Изобретение относится к канатному производству и может быть использовано при производстве канатов с круглым, фасонным или периодическим сечением.
Известен способ изготовления канатов, включающий изготовление проволок, свивку проволок в канат и волочение свитого каната через монолитную волоку для уплотнения каната (см. авт. св. СССР №369196, D 02 J 3/08).
Недостатком известного способа являются низкие физико-механические свойства получаемых канатов из-за высокой неравномерности напряжений в канате, вызванной тем, что в волоке не возникает общий очаг деформации, а создается несколько дискретных очагов винтовой формы, каждый из которых имеет малую длину, а также тем, что деформация направлена под углом к проволокам. Также недостатком известного способа является высокий расход энергии на трение скольжения при волочении, усугубленный тем, что между очагами деформации сохраняются винтовые пазы, являющиеся каналами для выдавливания смазки из волоки. Еще одним недостатком известного способа является невозможность изготавливать канаты периодического сечения. Кроме того, недостатком известного способа является сложность заправки деформирующего устройства.
Наиболее близким аналогом к заявляемому способу является способ изготовления канатов, включающий изготовление проволок, свивку проволок в канат и обжатие свитого каната роликами, причем обжатие производят путем продольной прокатки или волочения в 2 последовательных четырехроликовых калибрах по системе калибровок “круг - стрельчатый квадрат - круг” для уплотнения каната (см. Никифоров Б.А. и др. Сб. “Стальные канаты”, вып.8, Киев, “Техника”, 1971, с.75-80).
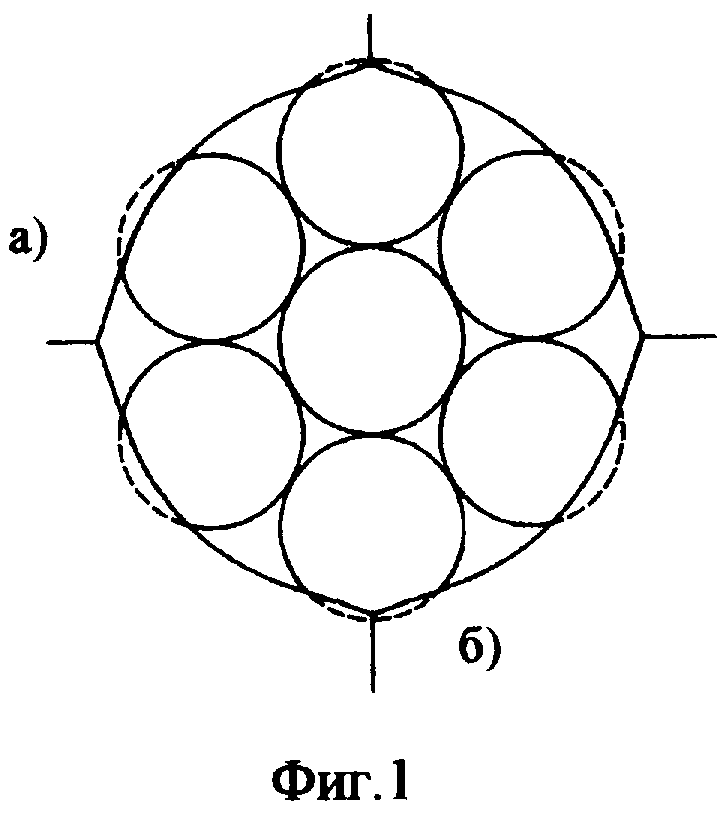
Недостатком известного способа являются низкие физико-механические свойства получаемых канатов из-за высокой неравномерности напряжений в канате, вызванной несоответствием формы исходного каната форме 1-го калибра и формы каната после деформации в 1-м калибре форме 2-го калибра, а также тем, что деформация направлена под углом к проволокам, из-за чего возникает высокая неравномерность их обжатия. В случае изготовления по данному способу каната фасонного сечения неравномерность деформации дополнительно увеличивается. При этом обжатие в одном круглом калибре также не снимает неравномерность обжатия, поскольку при этом неизбежно возникают заусенцы, а каждая из проволок периодически переходит с основной рабочей поверхности валка (см. фиг.1, а) в зазор между валками, где для уменьшения надрезов и заусенцев выполняется выпуск (см. фиг.1, б). При этом в выпусках проволока получает меньшее обжатие и, следовательно, сохраняет избыточное сечение. Еще одним недостатком известного способа является высокий расход энергии на трение скольжения из-за перемещения спирально расположенных проволок каната поперек калибра. Также недостатком известного способа является сложность размещения прокатных клетей в габаритах канатовьющей машины. Кроме того, недостатком известного способа является сложность операции заправки калибра при отсутствии привода.
