I1
Изобретение относится к цветной металлургии, к электролитическому получению алюминия, в частности к футеровке катодного устройства алюминиевого электролизера.
Цель изобретения - повьшение надежности за счет увеличения герметичности футеровки в начальный период работы электролизера.
На фиг, 1 схематично изображено катодное устройство, продольный разрез; на фиг. 2 - сечение на фиг,
Футеровка катодного устройства алюминиевого электролизера содержит теплоизоляционный слой 1 из шамотного кирпича, бровку 2, подовые углеродистые блоки 3 со стальньп.и катодными стержнями 4, межблочные швы 5 и периферийный шов 6, заполненшз1е угольной массой. Бортовые углеродистые блоки 7 установленьг на бровке 2 и соединены замковым швом 8, заггол- ненным угольной массой. Блоки 7 установлены с монтажевыми зазораки 9 между собой и между бровкой 2.
В опорных торцах смежных блоков 7 вьтолнен паз Ш, соединяющий замковый шов 8 с периферийным швом 6 и заполненный угольной массой, В предпочтительном варианте -паз 10 вьшол- нен шириной, равной ширине замкового шва 8, и высотой, равной 1/4-1/2 высоты периферийного шва 6, что упрощает заполнение его угольной массой, гарантируя отсутствие пустот, кото- рае могут явиться причиной протечек расплава.
Катодное устройство с предлагаемой футеровкой работает следуищим образом.
В пусковой и начальньй период работы электролизера, когда на углеро
32
дистых бортовых блоках 7 отсутствует гарнисаж, расплав электролита проникает через монтажные зазоры 9 до замкового шва 8, далее вдоль шва 8 - до паза 10. Заполняющая паз 10 угольная масса препятствует дальнейшему проникновению расплава через брЪв- ку 2 в нижележащий теплоизоляпиоп- ный слой 1 футеровки.
Таким образом, наличие паза Ю, соединяющего замковьш шов 8 с периферийным швом 6 и заполненного угольной массой, повышает герметичность электролизера в начальпый период работы, предотвращает аварий ые протеки расплава к тем самым повышает надежность футеровки.
Формула изобретения
1.Футеровка катодного устройства алюминиевого электролизера содержащая теплоизоляционный слой} подовые углеродистые блоки с периферийным и межблочными швами, заполненными угольной массой, и углеродистые бортовые блоки с зa кoвьrм швом, заполненным угольной массой, отличающаяся тем. что с целью повышения надежности за счет увеличения герметичности в начальный период работы, в опорных торцах смежных бортовых блоков выполнен паз j соединяющий замковый шов с периферийным швом подовых блоков и заполненный угольной массой.
