I
Изобретение относится к гофрированию рулонных материалов и может быть использовано, например, в целлюлозно-бумажной промьшшениости для производства гофрированного картона.
Известны устройства для гофрирования полотен, включающие пару рифленых и один гладкий прижимной вал, клеенаносяшее и поддерживаюшее устройства 1 .
Недостатки устройства эаключгиотся в том, что ширина гофрируемого материала ограничена из-за прогиба валов; мало время гофрообразования, поскольку в каждый момент времени в зацеплении могут находиться не более трех рифлей каждого вала, что ограничивает величину диаметра гофрирующих валов; ограничены виды получае ых при гофрировании профилей гофров, что обусловлено применяемым способом гофрирования обкаткой.
Известны более совершенные устройства, позволяющие повысить ширину гофрируемого материала и качество гофрирования за счет бомбировки рифленых валов 2, или компенсации, например магнитной, их прогиба 13.
Эти устройства сложны в изготовЛйнни и, кроме того, не позволяют
расширить диапазон получаемых при изготовлении профилей.
Наиболее близким по технической сущности к предлагаемому является 5 устройство для гофрирования полотна, содержащее полый вал из парамагнитного материала, внутри которого установлен магнит, и прижимные элементы.
10 Устройство позволяет гофрировать материал, применяя только один рифленый вал, не требующий компенсации прогиба и позволяющий обрабатывать неравномерный по толщине материал
15 Г43.
Однако в известном устройстве размеры гофр получаемого гофрированного материала ограничены габаритами применяемых прижимных элементов, что
20 обусловлено значением коэффициента трения элементов по обрабатываемому полотну; сложен подвод тепла к обрабатываемому полотну в процессе гофрирования; повышена энергоемкость,
25 связанная с необходимостью преодоления сил трения прижимных элементов по полотну.
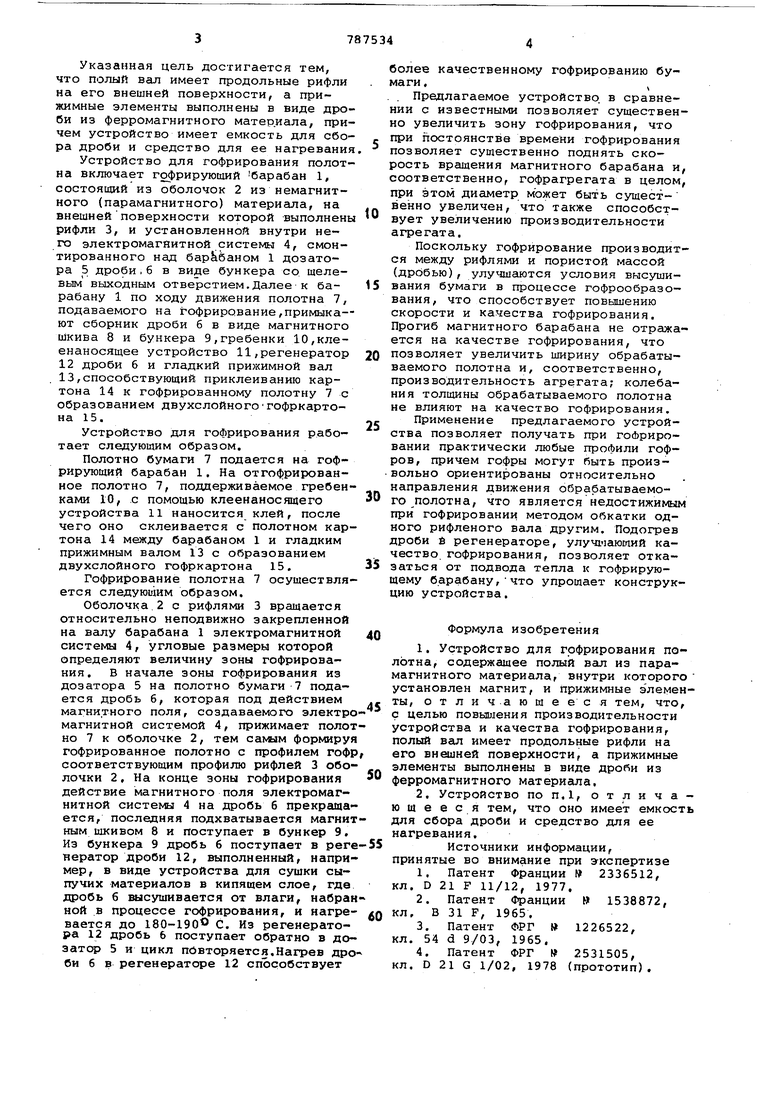
Цель изобретения - повьичение производительности устройстрл и качества гофрирования. Указанная цель достигается тем, что полый вал имеет продольные рифли на его внешней поверхности, а прижимные элементы выполнены в виде дроби из ферромагнитного материала, причем устройство имеет емкость для сбора дроби и средство для ее нагревания Устройство для гофрирования полотна включает гофрирующий барабан 1, состоящий из оболочок 2 из немагнитного (парамагнитного) материала, на внешней поверхности которой выполнены рифли 3, и установленной внутри него электромагнитной системы 4, смонтированного над барабаном 1 дозатора 5 дроби,б в виде бункера со шелевым выходным отверстием.Далее к барабану 1 по ходу движения полотна 7, подаваемого на 17Офрирование,примыка- ют сборник дроби б в виде магнитного шкива 8 и бункера 9,гребенки 10,клеенаносящее устройство 11,регенератор 12 дроби б и гладкий прижимной вал 13,способствующий приклеиванию картона 14 к гофрированному полотну 7 с образованием двухслойногогофркартона 15. Устройство для гофрирования работает следующим образом. Полотно бумаги 7 подается на гофрирующий барабан 1. На отгофрированное полотно 7, поддерживаемое гребенками 10, с помощью клеенаносящего устройства 11 наносится клей, после чего оно склеивается с полотном картона 14 между барабаном 1 и гладким прижимным валом 13 с образованием двухслойного гофркартона 15. Гофрирование полотна 7 осуществляется следующим образом. Оболочка,2 с рифлями 3 вращается относительно неподвижно закрепленной на валу барабана 1 электромагнитной системы 4, угловые размеры которой определяют величину зоны гофрирования. В начале зоны гофрирования из дозатора 5 на полотно бумаги 7 подается дробь б, которая под действием магнитного поля, создаваемого электр