В основу изобретения поставлена задача разработать такой способ изготовления канатов, который позволил бы изготавливать канаты круглого, фасонного и периодического сечения и при этом обеспечивал бы высокие физико-механические свойства канатов и низкий расход энергии, а также простоту заправки канатовьющей машины.
Поставленная задача решается тем, что в известном способе изготовления канатов, включающем изготовление проволок, свивку проволок в канат и обжатие свитого каната приводными или неприводными роликами, обжатие производят вдоль оси проволок или прядей наружного слоя каната, причем каждый ролик постоянно обжимает одни и те же проволоки или пряди, а зазоры между роликами располагают во впадинах между проволоками или прядями наружного слоя каната.
Количество проволок или прядей, обжимаемых одним роликом, составляет от 1 до n/2 для четного количества проволок n и (n-1)/2 для нечетного n.
Устройство для изготовления канатов включает канатовьющую машину и роликовую клеть для обжатия канатов. Роликовая клеть установлена между вытяжным механизмом и ротором канатовьющей машины и кинематически связана с последним для обеспечения равной угловой скорости, ролики клети расположены под углом к оси ее вращения, соответствующим углу наклона внешней поверхности наружных проволок каната к его оси, а постоянство углового положения проволок относительно роликов обеспечивают формой ручьев, выполненных в роликах при работающей машине.
Постоянство углового положения проволок относительно роликов обеспечивают использованием дополнительных фиксирующих роликов, расположенных в зазорах между обжимными роликами, при этом рабочие кромки фиксирующих роликов находятся во впадинах между проволоками каната.
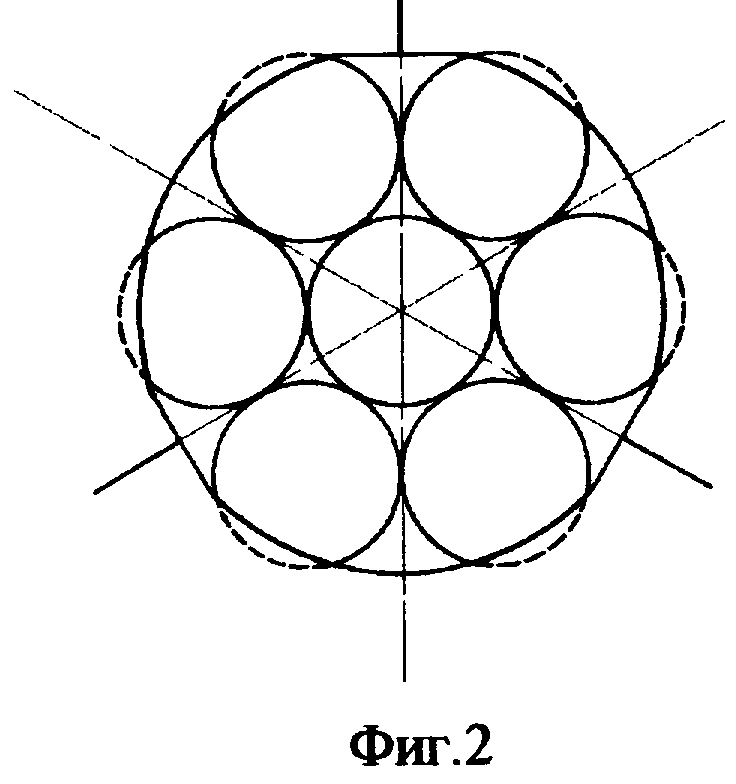
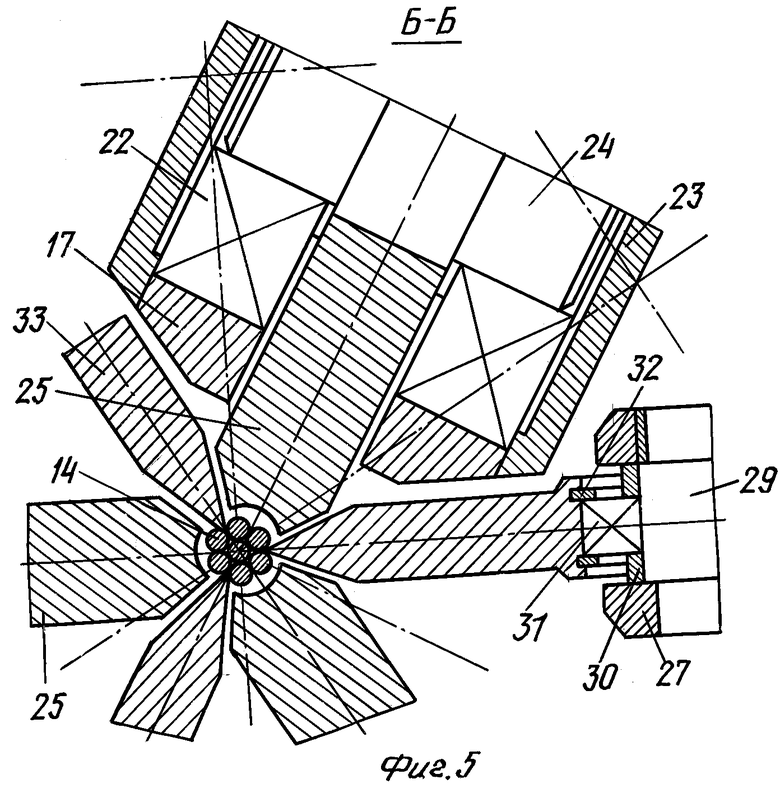
