Изобретение относится к цветной металлургии, в частности к электролитическому получению алюминия, а именно к конструкции катодного устройства алюминиевого электролизера.
Известно катодное устройство алюминиевого электролизера, включающее катодный кожух, теплоизоляционную футеровку, подину, состоящую из подовых блоков с катодными стержнями и выполненную с периферийным и межблочными швами, заделанными подовой массой, теплоизоляционную кладку вдоль стенок кожуха и боковую футеровку, состоящую из угольных плит и теплоизоляционного огнеупора (Справочник металлурга по цветным металлам. Производство алюминия. - М.: Металлургия, 1971, С.186-206).
Недостатком данного катодного устройства алюминиевого электролизера является то, что при таком выполнении боковой футеровки имеет место окисление и разрушение угольных плит при воздействии на них кислорода воздуха, поступающего через неплотности в корке электролита и катодном кожухе. В конечном счете, это приводит к проникновению расплава электролита в футеровку и изменению ее теплоизоляционных свойств. Возникают усилия, отжимающие угольные плиты от катодного кожуха и, как правило, разрушающие боковую футеровку. Кроме того, имеет место разрушение угольных плит в зоне расплава электролита в результате избирательного действия на них компонентов криолитоглиноземного расплава. В результате этого на обращенных в сторону расплава боковых гранях угольных плит, особенно на границе металл - электролит, образуются локальные разрушения, которые, постепенно увеличиваясь, ускоряют разрушение угольных плит.
Наиболее близким к заявленному является катодное устройство алюминиевого электролизера, включающее кожух, подовые блоки с катодными стержнями, футеровку, расположенную под подовыми блоками, футеровку, расположенную в пространстве между подовыми блоками и стенками кожуха, боковую футеровку, расположенную вдоль стенок кожуха и изготовленную по высоте из материалов с различной стойкостью к содержащемуся в шахте электролизера расплаву, при этом для выполнения ее верхней части использованы карбидкремниевые плиты, а для нижней части - обожженные угольные блоки, а также периферийный шов, выполненный с подъемом к боковой футеровке на высоту, не превышающую место стыковки плит и блоков боковой футеровки, причем соединение между собой ее верхней и нижней частей выполнено с применением углеродистой пасты или путем плотной стыковки "насухо" предварительно фрезерованных поверхностей плит ее верхней части и блоков ее нижней части (SU, авторское свидетельство №377419, С 22 D 3/02, С 22 D 3/12, опубл. 17.04.73).
Недостатком такого катодного устройства является то, что при выполнении нижней части боковой футеровки из обожженных угольных блоков не обеспечиваются условия для создания необходимой формы рабочего пространства с устойчивой крутопадающей подовой настылью в зоне металла. При использование для нижней части боковой футеровки обожженных угольных блоков, имеющих высокую теплопроводность, происходит интенсивный отвод тепла в зоне металла и верхней части подовых блоков, а это приводит к увеличению размеров подовой настыли. Увеличение размеров подовой настыли снижает устойчивость и ограничивает возможности интенсификации и улучшения технико-экономических показателей работы электролизера.
Кроме того, при соединении между собой верхней и нижней частей боковой футеровки, выполненном с применением углеродистой пасты или путем плотной стыковки "насухо" предварительно фрезерованных поверхностей плит ее верхней части и блоков ее нижней части, и при отсутствии надежного перекрытия мест их стыковки возможно проникновение содержащегося в шахте электролизера расплава в местах соединения указанных элементов, особенно в период пуска электролизера и в начальный период его работы. При проникновении расплава, особенно в период пуска и в начальный период работы электролизера, когда на обращенных в сторону расплава боковых гранях еще отсутствует защитный гарниссаж, возникают усилия, отжимающие плиты и блоки от катодного кожуха алюминиевого электролизера. Это приводит к появлению деформаций, как правило, разрушающих боковую футеровку алюминиевого электролизера. Разрушение боковой футеровки приводит к проникновению расплава к металлическому кожуху и к прорыву расплава из шахты алюминиевого электролизера, что снижает его срок службы.
