Изобретение относится к неразрушающему контролю изделий, работающих в режиме упругих колебаний, и может быть использовано в приборостроении, особенно в радиотехнике и гидроакустике.
Известен способ неразрушающего контроля изделий, согласно которому контролируемое изделие подвергают вибрациям на вибрационном стенде, регистрируют возникающие в изделии тепловые поля, по которым судят о параметрах дефекта, сравнивая с эталонами с искусственными дефектами.
Известен способ неразрушающего контроля пьезокерамических излучателей ультразвука, согласно которому в контролируемом изделии переменным электрическим полем возбуждают механические колебания на его рабочей частоте, регистрируют и визуализируют посредством тепловизора тепловое поле от поверхности колеблющегося излучателя. Оценку качества изделия, выявление дефектов и их идентификацию производят сравнением структуры поверхностного теплового поля изделия с эталонными структурами теплового поля, полученными на образцах с искусственно моделированными дефектами.
Данный способ обладает следующими недостатками: недостаточной информативностью, так как оценку качества контролируемых изделий производят только путем сравнения с эталонными, заранее смоделированными дефектами, не определяя при этом дефектности в виде пониженной прочности изделия при его рабочих колебаниях и возникновения в изделии нелинейных колебаний.
Цель изобретения - повышение информативности контроля за счет дополнительного определения понижения прочности при колебаниях изделия .
N
го ел
Поставленная цель достигается тем, что в известном способе неразрушающего контроля изделий, заключающемся в возбуждении на резонансной частоте упругих колебаний изделия в рабочем режиме, регистрации параметров физического состояния изделия, по изменению которых судят о дефектности изделия, внесено изменение, заключающееся в том, что регистрируют деформацию как параметр физического состояния изделия, а дефектность изделия определяют при наличии одновременно с переменной статической деформации.
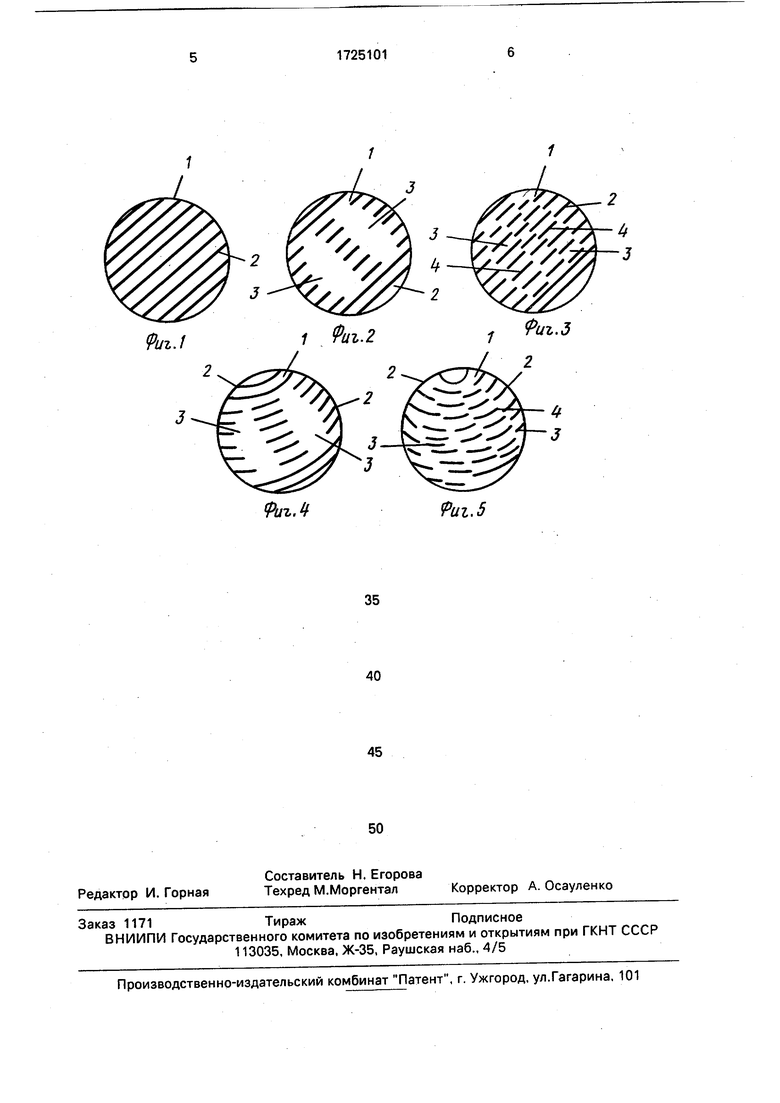
На фиг.1 представлена интерференционная картина полос равной толщины на поверхности невозбужденной пьезокварце- вой пластинки; на фиг.2 - то же, на поверхности колеблющейся на резонансной частоте бездефектной пьезокварцевой пластинки с величиной возбуждающего электрического напряжения Ui; на фиг.З - то же, на поверхности колеблющейся на резонансной частоте бездефектной пьезокварцевой пластинки с величиной возбуждающего электрического напряжения Da Ui; на фиг.4 - то же, на поверхности колеблющейся на резонансной частоте дефектной пьезокварцевой пластинки с величиной возбуждающего электрического напряжения U1; на фиг.5 - то же, на поверхности колеблющейся на резонансной частоте дефектной пьезокварцевой пластинки с величиной возбуждающего электрического напряжения Ua Ui.
