to
О)
ю
со
Од
СП Изобретение относится к неразрушающему контролю и может быть использовано для контроля тонкосменных изделий с помощью упругих колебаний. Цель изобретения - повышение производительности контроля за счет исключения предварительного определения резонансной частоты колебаний бездефектного участка. На фиг. 1 изображено устройство для реализации предлагаемого способа; на фиг. 2 - кривая зависимостей частоты резонансных колебаний ограниченного участка от угла поворота для бездефектной (I) и дефектной (II) зон контроля. Устройство содержит корпус-колокол 1, позволяющий ограничить в контролируемой зоне 2 изделия участок 3 в виде фигуры с разными моментами инерции относительно ее главных осей. В верщине корпуса-колокола 1 вмонтирован источник 4 звуковых колебаний (громкоговоритель), который связан с звуковым генератором 5 и частотомером 6. В корпусе-колоколе 1 также вмонтирована поворачиваемая зрительная труба 7, которая снабжена осветителем 8 направленного действия. Для обеспечения плотного прилегания контактной поверхности корпуса-колокола 1 к контролируемому участку 3 изделия между ними установлена прокладка 9 из легкодеформируемого материала. В зоне 2 контроля изделия установлен приемник 10 звуковых колебаний (например, пьезоэлектрический акселерометр), который связан с милливольтметром 11. Кроме того, устройство снабжено круговой линейкой 12 для контроля за величиной поворота корпуса-колокола 1. Способ виброакустического контроля изделий осуществляется следующим образом. На контролируемую зону 2 изделия устанавливают массивный корпус-колокол 1 и ограничивают с его помощью участок 3 контроля в виде фигуры с разными моментами инерции относительно ее главных осей (например, в виде эллипса или прямоугольника). Далее с помощью поворачиваемой зрительной трубы 7 и осветителя 8 фиксируют положение оси поворота корпуса-колокола 1. Звуковым генератором 5 измеряют частоту напряжения, питающего источник 4 звуковых колебаний, и возбуждают резонансные колебания ограниченного корпусом-колоколом 1 участка зоны контроля. 