При этом роликовую клеть вращают вокруг оси изготавливаемого каната, ролики клети расположены под углом к оси ее вращения, соответствующим углу наклона внешней поверхности наружных проволок каната к его оси, а постоянство углового положения проволок или прядей относительно роликов обеспечивают формой ручьев, выполненных в роликах (см. фиг.2), или использованием дополнительных фиксирующих роликов (см. фиг.5), расположенных в зазорах между обжимными роликами. В последнем случае рабочие кромки фиксирующих роликов находятся во впадинах между проволоками каната.
При четном количестве проволок или прядей наружного слоя каната n один ролик может обжимать до половины проволок и минимальное потребное количество роликов равно двум, при нечетном n недостаточно двух роликов, поскольку для этого один из роликов должен охватывать более половины окружности, т.е. минимальное потребное количество роликов при нечетном n равно трем.
Таким образом, количество проволок или прядей, обжимаемых одним роликом, составляет от 1 до n/2 для четного n и от 1 до (n-1)/2 для нечетного n.
Благодаря такому техническому решению становится возможным обеспечить обжатие витого каната с любой формой сечения при условии постоянного шага свивки, причем обжатие каждого элемента каната происходит равномерно по всей его длине, что обеспечивает высокие физико-механические свойства каната. При этом каждая проволока или прядь каната сохраняет постоянное угловое положение относительно калибра, благодаря чему не затрачивается энергия на дополнительную работу по их поперечному перемещению.
Кроме того, устройство для осуществления заявляемого способа имеет механизм радиальной регулировки роликов при работающей машине, либо привод роликов, либо то и другое одновременно, благодаря чему может быть осуществлена свободная заправка проволок или прядей каната в обжимающий калибр.