Способ осуществляют следующим образом.
На оптически полированной металлизированной поверхности контролируемого образца 1 пьезокварцевой пластинки (фиг.1) получают в интерферометре по схеме Май- кельсона интерференционную картину полос 2 равной толщины. Посредством генератора электрических колебаний возбуждают контролируемую пластинку на ее рабочей резонансной частоте. В результате колебаний пластинка испытывает периодически изменяющуюся деформацию, вследствие чего в интерференционной картине ее поверхности возникают размытия 3 интерференционных полос 2 (фиг.2), При увеличе- нии возбуждающего напряжения амплитуда нормальных к поверхности механических колебаний увеличивается, увеличивается и площадь зон 3 колебаний и интерференционные полосы А в них смещаются на половину расстояния между полосами 2 (фиг.З).
О дефектности образца, т.е. о появлении статической деформации при его колебаниях, судят по искривлению интерференционных полос 2 сравнительно с интерференционными полосами на неко0 леблющейся поверхности (фиг.1), Так, интерференционные картины на фиг.2 и 3 соответствуют бездефектным образцам, так как интерференционные полосы 2 вне зон 3 колебаний не искривлены - статической де5 формации нет. На фиг.4 и 5 интерференционные картины соответствуют дефектным образцам, так как интерференционные полосы 2 вне зон 3 колебаний искривлены, что свидетельствует о появлении у образцов
0 статической деформации при их колебаниях.
При массовом промышленном производстве и контроле изделий, в частности, из диэлектриков и пьезоэлектриков основной
5 целью контроля является отбраковка дефектных изделий, как правило, без идентификации и локализации дефектов, так как ремонт таких изделий технически и экономически нецелесообразен. Так, например, попада0 ние дефектного пьезоэлемента в составной электроакустический пьезопреобразова- тель выводит из строя весь пьезопреобразо- ватель, содержащий несколько пьезоэлементов.Пьезопреобразователь в
5 этом случае также не ремонтируется и отбраковывается.
Формула изобретения Способ неразрушающего контроля изделий, заключающийся в возбуждении на
0 резонансной частоте упругих колебаний изделия в рабочем режиме, регистрации параметров физического состояния изделия, по изменению которых судят о дефектности изделия, отличающийся тем, что, с целью
5 повышения информативности контроля за счет дополнительного определения понижения прочности при колебаниях изделия, регистрируют деформацию как параметр физического состояния изделия, а дефект0 ность изделия определяют при наличии одновременно с переменной статистической деформации.
Фиъ.Ц
Риг.5
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля дефектности изделия | 1989 |
|
SU1714492A1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КАЧЕСТВА ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ БАЛОЧНОГО ТИПА | 2004 |
|
RU2259546C1 |
| Способ акустической дефектоскопии изделий | 1987 |
|
SU1578635A1 |
| СПОСОБ КОНТРОЛЯ ДЕФЕКТНОСТИ ИЗДЕЛИЯ | 2006 |
|
RU2334225C1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КАЧЕСТВА ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ БЛОЧНОГО ТИПА | 2007 |
|
RU2354949C2 |
| Способ вибрационного контроля одномерных конструкций | 1987 |
|
SU1516817A1 |
| Способ контроля дефектности изделия | 1988 |
|
SU1552091A1 |
| СПОСОБ КОНТРОЛЯ ДЕФЕКТНОСТИ ИЗДЕЛИЯ | 1994 |
|
RU2111485C1 |
| Способ контроля дефектности цилиндрического изделия | 1990 |
|
SU1772730A1 |
| Способ определения дефектности изделий | 1989 |
|
SU1619170A1 |
Изобретение относится к неразрушающему контролю изделий, работающих в режиме упругих колебаний, и может найти применение в приборостроении, особенно в радиотехнике и гидроакустике. Цель изобретения - повышение информативности контроля за счет дополнительного определения понижения прочности при колебаниях изделия. Для этого контролируемое изделие возбуждают на резонансной частоте его упругих колебаний в рабочем режиме, регистрируют деформацию как параметр физического состояния изделия и дефектность изделия определяют при наличии одновременно с переменной статической деформации. 5 ил.
| Способ неразрушающего контроля изделий | 1979 |
|
SU783667A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Полянкин А.Н., Полянкин Г.А | |||
| Выявление дефектов в пьезокерамических излучателях ультразвука при помощи тепловизора | |||
| -Дефектоскопия, 1982, №5, с.91 -93 | |||
