Изобретение относится к нераэрушаю- щему контролю и может быть использовано при акустической дефектоскопии тонкостенных изделий, в частности несущих конструкций летательных аппаратов
Цель изобретения - повышение точности и информативности.
На чертеже изображена схема реализации способа акустического контроля.
Способ акустического контроля изделий заключается в следующем
Локальные зоны контролируемого изделия 1, представляющие собой, например, покрытие из композиционных материалов, нанесенное на силовой элемент 2 конструкции (гнезда обечайки) и ее ребра 3 жесткости, последовательно акустически нагружают путем размещения на поверхности покрытий присоединенной массы 4, фиксируя координаты ее размещения и зону контроля, любым известным способом возбуждают колебания присоединенной массы л с силовым элементом 2 и покрытием, при- нимаютакустические колебания двумя электроакустическими преобразователя 5 и 6 (ЭАП) из которых которых первый (5) имеет резонансную частоту fr, равную частоте свободных колебаний силового элемента с без- дефектным покрытием, а второй (6) - резонансную частогу, отличающуюся от fp на величину максимально возможного изменения частоты свободных колебаний зоны с дефектом С помощью первого и второго частотомеров 7 и 8, подключенных к ЭАП 5 и 6 через блок 9 сопряжения, измеряют частоту свободных колебаний контролируемого участка изделия с присоединенной массой и по амплитудам акустических колебаний AI и , измеренным с помощью ЭАП 5 и 6 соответственно, при помощи блока 10 измерения амплитуд с учетом предварительно измеренных амплитудно-частотных
W
СП
характеристик (АЧХ) ЭАП устанавливают, связано ли уменьшение амплитуды с параметрами АЧХ ЭАП или с демпфирующими свойствами контролируемой зоны.
Для определения типа, величины и опасности дефектов в контролируемой зоне создают серию образцов с различными дефектами: непроклеями между силовым каркасом и композитом, расслоениями между слоями композита и т.п. Разные дефекты приводят к смещению собственных частот по отношению к частоте бездефектных контролируемых материалов на разную величину. Это смещение однозначно связано с отношением амплитуд, так как F(f) Qi(f)/Q2(f), при этом АЧХ для первого датчика Qi (f) и второго датчика Q2(f) считываются известными заранее. Величина F(f) определяет тип дефектов для любых видов АЧХ резонансных датчиков.
Результат измерения двух амплитуд позволяет всегда найти частоту, до которой произошло смещение собственной частоты дефектной зоны, так как заранее получен вид кривой F(f)Qi(f)/Q2(f) Если при измене- нии частоты собственных колебаний от fp до fwaxc отношение и д/и бд для первого ЭАП (амплитуда колебаний дефектной зоны к амплитуде колебаний бездефектной зоны) равно в точности отношению значений АЧХ, соответствующих частотам fx и fp этого датчика, Q (fx) / Q (fp) и аналогично для второго датчика Q(fx) / Q(TP) - то поглощения (демпфирования) не происходит, и смещение частоты вызвано особенностями контролируемой зоны. Если эти отношения
не равны, то часть упругой энергии поглощается (тем большая, чем больше дефект).
