ts9
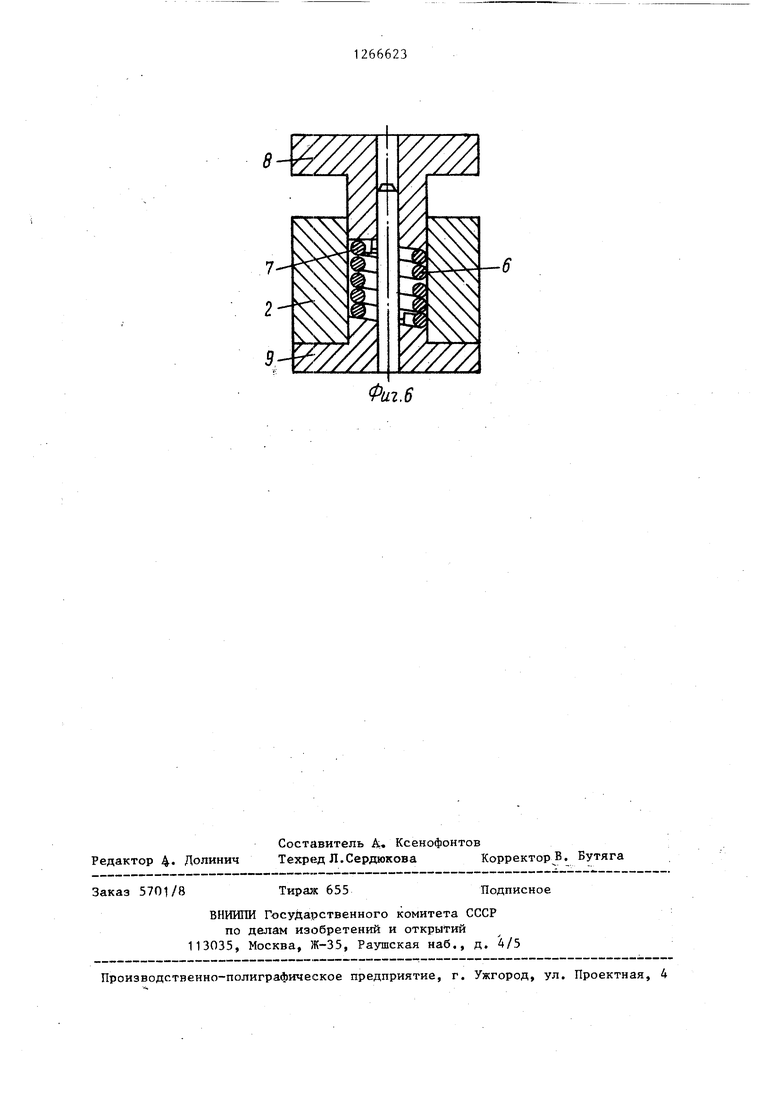
Од О) Од N9 СО Изобретение относится к изготовлению винтовых пружин с витками прямоугольного поперечного сечения. Цель изобретения - расширение тех нических возможностей. На фиг. 1 представлена заготовка; на фиг. 2 - установка заготовки в штампе; на фиг. 3 - заготовка в штам пе после обжатия; на фиг. 4 - обжатая заготовка; на фиг. 5 - пружина после разведения витков; на фиг. 6 модификация способа применительно к изготовлению пружины кручения с отог нутыми внутрь концами (соответствует фиг. 4). Из круглой проволоки диаметром d который подбирают эмпирически или определяют из равенства I (D-d)d (D-a)a-b, навивают заготовку 1 с наружным диаметром D, шагом навивки t,, d и длиной L + (l...2)d и торцы заготовки подшлифовывают до длины 1 (фиг. 1 Заготовку 1 отжигают, смазывают технологической смазкой и закладыва ют в штамп, состоящий из матрицы 2 в виде цилиндрической втулки, пувнсонов 3 и 4 с плоскими торцами и на равляющего штыря 5, при этом суммар ная высота цилиндрических пуансонов 3 и 4 должна быть не меньше высоты матрицы на величину t (фиг. 2), а диаметр направляющего штыря - меньш внутреннено диаметра обжатой пружины (фиг. 3). Далее заготовку обжи мают в штампе до размера I (фиг. 3) извлекают из штампа (фиг. 4), разво дят витки до шага t, соответствующего заданной длине - готовой пружины (фиг. 5), подвергают термообработке (закалка, отпуск) и направляют на окончательную обработку (за чистка заусенцев, контроль, наиесен покрытий). Пример, Требуется изготовит пружину с параметрами D 12 мм, а 2,5 мм, b 0,8 мм, t 1,5 мм, 1 9 мм. Заготовку навивают из круглой проволоки, расчетный диаметр которо определяют по формуле f(D-d)d2 (D-a)a.b 4 (12-d)d (12-2,5)2,5-0,8 (n-d)d2 24,2; d 1,52 (мм); Практически принимают диаметр проволоки 1,6 мм и навивают пружину с наружным диаметром 12 мм и шагом 1,6 мм (т.