Известна роликова клеть для фасонной горячей протяжки на гидравлических ирессах деталей типа корпусов снарядов и стаканов.
Описываемая роликовая клеть, в отличне от известной, позволяег получать протягиваемые стаканы перемеииого наружного диаметра по высоте без облоя. С этой целью ролики клети выполнены фасонными, формообразующими и свободно смонтированы на эксцентриковых осях, которые при помощи внешних рычагов и пружин перед каждым рабочим ходом, сжимая ролики, предупреждают расхождение их во время прессования, а в конце хода отжимают их для свободного возврата в исходное положение. Перед фасонными, формообразующими роликами в местах их стыка в клети смонтированы кинематически с ними связанные предохранительные подвижные ролики, которые, производя продольнью вмятины на поверхности протягиваемых стаканов, предупреждают образование облоя.
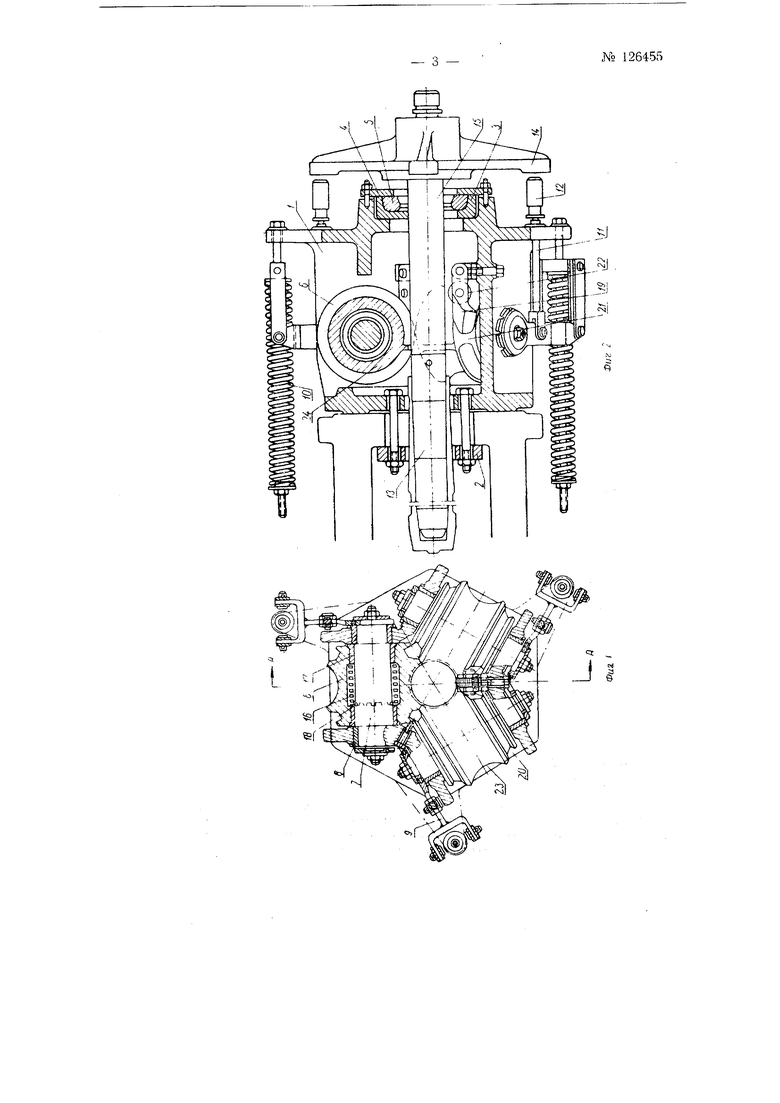
Fla фиг. 1 изображена роликовая к.ють в поперечном разрезе; на фиг. 2 - то же, в разрезе по АА на фиг. 1.
Корпус 1 роликовой клети прикреплен к гидравлическому прессу при помощи болтов и закладного кольца 2. В корпусе / смонтированы посредством плавающей тарелки 3 и зажимпого фланца 4 обычное протяжное кольцо 5, расточенное на 3 мм больще, чем при обычной протяжке, и три фасонных формообразующих ролика 6, которые свободн(; посажены на трех осях 7.
Каждая ось имеет две опорных цапфы, обточенные с эксцентринчтетом относительно средины, где вращаются ролики. Таким образом, при одновременном поворачивании осей 7 ролики 6 сближаются или отдаляются. Опорные втулки 8, в которых вращаются цапфы oceii. выполнены также эксцентриковыми; наружная посадочная поверхность их имеет эксцентрицитет относительно внутренней поверхности, что дает возможность регулировать правильность расположения осей 7 под углом 120°
№ 126455
для устранения щелей между роликами при сборке и для погашения ошибок при обработке и разметке. К одной цапфе каждой оси прикреплен внешний нажимной рычаг Я ша) связанный с нажимной пружиной 10, а нри помощи стержня //-с отжимной регулируемой гайкой/5. Пружина W постоянно нажимает на рычаг 9 в сторону движения роликов нри их сближении. Взаимный нрижим роликов сохраняется до и во время нротяжки стакана через отверстие, образуемое тремя роликами.
В конце рабочего хода нуансона 13, когда взаимный прижим роликов не нужен, плита 14, закрепленная на пуансонодержате.ле 15, нажимает на три гайки 12, отжимает рычаги 9 и освобождает ролики 6 от взаимного прижима. Ролики 6 возвращаются в исходное положе ше нружинами 16, каждая из которых одним концом входит свободно в проречь втулки 17, запрессованной в ролик, а другим концом нри помощи замка 18 соединена с осью ролика. При возврате в исходное положение роличм fi доходят до упоров 19, которые скользят в винтовых тшзах 20 роликои, выфрезерованных на конических их нерабочих поверхностях не по кругу, а с перемычкой 21. Этими перемычками ролики фиксируются на упорах 19.
