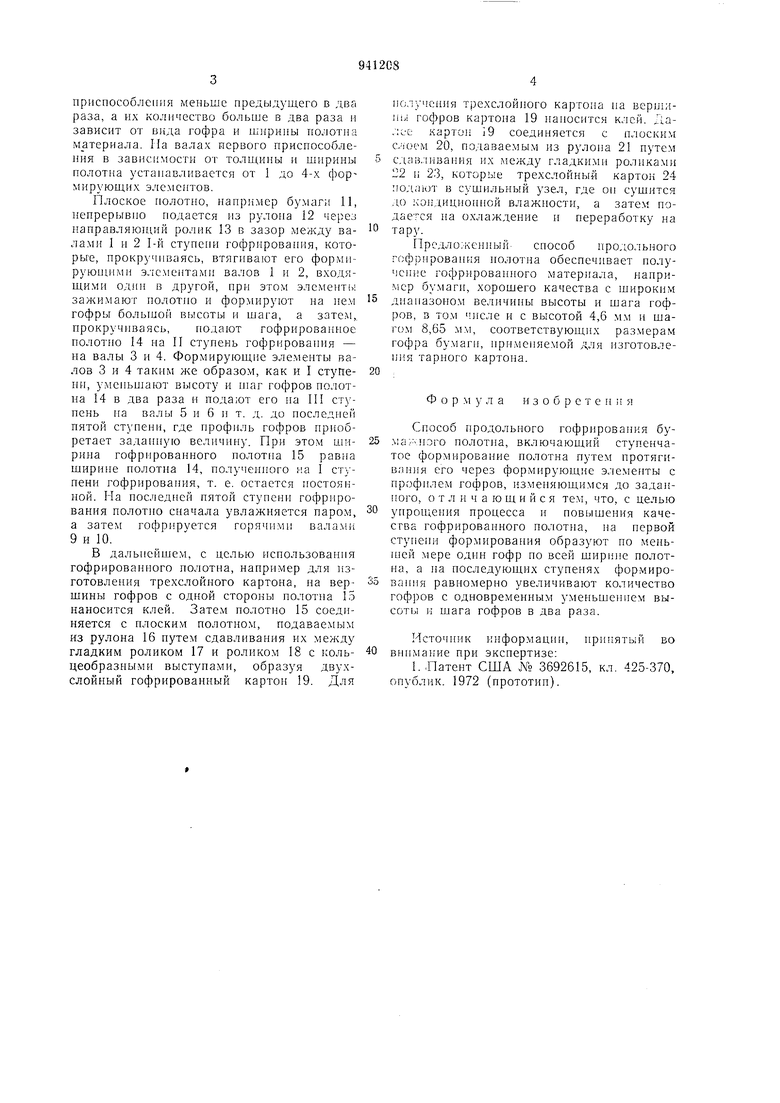
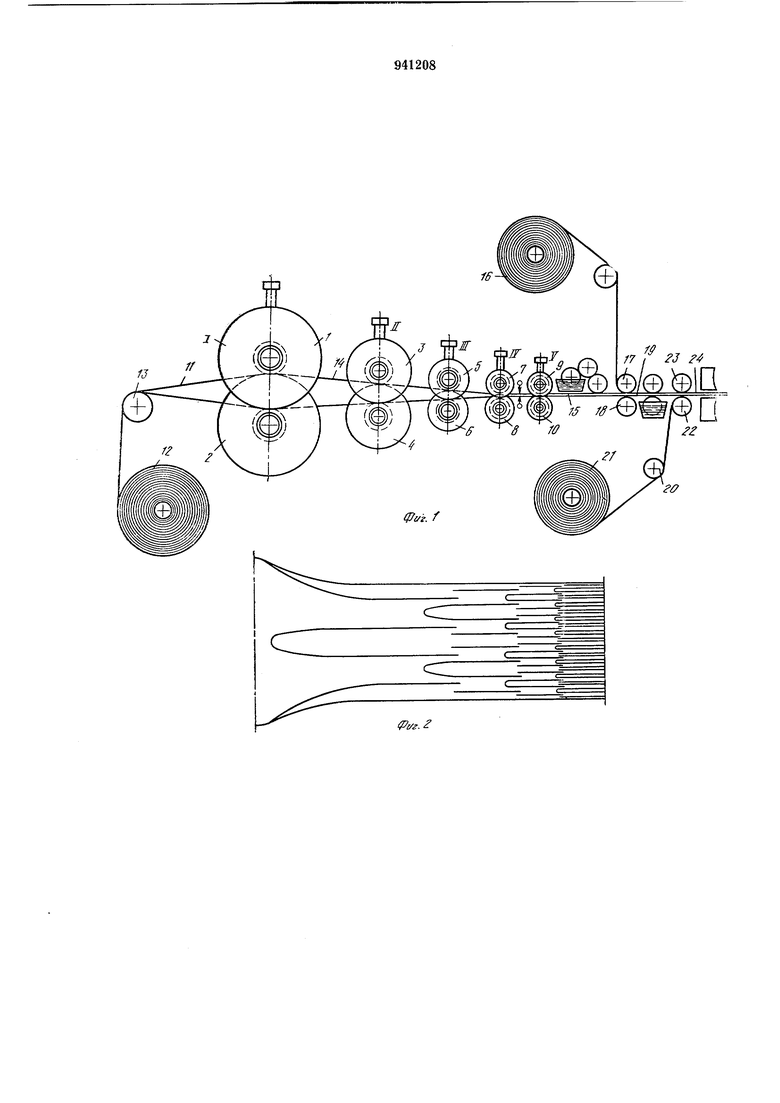
Плоское полотно, например бумаг; 11, неирерывио подается из рулопа 12 через наиравляюиип ролик 13 в зазор между валами 1 и 2 1-й ступепп гофрироваиня, которые, прокручиваясь, втягивают его формируюп1ими эле.меитамн налов 1 и 2, входящими одии в другой, ирн этом элемент : зажимают полотно и формируют на нем гофры большой высоты и шага, а зате.м,. прокручиваясь, иодают гофрированное полотно И на II ступень гофрироваиия - на валы 3 и 4. Формирующие элемепты валов 3 н 4 таким же образом, как и I ступени, умсиьшают высоту и niar гофров полотна 14 в два раза н иодают его па II стуиень на валы 5 и 6 и т. д. до последпей иятой стунеии, где ирофиль гофров приобретает задаииую величину. При этом ширина гофрированного иолотна 15 равна щприие иолотиа 14, иолучеииого на I ступени гофрирования, т. е. остается постоянной. На последней иятой ступени гофрирования полотио сначала увлажняется иаром, а затем гофрируется горячими валами 9 и 10.
В дальпейшем, с целью исиользоваиия гофрироваиного полотна, например для изготовления трехслойного картона, на вершины гофров с одной cTOpojibi иолотна 15 наносится клей. Затем иолотио 15 соединяется с илоским полотном, подаваемым из рулона 16 иутем сдавливания их между гладким роликом 17 и роликом 18 с кольцеобразными выступами, образуя двухслойный гофрированный картон 19. Для
нолучсиия трехслоииого картона на вери1и iij гофров картона 19 наносится клей. Далее картон i9 соединяется с плоским слоем 20, подаваемым из рулоиа 21 путем сдавливаиия их между гладкими роликами -2 и 23, которые трехслойный картон 24 :1од;лот в сушильный узел, где он сушится .Ц) ;ч0 1дицпоииой влажности, а затем иодается на охлаждение и переработку на тару.