е. без промежутка между витками). Длину заготовки задают равной 1Й 18 (мм). Ъ Прессование производят на гидравлическом прессе, при этом требуется усипие около 20 т. После прессования витки разводят до шага t 1,5 мм и пружину отправляют на термообработку и завершающие операции (контроль, зачистка, отделка). Модификация по фиг. 6 предназначена для изготовления пружин кручения 6 с отогнутьми внутрь концами 7. В этом случае подшлифовка торцов заменяется отгибкой концов и пуансоны 8 и 9 вместо плоских торцов имеют торцы с наклонными по спирали участками и радиальными пазами для отогнутых концов проволоки. При обжатии заготовок их деформация по наружному контуру ограничивается матрицей 2; по внутреннему контуру материал течет свободно и форма внутренней короткой стороны профиля получается (см. фиг. 3-5) вьшуклой, т.е. прямоугольная форма профиля достигается лишь приближенно. Это не ухудшает параметров пружи ны, однако в отдельных случаях возможно шлифование внутренней поверхности пружины. Способ применим преимущественно для изготовления малогабаритных например, с диаметрами до пружин, 20 мм. Формула изобретения 1. Способ изготовления спиральных пружин, включающий формирование профиля сечения витков, навивку витых заготовок и последующую термообработку пружин, отличающийся тем, что, .с целью расширения технических возможностей путем изготовления пружин с прямоугольным профилем сечения витков, после навивки заготовку подвергают отжигу, после чего формуют профиль сечения витков
пружины путем продольного обжатия заготовки в штампе.
2.Способ по п. 1, о т л и ч аю щ и и с я тем, что перед отжигом витки заготовок разводят до заданного шага.
3.Способ по п. 1, отличающийся тем, что заготовку навивают с шагом, равным диаметру проволоки, который определяют из равенства
I (D-d)d2
(Г)-а)аЬ,
длину заготовки задают равной
Ь
а обжатие в штампе проияводят с базированием по наружному диаметру D до размера Р со свободным течением материала-в направлении к оси пружины,
где D - наружньй диаметр пружины; d - диаметр проволоки заготовки; а - радиальный размер сечения
витка пружины; b - осевой размер сечения витка
пружины;
h - длина заготовки; t - длина пружины после обжатия.