В основу изобретения положена задача создания конструкции катодного устройства алюминиевого электролизера, обеспечивающей заданный отвод тепла в зоне электролита и металла путем оптимизации теплофизических свойств боковой футеровки и исключение проникновения содержащегося в шахте электролизера расплава в местах стыкования элементов боковой футеровки друг с другом, что обеспечивает условия для формирования необходимой формы рабочего пространства, характеризующейся наличием по периферии шахты катодного устройства устойчивого защитного гарниссажа в зоне электролита и крутопадающей подовой настыли в зоне металла, и повышение срока службы катодного устройства.
Достижение вышеуказанного технического результата обеспечивается тем, что в катодном устройстве алюминиевого электролизера, включающем кожух, подовые блоки с катодными стержнями, футеровку под подовыми блоками, футеровку, расположенную в пространстве между подовыми блоками и стенками кожуха, боковую футеровку, состоящую из двух частей, из которых ее верхняя часть выполнена из плит из неметаллических тугоплавких соединений, расположенных вдоль стенок кожуха, и периферийный шов, выполненный с подъемом к боковой футеровке, нижняя часть боковой футеровки выполнена из теплоизоляционных элементов, размещенных по периметру кожуха на футеровке, расположенной в пространстве между подовыми блоками и стенками кожуха, при этом места стыковки плит верхней части боковой футеровки и теплоизоляционных элементов ее нижней части расположены относительно футеровки под подовыми блоками, на высоте, равной 0,50-1,1 высоты подового блока, а периферийный шов выполнен с подъемом на высоту, обеспечивающую перекрытие мест стыковки плит верхней части и теплоизоляционных элементов нижней части боковой футеровки.
Вплотную к плитам верхней части боковой футеровки и теплоизоляционным элементам ее нижней части могут быть установлены и соединены с ними клеящим или цементирующим составом вставные блоки из углеродсодержащих материалов или из неметаллических тугоплавких соединений.
Выполнение нижней части боковой футеровки из теплоизоляционных элементов, размещенных по периметру кожуха на футеровке, расположенной в пространстве между подовыми блоками и стенками кожуха, расположение мест стыковки плит верхней части боковой футеровки и теплоизоляционных элементов ее нижней части относительно футеровки под подовыми блоками, на высоте, равной 0,50-1,1 высоты подового блока, и выполнение периферийного шва с подъемом на высоту, обеспечивающую перекрытие мест стыковки плит верхней части и теплоизоляционных элементов нижней части боковой футеровки, гарантируют заданный отвод тепла в зоне электролита и металла путем оптимизации теплофизических свойств боковой футеровки и исключают проникновение содержащегося в шахте электролизера расплава в местах стыкования элементов боковой футеровки друг с другом. Это создает условия для формирования необходимой формы рабочего пространства, характеризующейся наличием по периферии шахты катодного устройства устойчивого защитного гарниссажа в зоне электролита и крутопадающей подовой настыли в зоне металла, и повышения срока службы катодного устройства.
Выполнение нижней части боковой футеровки из теплоизоляционных элементов, размещенных по периметру кожуха на футеровке, расположенной в пространстве между подовыми блоками и стенками кожуха, приводит к увеличению термического сопротивления борта катода в зоне металла и верхней части подовых блоков. При этом расположение мест стыковки плит верхней части боковой футеровки и теплоизоляционных элементов ее нижней части относительно футеровки под подовыми блоками, на высоте, равной 0,50-1,1 высоты подового блока, определяет заданный отвод тепла от расплава и обеспечивает тем самым условия для создания необходимой формы рабочего пространства, характеризующейся наличием по периферии шахты катодного устройства устойчивого защитного гарниссажа в зоне электролита и крутопадающей подовой настыли в зоне металла.