2,Футеровка n.l, отличающаяся тем, что паз выпол- ник шириной, равной ширине замкового шва, и высотой /4-1/2 высоты периферийного шва.
ф{/.1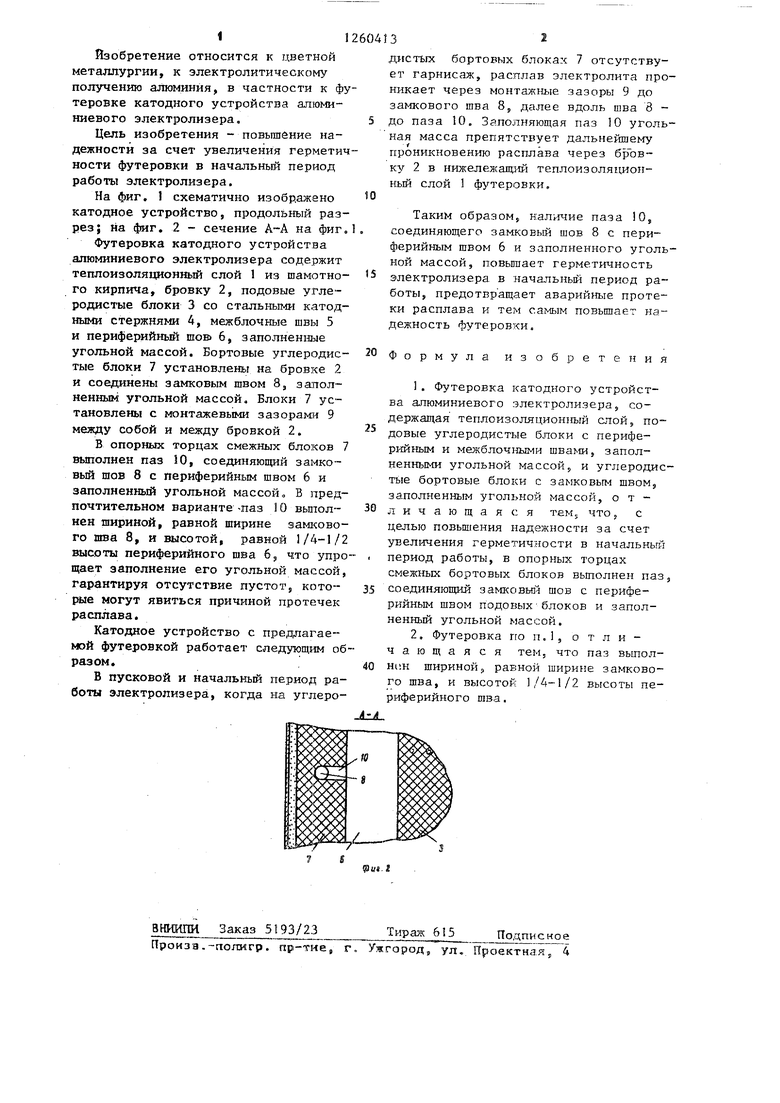
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МОНТАЖА ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2001 |
|
RU2200212C2 |
| КАТОДНОЕ УСТРОЙСТВО ЭЛЕКТРОЛИЗЕРА ДЛЯ ПРОИЗВОДСТВА АЛЮМИНИЯ | 2006 |
|
RU2320782C1 |
| КАТОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1997 |
|
RU2121528C1 |
| СПОСОБ МОНТАЖА КАТОДНОГО УСТРОЙСТВА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1992 |
|
RU2073750C1 |
| КАТОДНОЕ УСТРОЙСТВО ЭЛЕКТРОЛИЗЕРА ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ | 1993 |
|
RU2061796C1 |
| КАТОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2003 |
|
RU2239003C1 |
| КАТОДНОЕ УСТРОЙСТВО ЭЛЕКТРОЛИЗЕРА ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ | 2004 |
|
RU2270891C2 |
| Подина алюминиевого электролизера | 1985 |
|
SU1271914A1 |
| Электролизер для получения алюминия | 1985 |
|
SU1242548A1 |
| СПОСОБ ФОРМИРОВАНИЯ ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2004 |
|
RU2284375C2 |
Изобретение относится к футеровке катодного устройства алюминиевого электролизера. Цель изобретения - увеличение надежности, достигается за счет повышения герметичности футеровки в начальный период работы электролизера. Футеровка содерокит теплоизоляционный слой 1, бровку 2, подовые углеродистые блоки 3, между которыми расположены швы 5, заполненные угольной массой. По периферии блоков 3 расположен шов 6. На бровке 2 установлены с монтажным зазором 9 между собой бортовые углеродис тые блоки 7, соединенные замковыю швами 8. В начальный период работы электролизера (при отсутствии гаряи- сажа) расплав электролита проникает через монтажные зазоры 9 до замкового шва 8 и далее - вдоль шва 8. Дальнейшее проникновение расплава предот- g вращается угольной массой, заполняющей паз 10. Паз 10 соединяет замко- ГЛ вый шов 8 с периферийным швом 6 и выполнен шириной, равной ширине шва S, и высотой, равной 1/4-1/2 высоты шва 6. 1 з.п. ф-лы, 2 ил. -1 10 р ////. У///////////////7///// 7/ 4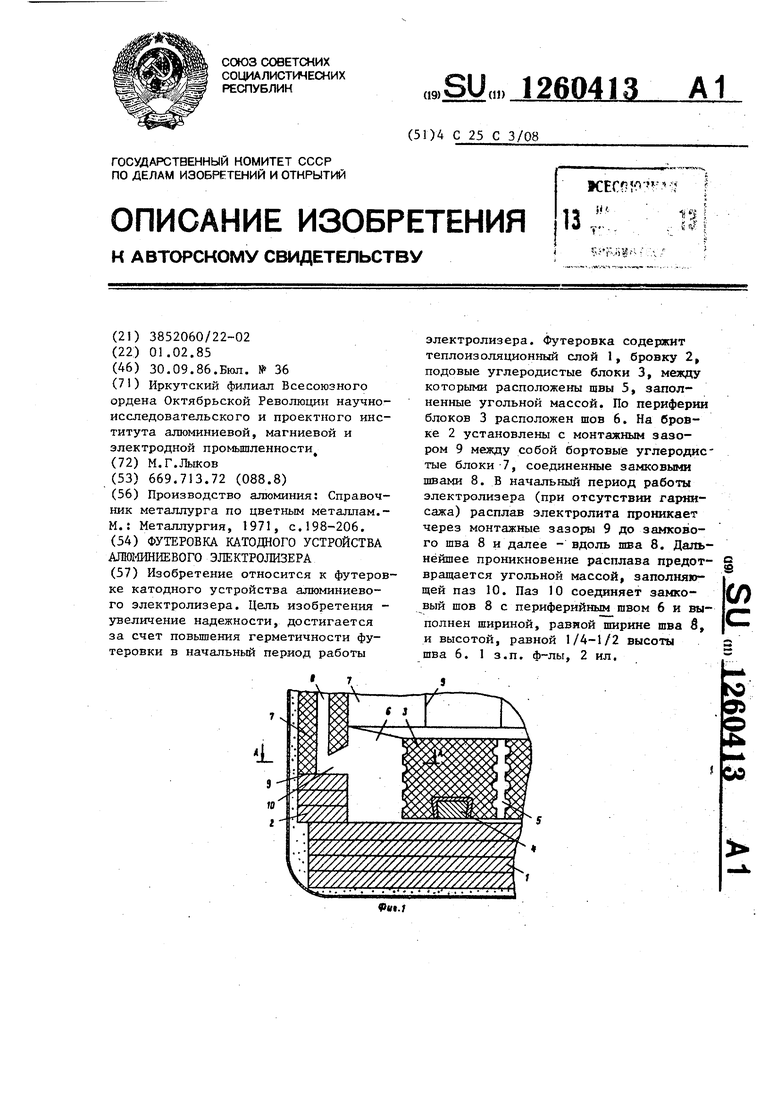
BjggCTt Заказ 5193/23Тираж 615Подписное
Произв.-полмгр. пр-тие, г. Ужгород ул,. Проек-гня.
| Производство алюминия: Справочник металлурга по цветным металлам.- М.: Металлургия, 1971, с.198-206. |