Фиг.З
ч
х
Фиг.2
8
Фиг.6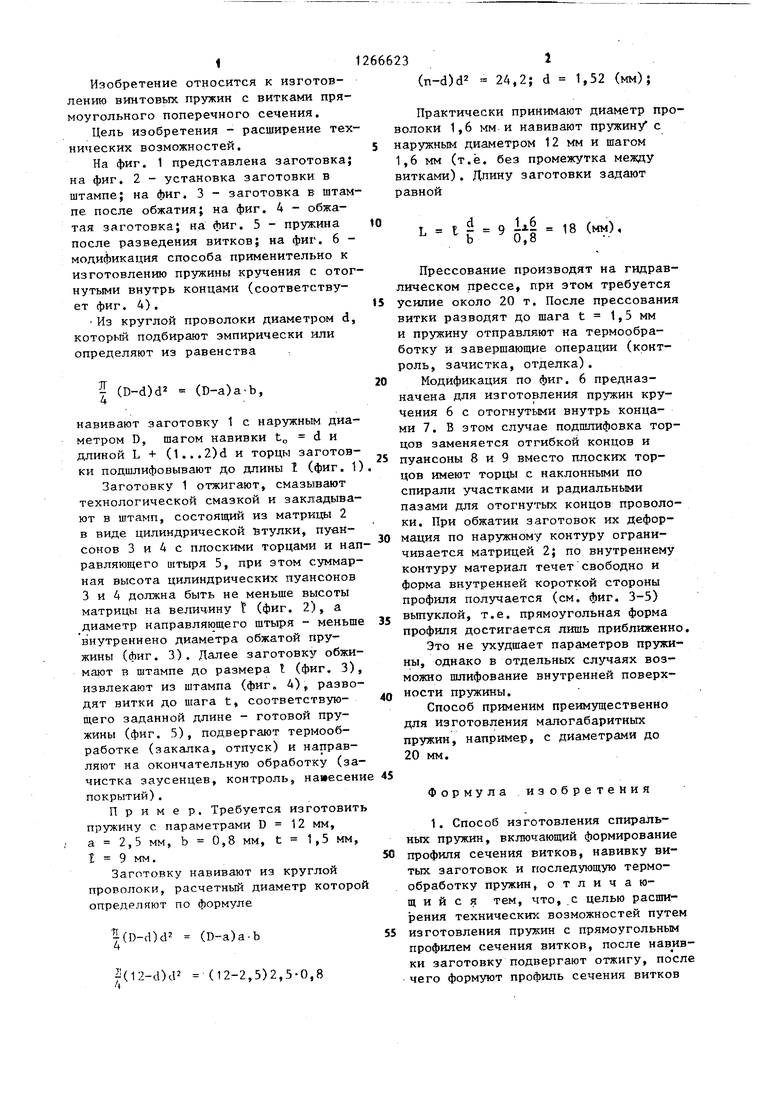
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления пружин с некруглым профилем витка | 1992 |
|
SU1811429A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИНТОВЫХ ПРУЖИН | 1992 |
|
RU2130821C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ПРУЖИН | 1992 |
|
RU2008121C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРУЖИНЫ ИЗ СПЛАВА С ЭФФЕКТОМ ПАМЯТИ ФОРМЫ И ПРУЖИНА, ИЗГОТОВЛЕННАЯ ДАННЫМ СПОСОБОМ | 2005 |
|
RU2309192C2 |
| Способ изготовления тангенциальных расширителей цельноизогнутой конструкции с замком | 1972 |
|
SU507981A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСОВ АТРАВМАТИЧЕСКИХ ИГЛ | 1991 |
|
RU2012247C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТОВ АКТИВНОЙ ЗОНЫ ЯДЕРНОГО РЕАКТОРА (ВАРИАНТЫ) | 1995 |
|
RU2107345C1 |
| КОРПУС ОСКОЛОЧНОГО БОЕПРИПАСА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2238514C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОНАГРУЖЕННЫХ ПРУЖИН СЖАТИЯ | 2004 |
|
RU2275269C1 |
| Способ изготовления ленточной спирали для линий замедления ламп бегущей волны | 1991 |
|
SU1787633A1 |

Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении пружин с прямоугольным сечением витков и ориентацией длинной стороны сечения перпендикулярно оси пружины. Заготовку пружины навивают из. круглой проволоки, отжигают (допустим отжиг проволоки перед навивкой), наносят смаэку и обжимают в штампе в продольном направлении до достижения заданного профиля витков, после чего витки разводят до заданного шага и пружину подвергают термообработке. 2 з.п. ф-лы, ил. 6.
| 1971 |
|
SU412975A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| , | |||