При расположении мест стыковки плит верхней части боковой футеровки и теплоизоляционных элементов ее нижней части относительно футеровки под подовыми блоками, на высоте, равной менее 0,50 высоты подового блока, возрастает отвод тепла и имеет место рост подовой настыли в зоне металла, поскольку снижается тепловое сопротивление в зоне расположения слоя металла и подовых блоков. Кроме того, при таком расположении указанных мест возрастают затраты на верхнюю часть боковой футеровки, выполненной из плит из неметаллических тугоплавких соединений, и повышается вероятность появления термических усилий, приводящих к деформации или даже к разрушению катодного устройства.
При расположении мест стыковки плит верхней части боковой футеровки и теплоизоляционных элементов ее нижней части относительно футеровки под подовыми блоками, на высоте, равной более 1,1 высоты подового блока, уменьшается отвод тепла в зоне расположения слоя металла и верхней части подовых блоков, что снижает толщину гарниссажа.
Выполнение периферийного шва с подъемом к боковой футеровке на высоту, обеспечивающую перекрытие мест стыковки плит верхней части и теплоизоляционных элементов нижней части боковой футеровки, исключает проникновение содержащегося в шахте электролизера расплава в местах соединения указанных элементов, особенно в период пуска электролизера и в начальный период его работы. Это позволит обеспечить сохранение заданных теплофизических свойств боковой футеровки, а следовательно, и условий для образования устойчивого, необходимых размеров и формы защитного гарниссажа на внутренних стенках боковой футеровки.
Установка вплотную к плитам верхней части боковой футеровки и теплоизоляционным элементам ее нижней части и соединение с ними клеящим или цементирующим составом вставных блоков из углеродсодержащих материалов или из неметаллических тугоплавких соединений обеспечивает дополнительную фиксацию плит из неметаллических тугоплавких соединений верхней части и теплоизоляционных элементов нижней части боковой футеровки и уменьшает вероятность проникновения содержащегося в шахте электролизера расплава в вертикальные швы между указанными плитами и элементами боковой футеровки. Кроме того, использование указанных вставных блоков способствует повышению качества периферийного шва.
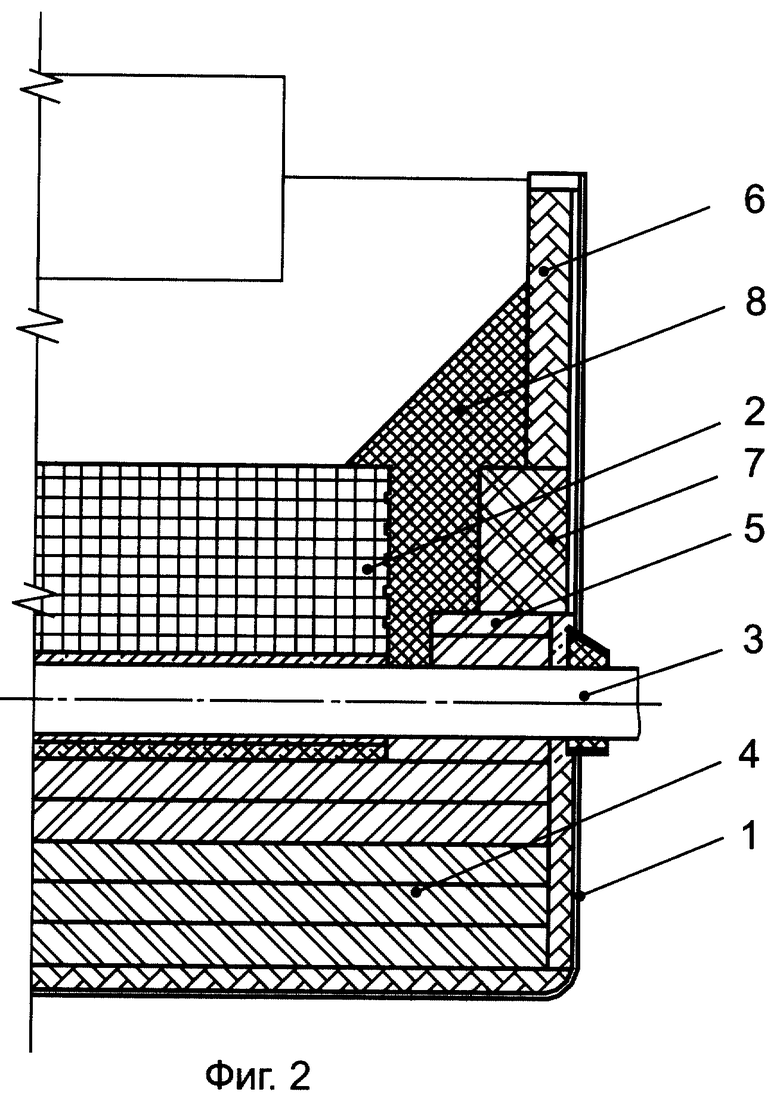
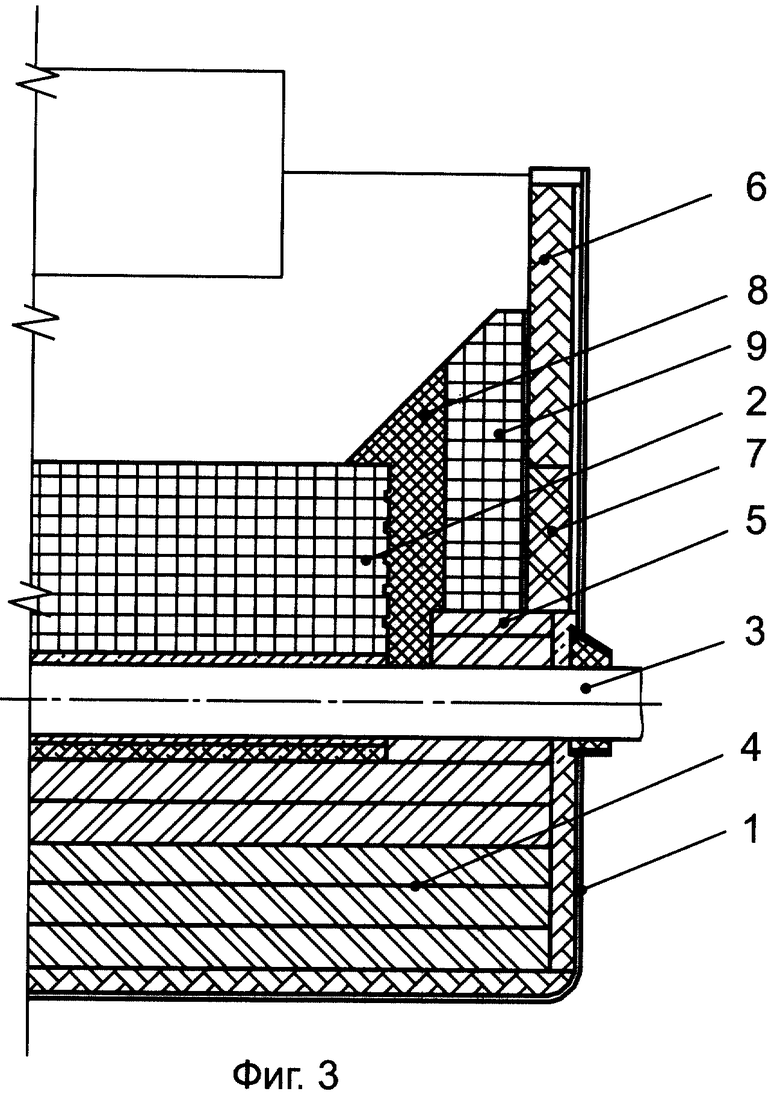
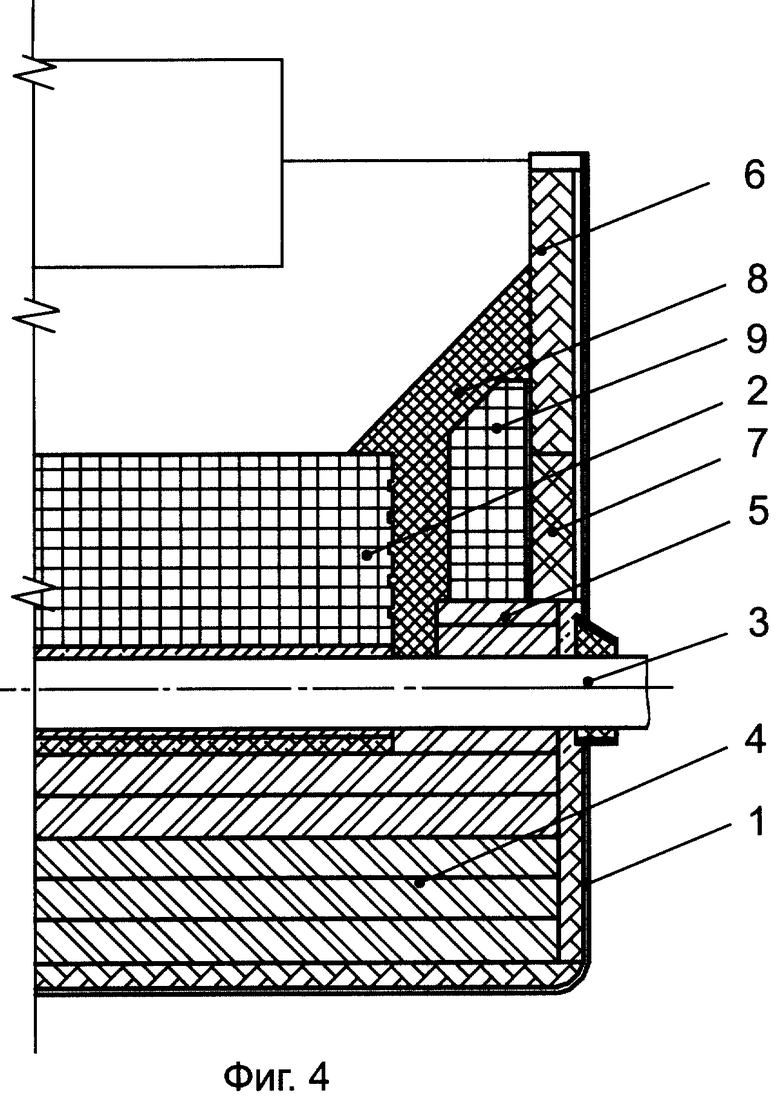
