Изобретение относится к способу изготовления тангенциальных расширителей для ,осъемных пластинчатых колец методом пластической деформаи,ии.
Известен способ изготовления тангенциальных расширителей цельногнутой конструкции для маслосъемных пластинчатых колец, котор|,1й заключается в следующем: навивка змеевидной заготовки из проволоки круглого сечения, плющение змеевидной заготовки из проволоки круглого сечения в змеевидную заготовку с прямоугольным сечением проволоки, выдавливание упоров иребер жесткости в змеевидной заготовке с прямоугольным сечением проволоки, калибровка по ширине змеевидной заготовки с выдавленными упорами и ребрами жесткости, гибка калиброванной змеевидной заготовки и-образный.; профиль.
Недостатки известного способа изготовления тангенциальных расширителей цельногнутой конструкции заключаются в следующем.
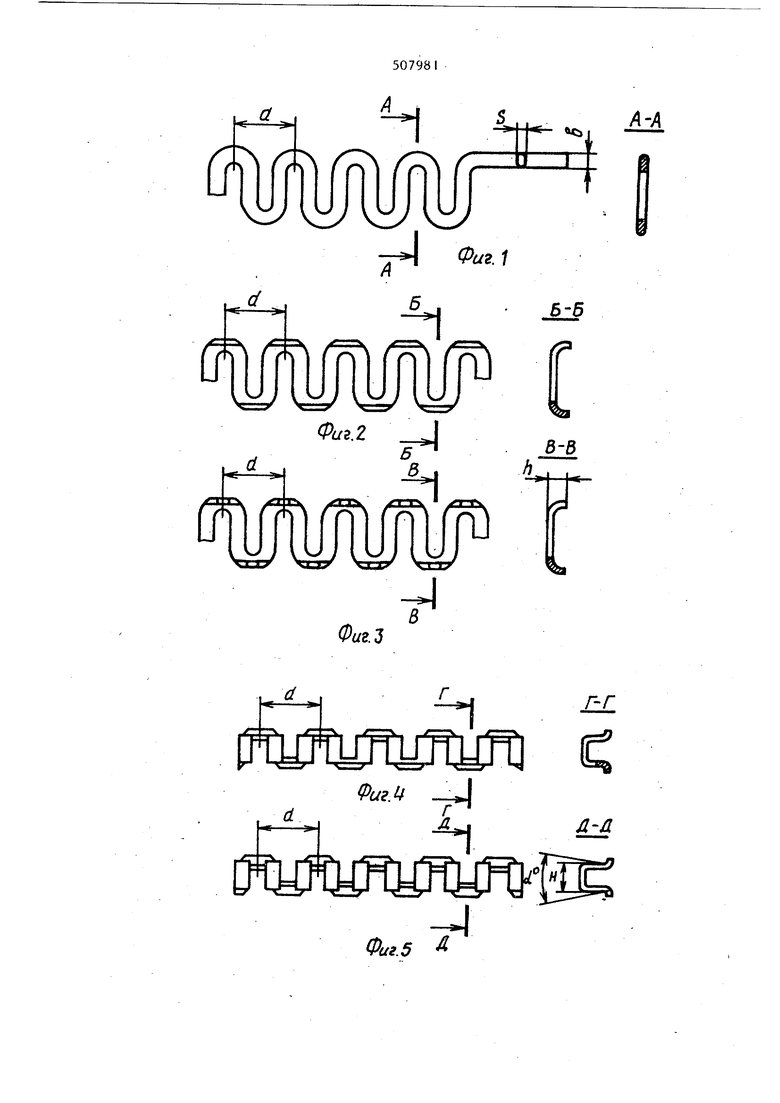
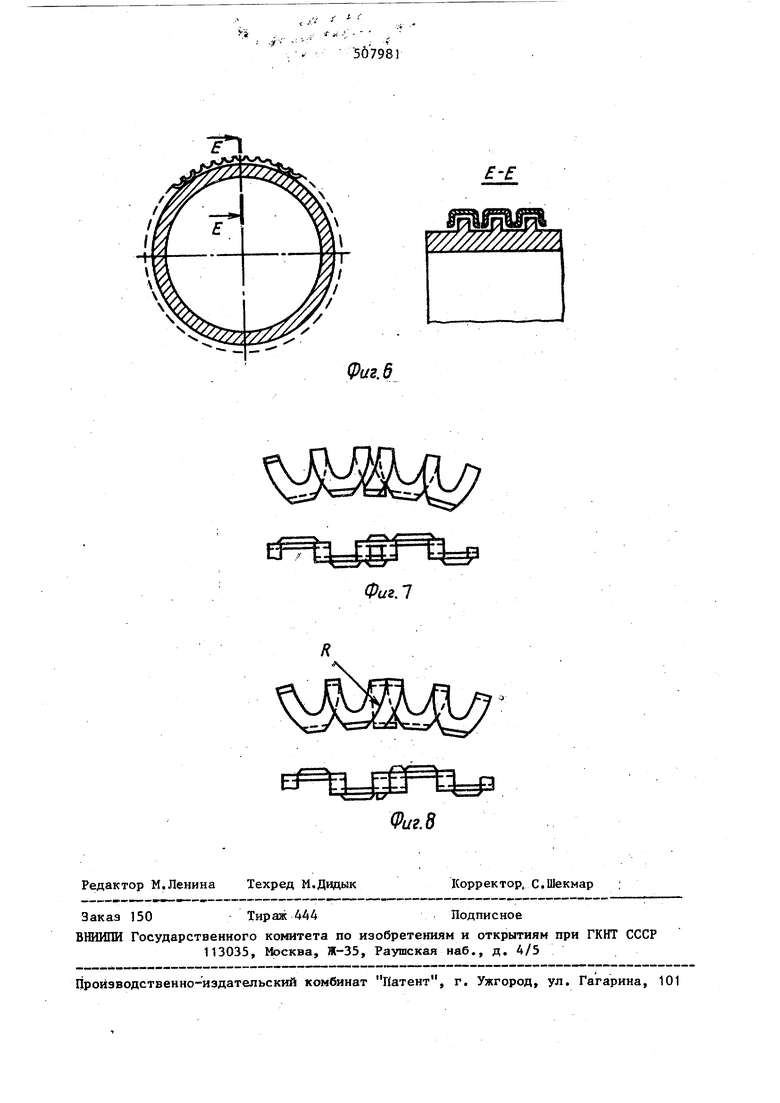
Плющение змеевидной заготовки из проволоки круглого сечения является трудоемкой операцией по следукмцим причинам: требуется предварительный отжиг заготовки для снятия внутренних напряжений после гибки проволоки круглого сечения в змеевидную заготовку, а также промежуточные отжиги после каждого промежуточного прохода плющения, которых должно быть не менее -двух. В противном случае в заготовке могут появиться трещины, так как степень деформации достаточно велика. Проволока по механическим свойствам анизотронна поэтому деформация в процессе плющения должна быть строго направленной с фиксацией по шагу, что практически весьма проблематично В противном случае возможны местные наплывы и искажения заготовки из-за неравномерности упрочнения. Весь процесс плющения, включая промежуточные отжиги, должен