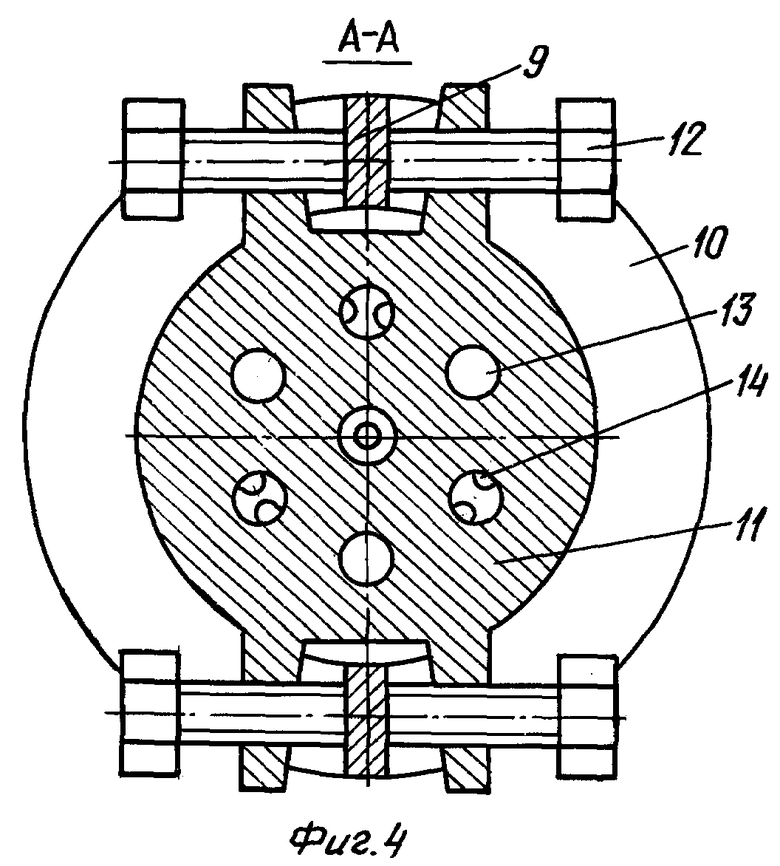
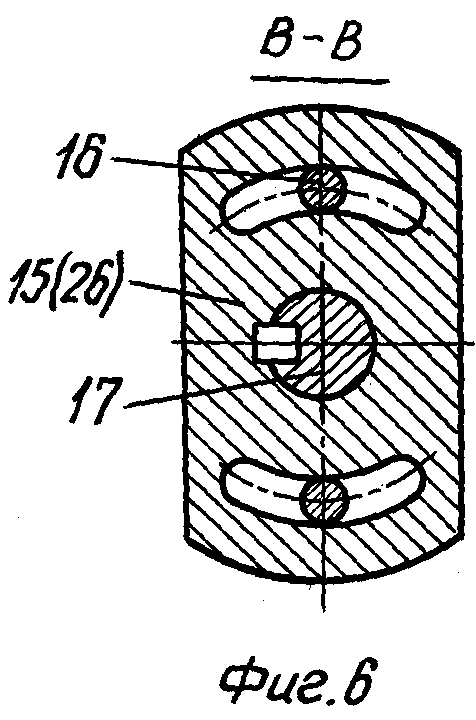
Сущность заявляемого изобретения поясняется чертежами, где на фиг.1 схематично изображена схема обжатия каната в калибре по ближайшему аналогу; на фиг.2 - обжатие каната роликами клети; на фиг.3 - схема роторной головки для обжатия канатов в продольном разрезе; на фиг.4 - сечение А-А на фиг.3; на фиг.5 - сечение Б-Б на фиг.3; на фиг.6 - сечение В-В на фиг.3.
Устройство для реализации заявляемого способа изготовления канатов используется следующим образом.
На конусе 1 ротора сигарной канатовьющей машины установлена плита 2 (фиг.3), к которой болтами 3 крепятся стойки 4. Плита 2 и стойки 4 образуют корпус головки. При этом в лапах стоек 4 выполнены продольные пазы для регулировки болтами 5 конструктивного угла β.
В стойках 4 жестко закреплен корпус 6 радиально-упорных подшипников 7, на которых установлен ротор 8. Последний имеет центральное осевое отверстие 9 и штанги 10, которые выполнены как одно целое с ротором 8 или приварены к нему.
На роторе 1 канатовьющей машины, не показанной на чертежах, закреплен распределительный шаблон 11, на котором закреплены болты 12 (фиг.4), опирающиеся о штанги 9. В шаблоне 11 выполнены отверстия 13 для прохождения в них проволок или прядей 14. В отверстия 13 установлены твердосплавные проводки, не показанные на чертежах. В роторе 8 установлены втулки 15, размещенные в радиальных отверстиях, расположенных в плоскости вращения ротора 8 через 120° друг относительно друга, причем втулки 15 зафиксированы относительно ротора 8 болтами 16 крепления, расположенными в дуговых канавках втулок 15 (фиг.6).