1аступление резонансного режима колебаний определяют при помощи приемника 10 звуковых колебаний и связанного с ним милливольтметра 1 1 по максимуму показаний последнего. При помощи частотомера 6, связанного с звуковым генератором 5, замеряют частоту со резонансных колебаний ограниченного участка, замеренное значение со фиксируют. Далее поворачивают на угол ф корнус-колокол 1 вокруг фиксированной оси поворота (вокруг оси, проходящей через точку О). Для контроля угла ф используют установленную на контролируемый участок 3 изделия (фиг. 1 и 2) круговую линейку 12 и выступ на корпусе-колоколе 1. Контроль за положением оси поворота при поворачивании корпуса-колокола 1 осуществляют при помощи зрительной трубы и осветителя 8. Затем вновь поворачивают корпус-колокол 1 на заданный угол ф и измеряют частоты, проводят измерения до достижения суммарным углом поворота значения 360°. Строят зависимость резонансных частот участков от угла поворота. Если контролируемая зона 2 бездефектна, то резонансная частота всех участков 3 одинакова и упомянутая зависимость представляется в виде прямой, параллельной оси абсцисс (фиг. 2). При контроле дефектной зоны 2 частота ш резонансных колебаний ограниченного участка 3 меньще, чем для аналогичного бездефектного участка. При повороте корпуса-колокола 1 взаимное расположение ограниченного участка 3 по отнощению к направлению трещины меняется. Это обуславливает изменение жесткости ограниченного участка и, соответственно, резонансной частоты. Формула изобретения Способ виброакустического контроля изделий, заключающийся в том, что на изделие устанавливают источник колебаний с колоколообразным корпусом, возбуждают с его помощью упругие колебания в ограниченных корпусом участках изделия и измеряют резонансную частоту этих колебаний, отличающийся тем, что, с целью повыщения производительности контроля за счет исключения предварительного определения резонансной частоты колебаний бездефектного участка, колоколообразным корпусом ограничивают участки изделия, имеющие форму фигуры с разными моментами инерции относительно ее главных осей, последовательно поворачивают корпус вокруг фиксированной оси на заданный угол, возбуждение упругих колебаний в участках осуществляют при каждом угле поворота корпуса и по зависимости резонансных частот участков от угла поворота определяют дефектность зоны контроля.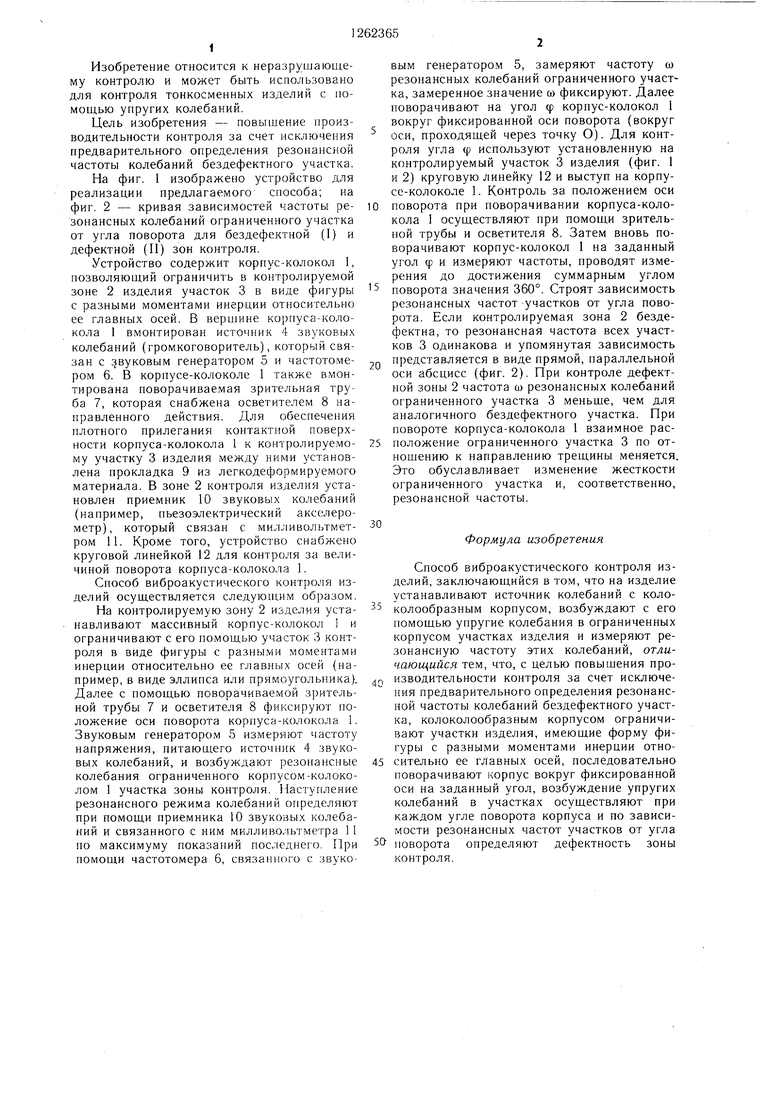