Упоры 19 несут на себе предохранительные подвижные цилиндрические ролики 22, которые перекрывают стыки фасонных формообразующих роликов 6, производя продольные вмятины на поверхности протягиваемых етаканов и предупреждая образование облоя. Ролики 6, кроме фасонного обкатывающего желобка 23 с переменным радиусом и na30i3 20 с перемычками 21, имеют съемники 24, выполненные в виде прилива. В начале протяжки съемники 24 служат ограничителями провала стакана (если он слишком малого диаметра) и фиксируют начало процесса обкатки стакана, а в конце протяжки, когда стакан уже вышел из контакта с роликами, плита 14 повернув рычаги 9, отжала ролики один от другого, пружины 16 возвратили их в исходное положение, а перемычки 21 дошли до упоров 19, съемники 24 снимают стакан с пуансона 13 при его обратном ходе.
Предмет изобретения
1.Роликовая клеть для фасонной горячей протяжки па гидравлических прессах деталей типа корпусов снарядов и стаканов, отличающаяся тем, что, с целью получения стаканов переменного наружного диаметра по высоте, ролики клети выполнены формообразующими, фасонными и свободно смонтированы на эксцентриковых осях, которые прм помощи внещних нажимных рычагов и пружин перед каждым рабочим ходом, сжимая ролики- предупреждают их расхождение во время прессования, а в конце хода отжимают их для свободного возврата в исходное положение.
2.Роликовая клеть по п. 1, от л и ч а ющ а я ся тем, что перед формообразующими, фасонными роликами в местах их стыка, в клети смонтированы кинематически связанные С ними предохранительные подвижные ролики, предупреждающие образование облоя.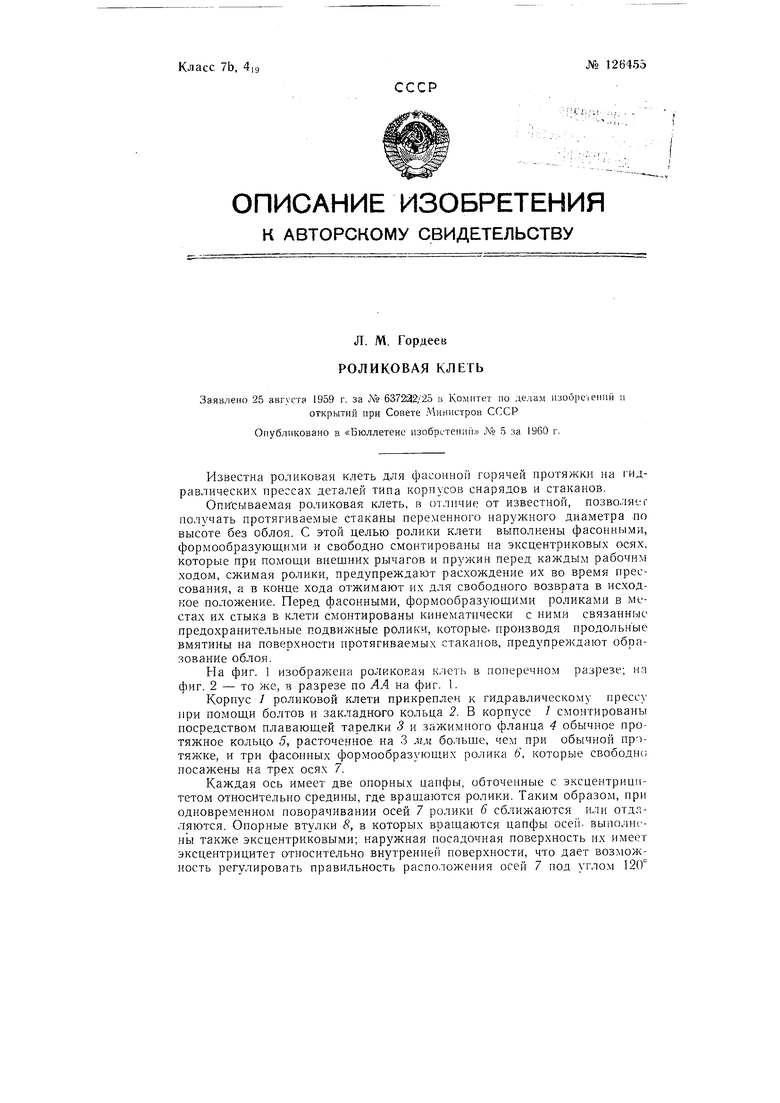
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ РЕЗКИ ЛИСТОВОГО СТЕКЛА | 1936 |
|
SU57297A1 |
| Многопозиционный штамп последовательного действия к прессу | 1990 |
|
SU1780915A1 |
| ПРОКАТНАЯ КЛЕТЬ | 1999 |
|
RU2166393C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАНАТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2245407C1 |
| РОЛИКОВАЯ ВОЛОКА | 2002 |
|
RU2216418C2 |
| Устройство для дозирования и отпуска жидкостей в бумажные стаканы | 1960 |
|
SU150315A1 |
| УСТРОЙСТВО ДЛЯ КОНТУРНОГО ПРЕССОВАНИЯ ДЕТАЛЕЙ ИЗ ДРЕВЕСИНЫ | 1995 |
|
RU2054992C1 |
| ГИДРАВЛИЧЕСКИЙ СЪЕМНИК | 1996 |
|
RU2130377C1 |
| Ротационная машина для наполнения бутылок жидкостью, их укупорки, осмаливания и оклейки этикетками с приспособлением для мытья бутылок | 1929 |
|
SU27849A1 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1995 |
|
RU2090278C1 |