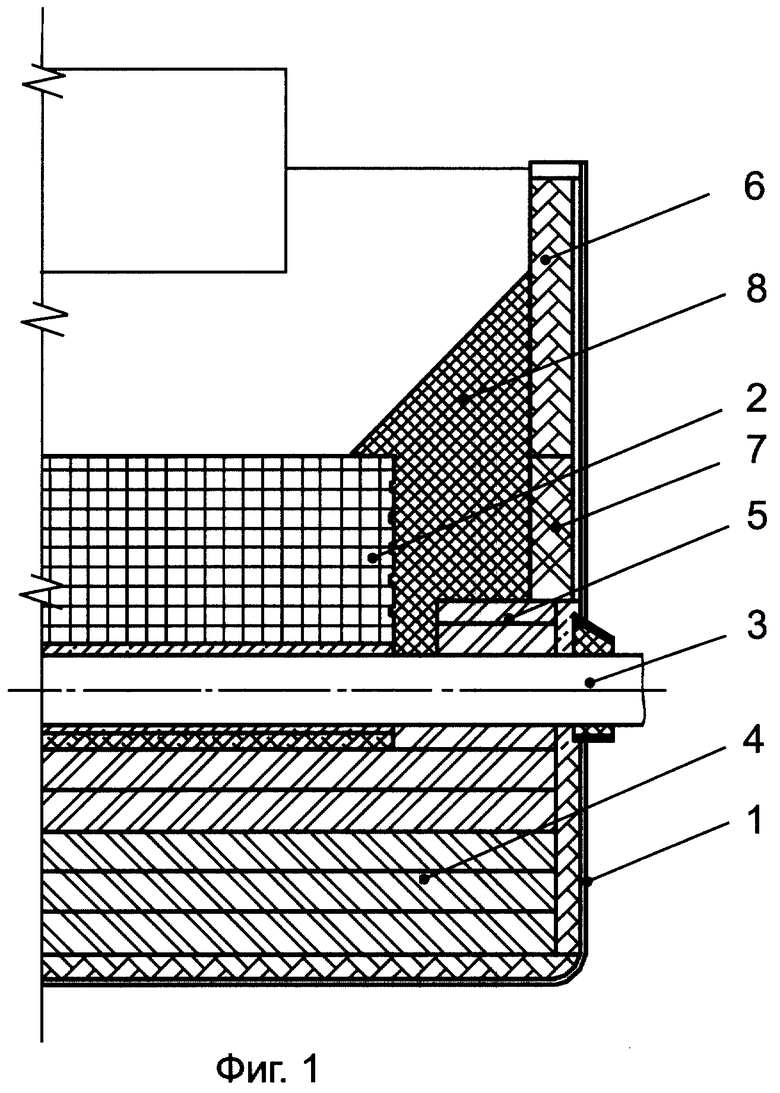
Сущность изобретения поясняется следующими чертежами. На фиг.1 изображено катодное устройство алюминиевого электролизера, разрез, вариант 1 без использования дополнительных вставных блоков; на фиг.2 - то же, вариант 2 без использования дополнительных вставных блоков; на фиг.3 - катодное устройство алюминиевого электролизера, разрез, вариант 1 с использованием дополнительных вставных блоков; на фиг.4 - то же, вариант 2 с использованием дополнительных вставных блоков.
Катодное устройство алюминиевого электролизера включает кожух 1, подовые блоки 2 с катодными стержнями 3, футеровку 4 под подовыми блоками, футеровку 5, расположенную в пространстве между подовыми блоками 2 и стенками кожуха 1, боковую футеровку, состоящую из двух частей, из которых ее верхняя часть выполнена из плит 6 из неметаллических тугоплавких соединений, расположенных вдоль стенок кожуха 1, а ее нижняя часть выполнена из теплоизоляционных элементов 7, размещенных по периметру кожуха 1 на футеровке 5, и периферийный шов 8, выполненный с подъемом к боковой футеровке на высоту, обеспечивающую перекрытие мест стыковки плит 6 и теплоизоляционных элементов 7. При этом места стыковки плит 6 и теплоизоляционных элементов 7 расположены относительно футеровки 4 под подовыми блоками, на высоте, равной 0,50-1,1 высоты подового блока 2. Вплотную к плитам 6 и теплоизоляционным элементам 7 могут быть установлены и соединены с ними клеящим или цементирующим составом вставные блоки 9 из углеродсодержащих материалов или из неметаллических тугоплавких соединений. Плиты 6 также могут быть соединены с теплоизоляционными элементами 7 клеящим или цементирующим составом. Плиты 6 могут быть изготовлены, например, из карбида кремния, нитрида кремния, карбида бора. Теплоизоляционные элементы 7 могут быть изготовлены, например, из шамота, пенодиатомита, силиката кальция, вермикулита. Вставные блоки 9 могут быть изготовлены из углеродсодержащих материалов, например из графита, термоантрацита или их смеси, или из неметаллических тугоплавких соединений, например из карбида кремния, нитрида кремния, карбида бора. В качестве клеящего или цементирующего состава могут быть использованы, например, торкретмасса, мертели или огнеупорный цемент, состоящий, например, из порошка карбида кремния и связующего. Заделка периферийного шва 8 производится подовой массой.