магнитной системой 4, прижимает поло но 7 к оболочке 2, тем самым формиру гофрированное полотно с профилем гоф соответствующим профилю рифлей 3 обо лочки 2, На конце зоны гофрирования действие магнитного поля электромагнитной системы 4 на дробь 6 прекргияа ется, последняя подхватывается магни ным шкивом 8 и поступает в бункер 9, Из бункера 9 дробь 6 поступает в рег иератор дроби 12, выполненный, напри мер, в виде устройства для сушки сыпучих материалов в кипящем слое, где дробь 6 высушивается от влаги, набра ной в процессе гофрирования, и нагре вается до 180-190О с. Из регенератора 12 дробь 6 поступает обратно в до затор 5 и цикл повторяется.Нагрев др би 6 в регенераторе 12 способствует олее качественному гофрированию буаги , Предлагаемое устройство, в сравнеии с известными позволяет существено увеличить зону гофрирования, что при постоянстве времени гофрирования позволяет существенно поднять скоость вращения магнитного барабана и, оответственно, гофрагрегата в целом, при этом диаметр может быть существенно увеличен, что также способствует увеличению производительности агрегата. Поскольку гофрирование производится между рифлями и пористой массой (дробью) , улучшсцотся условия высушивания бумаги в процессе гофрообразо- вания, что способствует повышению скорости и качества гофрирования. Прогиб магнитного барабана не отражается на качестве гофрирования, что позволяет увеличить ширину обрабатываемого полотна и, соответственно, производительность агрегата; колебания толщины обрабатываемого полотна не влияют на качество гофрирования. Применение предлагаемого устройства позволяет получать при гофрировании практически любые профили гофров, причем гофры могут быть произвольно ориентированы относительно направления движения обрабатываемого полотна, что является недостижимым при гофрировании методом обкатки одного рифленого вала другим. Подогрев дроби и регенераторе, улуч1чаютий качество гофрирования, позволяет отказаться от подвода тепла к гофрирующему барабану,что упрощает конструкцию устройства. Формула изобретения 1.Устройство для гофрирования полотна, содержащее полы1а вал из парамагнитного материала, внутри которого установлен магнит, и прижимные элементы, отличающееся тем, что, с целью повышения производительности устройства и качества гофрирования, полый вал имеет продольные рифли на его внешней поверхности, а прижимные элементы выполнены в виде дроби из ферромагнитного материала, 2.Устройство по П.1, отличающееся тем, что оно имеет емкость для сбора дроби и средство для ее нагревания. Источники информации, принятые во внимание при экспертизе 1.Патент Франции 2336512, кл. D 21 F 11/12, 1977. 1538872, 2.Патент Франции кл, В 31 F, 1965. 3.Патент ФРГ 1226522, кл. 54 d 9/03, 1965. 4.Патент ФРГ № 2531505, кл. D 21 G 1/02, 1978 (прототип).
Зона го.фрцро6ания 4
2 
| название | год | авторы | номер документа |
|---|---|---|---|
| Гофрирующее устройство | 1980 |
|
SU960347A1 |
| Слоистая панель и установка для ее непрерывного изготовления | 1990 |
|
SU1719244A1 |
| Гофрирующий узел | 1981 |
|
SU953056A1 |
| Устройство для производства гофрированного картона | 1980 |
|
SU912806A1 |
| Пресс для гофрирования | 1983 |
|
SU1139787A1 |
| Способ изготовления полотен гофрокартона и устройство для его осуществления | 1990 |
|
SU1757906A1 |
| Устройство для изготовления многослойного гофрированного картона | 1990 |
|
SU1726281A1 |
| ГОФРИРОВАЛЬНАЯ СЕКЦИЯ | 1969 |
|
SU255769A1 |
| Способ продольного гофрирования бумажного полотна | 1985 |
|
SU1260250A2 |
| Способ изготовления усиленного гофрированного заполнителя трехслойных конструкций и устройство для его осуществления | 1991 |
|
SU1785914A1 |