Во втулках 15 на скользящих шпонках или шлицах свободно установлены хвостовики роликодержателей 17. Хвостовики через регулировочные шайбы 18 опираются на дно стаканов 19, закрепленных на хвостовиках болтами 20. Между втулками 15 и стаканами 19 расположены пружины 21. В вилке каждого роликодержателя 17 установлены два роликоподшипника 22, закрытые крышками 23, закрепленными болтами (не показаны) на вилках роликодержателя 17. В подшипниках 22 запрессован вал 24, на котором запрессован ролик 25, выполненный из закаленной инструментальной стали или твердого сплава. Ролики 25 (на чертежах - 3 шт) являются обжимными для каната.
Дополнительно, для надежности процесса обжатия каната, в роторе 8 радиально выполнены еще три отверстия, находящиеся в той же плоскости, что и отверстия втулок 15, и развернутые относительно них на 60°. В каждом из этих отверстий закреплена втулка 26, в которой на скользящей шпонке или шлицах свободно установлен хвостовик роликодержателя 27, на конце которого нарезана резьба. На последнюю навинчена гайка 28, зафиксированная от осевого перемещения буртиком втулки 26 и свободно вращающаяся на ней. Дополнительно гайка 28 может стопориться на втулке 26 болтом или контргайкой (не показано). В вилке каждого роликодержателя 27 закреплена ось 29 (фиг.5), на которой между кольцами 30 установлен подшипник 31. На подшипнике 31 между распорными кольцами 32 установлен ролик 33. Ролики 33 являются фиксирующими и не несут большой нагрузки, в связи с чем могут быть выполнены из закаленной инструментальной стали.
Головка оснащена механизмом радиального перемещения роликов 25 при работающей канатовьющей машине, который содержит следующие детали. Вокруг ротора 8 расположена обойма 34, имеющая внутреннюю коническую поверхность с углом конуса α. Поверхность стаканов 19, контактирующая с конусом обоймы 34, также имеет форму части конуса с радиусом, равным наименьшему радиусу конуса обоймы 34. Последняя установлена на шлицах на роторе 8 с возможностью осевого перемещения. На втулке 37 снаружи нарезана резьба, например - упорная, а внутри выполнен шпоночный паз, в котором расположена свободно шпонка 38, закрепленная в пазе корпуса 6. На стойке 4 закреплен корпус 39, внутри которого установлено с возможностью вращения червячное колесо 40, опирающееся с одной стороны на радиально-упорный подшипник 41, а с другой стороны на кольцевой выступ 42 крышки корпуса 39. В отверстии червячного колеса 40 выполнена резьба, навинченная на резьбу втулки 37. Колесо 40 находится в зацеплении с червяком 43, установленным в корпусе 39 на подшипниках, не показанных на чертеже. Червяк 43 оснащен ручным или электромеханическим приводом.
Заявляемое устройство работает следующим образом. Гайками 28 настраиваются ролики 33, например, по прутку-калибру, вставленному в отверстие 8. Ролики 25 и 33 поворачиваются на угол, равный углу наклона внешней поверхности наружных проволок или прядей получаемого каната к его оси. Угол вычисляется по формуле:  , где d - диаметр готового каната, t - шаг свивки готового каната.
, где d - диаметр готового каната, t - шаг свивки готового каната.
Проволоки или пряди 14 через отверстия распределительного шаблона 11 устанавливаются в калибр между роликами 25, 33. Затем через отверстие 8 по стрелке А собранные вместе проволоки выводят и закрепляют на вытяжном шкиве канатовьющей машины. Болтами 12 и 5 настраивают машину для укладки проволок без создания избыточно высоких напряжений свивки. Затем включают машину на малой скорости и вращением червяка 43 перемещают по резьбе червячного колеса 40 втулку 37, которая через подшипник 35 толкает обойму 34, конусная поверхность которой отжимает к центру ротора роликодержатели 17 с роликами 25. Диаметр выходящего каната замеряют, по достижении заданного диаметра вращение червяка 43 прекращают, после чего канатовьющую машину разгоняют до рабочей скорости.
Также роторная головка может применяться автономно, то есть устанавливаться отдельно от канатовьющей машины и применяться для обжатия предварительно свитых канатов. При этом она снабжается собственным вытяжным шкивом и собственным приводом вращения ротора.