Монтаж катодного устройства алюминиевого электролизера осуществляется следующим образом.
После сборки и установки кожуха 1 его днище внутри выравнивается слоем измельченного заполнителя, на который затем осуществляется кладка футеровки 4. Кладка футеровки 4 производится, как правило, из нескольких нижних рядов теплоизоляционного материала и нескольких верхних рядов огнеупорного материала. После чего поверхность кладки покрывается слоем подовой массы или другим барьерным слоем, на который затем в соответствии с проектом устанавливаются подовые блоки 2 с закрепленными в них катодными стержнями 3. После установки подовых блоков 2 производится кладка футеровки 5, то есть так называемой “бровки”, представляющей собой, например, кладку из шамотного кирпича. Последующей операцией является монтаж боковой футеровки. Боковая футеровка выполняется из двух частей, из которых ее верхняя часть выполняется из карбидкремниевых плит 6, а ее нижняя часть выполняется из теплоизоляционных элементов 7, размещенных по периметру кожуха 1 на футеровке 5. Для выполнения верхней части боковой футеровки возможно также использование плит из нитрида кремния или карбида бора. Установка карбидкремниевых плит 6 верхней части боковой футеровки и теплоизоляционных элементов 7 нижней части боковой футеровки производится с приклеиванием их к стенкам кожуха 1 и промазкой всех опорных и стыковочных поверхностей. Сначала производится установка теплоизоляционных элементов 7 нижней части боковой футеровки. Теплоизоляционные элементы 7 изготовлены из шамота, пенодиатомита, силиката кальция, вермикулита. Для соединения теплоизоляционных элементов 7 со стенками кожуха 1 и промазки опорных и стыковочных поверхностей применяются торкретмасса, мертели, огнеупорные цементы. После установки теплоизоляционных элементов 7 нижней части производится установка карбидкремниевых плит 6 верхней части боковой футеровки в один ряд вдоль стенок кожуха 1. Установка карбидкремниевых плит производится так же, как и установка теплоизоляционных элементов с приклеиванием их к стенкам кожуха 1 и промазкой всех стыковочных поверхностей этих плит и элементов. Возможна также установка плит 6 вдоль стенок кожуха 1 в два ряда с перевязкой швов и соединением плит первого и второго ряда между собой. Это снижает вероятность проникновения содержащегося в шахте электролизера расплава в вертикальные швы между указанными плитами. Места стыковки плит 6 и теплоизоляционных элементов 7 расположены относительно футеровки 4 на высоте, равной 0,50-1,1 высоты подового блока 2. Завершающей и ответственной операцией монтажа катодного устройства является набойка межблочных швов между подовыми блоками 2 и периферийного шва 8. Периферийный шов 8 выполнен с подъемом к боковой футеровке на высоту, обеспечивающую перекрытие мест стыковки плит 6 и теплоизоляционных элементов 7. Вплотную к плитам 6 и теплоизоляционным элементам 7 могут быть установлены и соединены с ними клеящим или цементирующим составом вставные блоки 9 из углеродсодержащих материалов или из неметаллических тугоплавких соединений. Вставные блоки 9 изготовлены, например, из графита, термоантрацита или их смеси или из карбида кремния, нитрида кремния, карбида бора. В качестве клеящего или цементирующего состава могут быть использованы, например, торкретмасса, мертели или огнеупорный цемент, состоящий, например, из порошка карбида кремния и связующего.