Предло:кенный сиособ продольного гофрироваиия иолотна обеспечивает получение гофрироваппого материала, наиример бумаги, хорошего качества с широким
диаиазоном величины высоты и шага гофров, в том числе и с высотой 4,6 мм и шаго.м 8,65 мм, соответствующих размерам гофра бумаги, иримеияемой для изготовления тарного картона.
Формула изобретен i я
Сиособ нродольиого гофрироваиия бу.:a:-vHoro полотна, включаюи ий етуиеичатое формирование иолотна путем протягивания его через формирующие элементы с профилем гофров, измепяющимся до задаииого, о т л и чающийся тем, что, с целью уирощеиия процесса и повышения качества гофрированного полотпа, па первой ступени формирования образуют но меньшей мере однн гофр но всей ширине полотна, а па последующих ступепях формирования равиомерно увеличивают количество гофров с одновремеиным уменьшением высоты и шага гофров в два раза.
Источник информации, принятый во вннмание при экспертизе:
1. .Патент США № 3692615, кл. 425-370, опублик. 1972 (прототии).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ продольного гофрирования бумажного полотна | 1985 |
|
SU1260250A2 |
| Устройство для гофрирования бумаги | 1978 |
|
SU776936A1 |
| Слоистая панель и установка для ее непрерывного изготовления | 1990 |
|
SU1719244A1 |
| Способ изготовления усиленного гофрированного заполнителя трехслойных конструкций и устройство для его осуществления | 1991 |
|
SU1785914A1 |
| Устройство для гофрирования полотна | 1979 |
|
SU787534A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ МЕТОДОМ СКЛЕИВАНИЯ | 1995 |
|
RU2094237C1 |
| Устройство для изготовления двухслойного гофрированного картона | 1989 |
|
SU1743892A1 |
| Устройство для гофрирования бумаги | 1987 |
|
SU1511142A1 |
| Гофрирующее устройство | 1980 |
|
SU960347A1 |
| Устройство для изготовления многослойного гофрированного картона | 1990 |
|
SU1726281A1 |
.