| название | год | авторы | номер документа |
|---|---|---|---|
| Ультразвуковой способ контроля качества металлических дисков | 1983 |
|
SU1100563A1 |
| Способ вибродиагностики элементов конструкций | 1987 |
|
SU1732256A1 |
| Устройство для виброакустического контроля конструкций | 1986 |
|
SU1453313A2 |
| Способ акустической дефектоскопии изделий | 1987 |
|
SU1578635A1 |
| Способ дефектоскопии изделий акустическим методом | 1976 |
|
SU648902A1 |
| Способ контроля изделий | 1984 |
|
SU1244583A1 |
| Способ неразрушающего контроля изделий | 1990 |
|
SU1725101A1 |
| Способ вибрационного контроля балочных конструкций с заделанными концами | 1987 |
|
SU1490533A1 |
| СПОСОБ ВИБРОАКУСТИЧЕСКОГО КОНТРОЛЯ ОДНООСНЫХ КОНСТРУКЦИЙ | 1999 |
|
RU2170426C2 |
| АКУСТИЧЕСКИЙ ИМПЕДАНСНЫЙ СПОСОБ КОНТРОЛЯ КАЧЕСТВА ПАЯНЫХ И КЛЕЕВЫХ СОЕДИНЕНИЙ ОБШИВКИ С ТОРЦАМИ СОТ В ОДНОСТОРОННИХ СОТОВЫХ КОНСТРУКЦИЯХ | 1992 |
|
RU2069362C1 |

Изобретение относится к неразрушающему контролю и может быть использовано для контроля тонкостенных изделий с помощью упругих колебаний. Целью изобретения является ускорение контроля за счет исключения предварительного определения резонансной частоты колебаний бездефектного участка. На контролируемую зону изделия устанавливают массивный корпусколокол и ограничивают с его помощью участок в виде фигуры с разными моментами инерции относительно ее главных осей. С помощью источника колебаний возбуждают в этом участке упругие колебания и фиксируют резонансную частоту этого участка. Поворачивают корпус-колокол вокруг оси на заданный угол, вновь возбуждают в ограниченном участке упругие колебания, измеряют резонансную частоту нового участка и т. д. Затем по зависимости резонансной iD частоты участка от угла поворота определя(Л ют дефектность контролируемой зоны. 2 ил.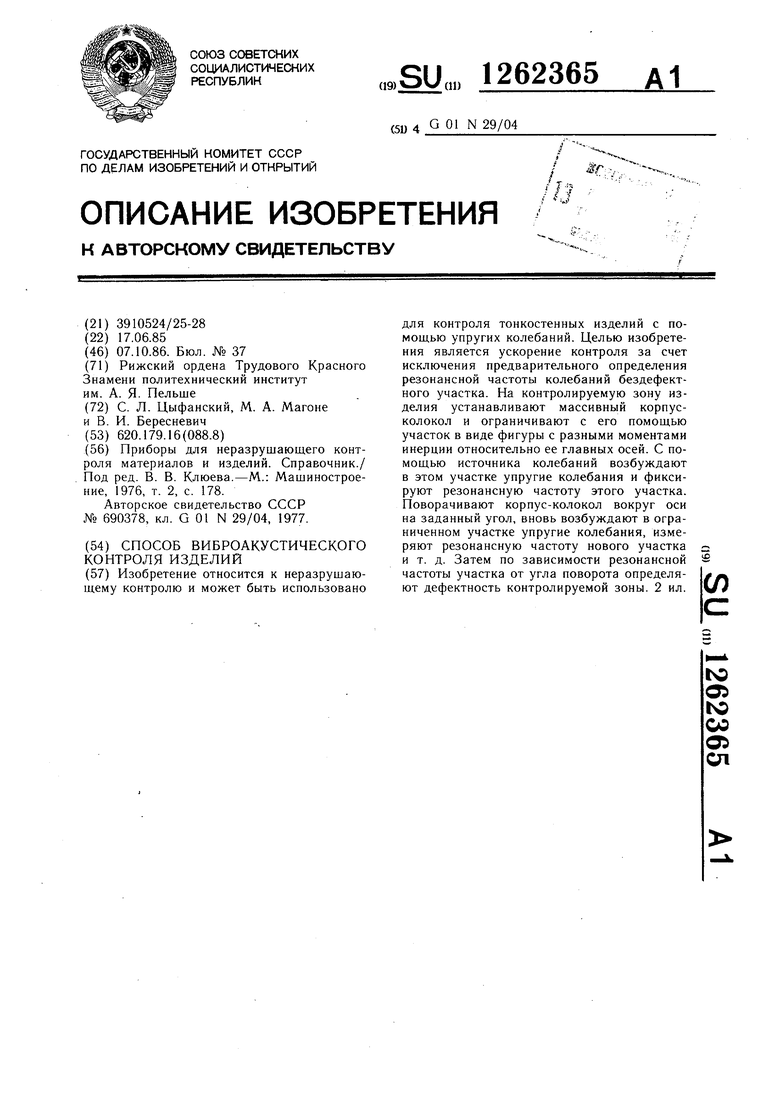
90° 780° 270° 360°фиг. 2
| Приборы для неразрушающего контроля материалов и изделий | |||
| Справочник./ Под ред | |||
| В | |||
| В | |||
| Клюева.-М.: Машиностроение, 1976, т | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ получения кодеина | 1922 |
|
SU178A1 |
| Устройство для виброакустического контроля конструкций | 1977 |
|
SU690378A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