При такой конструкции катодного устройства алюминиевого электролизера обеспечивается заданный отвод тепла в зоне электролита и металла путем оптимизации теплофизических свойств боковой футеровки и исключается проникновение содержащегося в шахте электролизера расплава в местах стыкования элементов боковой футеровки друг с другом. Это обеспечивает условия для формирования необходимой формы рабочего пространства, характеризующейся наличием по периферии шахты катодного устройства устойчивого защитного гарниссажа в зоне электролита и крутопадающей подовой настыли в зоне металла, и повышение срока службы катодного устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| КАТОДНОЕ УСТРОЙСТВО ЭЛЕКТРОЛИЗЕРА ДЛЯ ПРОИЗВОДСТВА АЛЮМИНИЯ | 2006 |
|
RU2320782C1 |
| КАТОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2010 |
|
RU2458185C1 |
| БОКОВАЯ ФУТЕРОВКА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2001 |
|
RU2186880C1 |
| БОКОВАЯ ФУТЕРОВКА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2003 |
|
RU2237112C1 |
| БОКОВАЯ ФУТЕРОВКА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2003 |
|
RU2263162C2 |
| ФУТЕРОВКА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА С ИНЕРТНЫМИ АНОДАМИ | 2012 |
|
RU2544727C1 |
| КОНСТРУКЦИЯ ТОКООТВОДОВ КАТОДА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2012 |
|
RU2553132C1 |
| АЛЮМИНИЕВЫЙ ЭЛЕКТРОЛИЗЕР С УТЕПЛЕННОЙ БОРТОВОЙ ФУТЕРОВКОЙ | 2019 |
|
RU2714565C1 |
| КАТОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1996 |
|
RU2096531C1 |
| КАТОДНОЕ УСТРОЙСТВО ЭЛЕКТРОЛИЗЕРА ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ | 2004 |
|
RU2270891C2 |
Изобретение относится к цветной металлургии, в частности к электролитическому получению алюминия, а именно к конструкции катодного устройства алюминиевого электролизера. Техническим результатом изобретения является обеспечение условий для формирования формы рабочего пространства с устойчивым защитным гарнисажем по периферии шахты катодного устройства в зоне электролита и крутопадающей настыли в зоне металла, а также повышение срока службы катодного устройства. Катодное устройство содержит кожух, подовые блоки с катодными стержнями, футеровку под подовыми блоками, футеровку, расположенную в пространстве между подовыми блоками и стенками кожуха, боковую футеровку, состоящую из двух частей, из которых ее верхняя часть выполнена из плит из неметаллических тугоплавких соединений, расположенных вдоль стенок кожуха, и периферийный шов, выполненный с подъемом к боковой футеровке. Нижняя часть боковой футеровки выполнена из теплоизоляционных элементов, размещенных по периметру кожуха на футеровке, расположенной в пространстве между подовыми блоками и стенками кожуха. Места стыковки плит верхней части боковой футеровки и теплоизоляционных элементов ее нижней части расположены относительно футеровки под подовыми блоками на высоте, равной 0,5-1,1 высоты подового блока. Периферийный шов выполнен с подъемом на высоту, обеспечивающую перекрытие мест стыковки плит верхней части и теплоизоляционных элементов нижней части боковой футеровки. Вплотную к плитам верхней части боковой футеровки и теплоизоляционным элементам ее нижней части установлены и соединены с ними клеящим или цементирующим составом вставные блоки из углеродсодержащих материалов или из неметаллических тугоплавких соединений. 1 з.п. ф-лы, 4 ил.
| БОРТОВАЯ ФУТЕРОВКА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 0 |
|
SU377419A1 |
| Боковая футеровка электролизера для получения алюминия | 1975 |
|
SU639290A1 |
| БОКОВАЯ ФУТЕРОВКА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2001 |
|
RU2186880C1 |
| УСТРОЙСТВО ДЛЯ РАЗДЕЛЕНИЯ ЭЛЕМЕНТОВ КОНСТРУКЦИЙ | 1996 |
|
RU2103657C1 |
| DE 3506200 А1, 12.09.1985. | |||