Кроме того, устройство может быть выполнено с использованием приводной клети, привод которой осуществляется через планетарную передачу или двигателем, расположенным внутри ротора. При этом механизм, обеспечивающий радиальное перемещение обжимных роликов при работающей канатовьющей машине, может быть заменен статической регулировкой, поскольку заправка обеспечивается за счет захвата проволок валками.
Данные варианты устройства не показаны на чертежах ввиду простоты технических решений, отличающих их от описанного выше.
Заявляемый способ и варианты устройства для его реализации могут быть осуществлены как на специально изготовленной канатовьющей машине, так и на реконструированной канатовьющей машине любого известного типа.
Пример. Арматурный канат конструкции 1×7 непосредственно после свивки обжимают с диаметра 16,7 мм до 15,2 мм волочением через монолитную волоку (№1), 2-валковый калибр с параллельными валками (№2) и 3-роликовую клеть с наклонными неприводными роликами, установленную на роторе машины (№3). Скорость поступательного перемещения каната составляет 250 мм/с. Мощность, затрачиваемая на обжатие каната, составляет 20 кВт для монолитной волоки, 18 кВт для 2-валкового калибра и 17,2 кВт для клети с наклонными роликами.
Основные физико-механические характеристики изготовленных канатов приведены в таблице.
Приведенные данные показывают, что заявляемый способ изготовления канатов позволяет получить более высокие физико-механические свойства канатов при меньших затратах энергии.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПЛАСТИЧЕСКОГО ОБЖАТИЯ КАНАТОВ | 2008 |
|
RU2371533C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИЧЕСКИ ОБЖАТЫХ ЭЛЕМЕНТОВ КАНАТА ИЛИ КАНАТА В ЦЕЛОМ | 2019 |
|
RU2731240C1 |
| Способ получения каната для обслуживания скважин | 2018 |
|
RU2692267C1 |
| АРМАТУРНЫЙ КАНАТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2431024C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНОГО КАНАТА | 2002 |
|
RU2223354C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМАТУРНОГО КАНАТА | 2003 |
|
RU2256755C1 |
| Способ изготовления каната из фасонных элементов | 1983 |
|
SU1266911A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМАТУРНОГО КАНАТА | 2018 |
|
RU2705668C1 |
| Способ изготовления пластически обжатых проволочных витых изделий и устройство для его осуществления | 2019 |
|
RU2742419C1 |
| Канат экскаваторный | 2021 |
|
RU2765115C1 |
Способ и устройство относятся к канатному производству и могут быть использованы при производстве канатов с круглым, фасонным или периодическим сечением. Способ изготовления канатов включает изготовление проволок, свивку проволок в канат и обжатие свитого каната приводными или неприводными роликами. Обжатие производят вдоль оси проволок или прядей наружного слоя каната, причем каждый ролик постоянно обжимает одни и те же проволоки или пряди. Зазоры между роликами располагают во впадинах между проволоками или прядями наружного слоя каната, а количество проволок или прядей, обжимаемых одним роликом, составляет от 1 до n/2 для четного количества проволок n и (n-1)/2 для нечетного n. Устройство включает канатовьющую машину и роликовую клеть для обжатия канатов. Роликовая клеть установлена между вытяжным механизмом и ротором канатовьющей машины и кинематически связана с последним для обеспечения равной угловой скорости. Ролики клети расположены под углом к оси ее вращения, соответствующим углу наклона внешней поверхности наружных проволок каната к его оси, а постоянство углового положения проволок относительно роликов обеспечивают формой ручьев, выполненных в роликах, причем клеть включает в себя устройство радиальной регулировки при работающей машине. Способ и устройство позволяют получить канаты высокого качества. 2 н. и 1 з.п. ф-лы, 6 ил., 1 табл.

| НИКИФОРОВ Б.А | |||
| и др | |||
| Стальные канаты | |||
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| - Киев: Техника, 1971, с.75-80 | |||
| ОБЖИМНОЕ УСТРОЙСТВО К КАНАТОВЬЮЩЕЙ МАШИНЕ | 1996 |
|
RU2097460C1 |
| Способ изготовления каната из фасонных элементов | 1983 |
|
SU1266911A1 |
| СПОСОБ ПРОИЗВОДСТВА КАНАТОВ | 0 |
|
SU348662A1 |
| Канатовьющая машина | 1980 |
|
SU971963A2 |
| Плющилка | 1978 |
|
SU724101A1 |