Формула изобретения Способ акустической дефектоскопии изделий, заключающийся в том, что возбуждают импульсы упругих колебаний в акустически нагруженных контролируемых участках изделия, принимают прошедшие через контролируемые участки импульсы упругих колебаний при помощи акустических приемников, измеряют параметры принятых колебаний и по ним с учетом параметров упругих колебаний бездефектных участков определяют наличие и размеры дефектов, отличающийся тем, что, с целью повышения точности и информативности за счет определения типа дефекта, в качестве акустических приемников используют два электроакустических преобразователя с равными коэффициентами электромеханического преобразования и рзонансными частотами ft и h, где fi равна частоте fp собственных колебаний бездефектного участка, f2 fi-A f, a A f равна максимально возможному смещению частоты от частоты fp для участка с дефектом, измеряют амплитуды, определяют величину смещения частоты принятых колебаний в соответствии с зависимостью F(f) Qi(f)/Q2(f), где Qi(f) и CJ2(f) - амплитудно-частотные характеристики электроакустических преобразователей, по величине смещения частоты принятых колебаний определяют тип дефекта, а о его размерах судят по соотношению амплитуд принятых колебаний.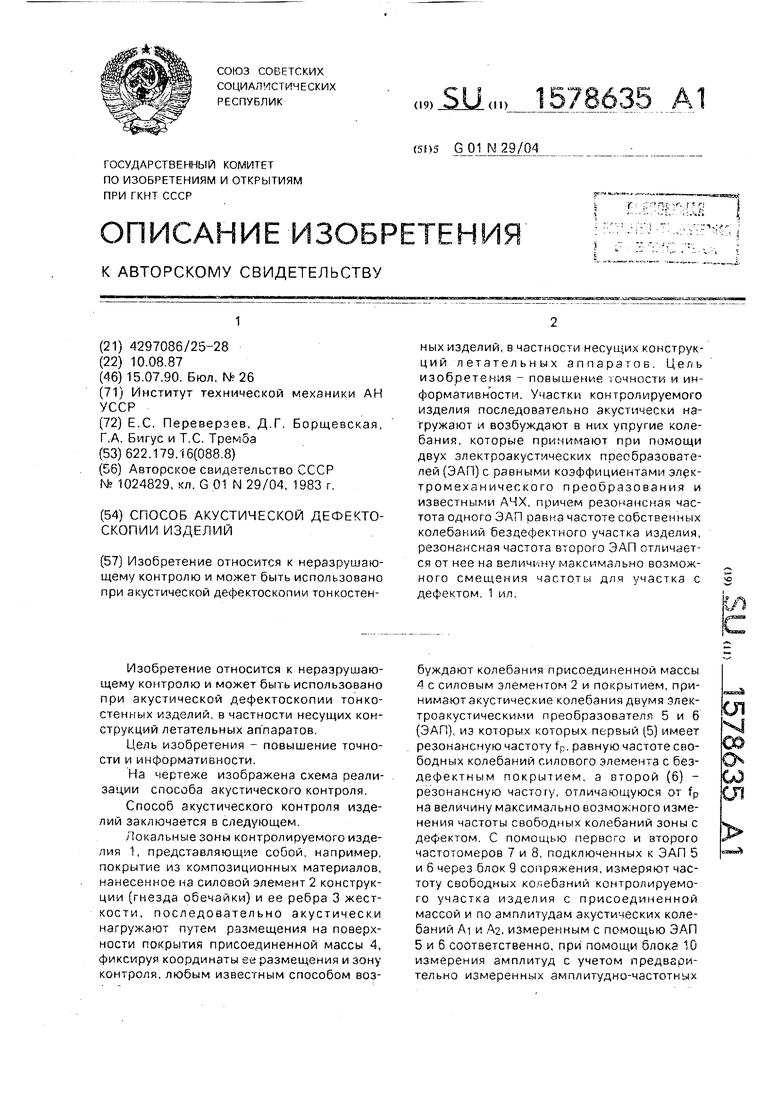

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЙ С ЭКВИДИСТАНТНЫМИ ПОВЕРХНОСТЯМИ | 2020 |
|
RU2725705C1 |
| Ультразвуковой способ обнаружения и оценки сварных стыков рельсов при высокоскоростном контроле | 2021 |
|
RU2764571C1 |
| Способ ультразвукового контроля изделий | 2016 |
|
RU2622459C1 |
| Способ зеркально-теневого ультразвукового контроля с адаптивным пороговым уровнем | 2022 |
|
RU2787948C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО ОБНАРУЖЕНИЯ МИКРОТРЕЩИН НА ПОВЕРХНОСТИ КАТАНИЯ ГОЛОВКИ РЕЛЬСА | 2017 |
|
RU2652511C1 |
| СПОСОБ КОНТРОЛЯ ДЕФЕКТНОСТИ ИЗДЕЛИЙ | 2015 |
|
RU2616758C1 |
| Ультразвуковой способ обнаружения дефектов в головке рельса | 2022 |
|
RU2783753C1 |
| Ультразвуковой способ оценки дефектов в головке рельсов и определения профиля поверхности катания | 2022 |
|
RU2785302C1 |
| Способ контроля дефектности изделия | 1989 |
|
SU1714492A1 |
| Способ оценки работоспособности искательной системы дефектоскопических средств при высокоскоростном контроле рельсов | 2021 |
|
RU2758403C1 |
Изобретение относится к неразрушающему контролю и может быть использовано при акустической дефектоскопии тонкостенных изделий, в частности несущих конструкций летательных аппаратов. Цель изобретения - повышение точности и информативности. Участки контролируемого изделия последовательно акустически нагружают и возбуждают в них упругие колебания, которые принимают при помощи двух электроакустических преобразователей /ЭАП/ с равными коэффициентами электромеханического преобразования и известными АЧХ, причем резонансная частота одного ЭАП равна частоте собственных колебаний бездефектного участка изделия, резонансная частота второго ЭАП отличается от нее на величину максимально возможного смещения частоты для участка с дефектом. 1 ил.
| Способ акустического контроля тонкостенных изделий | 1982 |
|
SU1024829A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