проходить при заневоленной змеевидной заготовке, что сделать очень трудно. Вьщавливание упоров с последующей калибровкой змеевидной заготовки по ширине по тем же причинам, что и плю щение, является трудоемкой операцией При этом необходимо учесть, что высо та упоров должна выполняться с большой точностью (в пределах 0,05 мм). Описываемый способ позволяет устранить указанный недостаток за счет того, что с целью повышения качества изготовления расширителей плющение проволоки осуществляют перед операци ей гибки змеевидной пружины, упоры формуют гибкой с последующей калибровкой .по высоте, а после навивки на оправку осуществлйют термообработку с фиксацией спирали по диаметру и последующую разрезку на отдельные расширители с фиксированным положением замка и подрезку его торцов,при этом все операции формовки осуществляют с фиксацией обрабатываемого из делия по шагу. На фиг, 1-3 показана последовательность технологических операций, осуществляемых над заготовкой. Согласно предлагаемому способу изготовление тангенциальных расширителей цельногнутой конструкции прои водится в следукнцей технологической последовательности: навивают змеевид ную пружину (заготовку) из плющенной стальной ленты прямоугольного сечени (бхв) с фиксацией по шагу а (фиг. отгибают упорц с.фиксацией заготовки по шагу а (фиг. 2), кшп1бруют упоры до высоте в размер. Н с фиксацией заготовки по шагу а фиг. 3, гнут . и-образный профиль с фиксацией по шагу .а (фиг. 4), калибруют U-образный профиль в размер И и угол oL с фиксацией по шагу а (фиг. 5), навивают спираль из змеевидной ленты и-образного профиля на оправке (фиг. б), закаливают профильную спираль на оправке, отпускают профильную спирашь на оправке, снимают профильную спираль с опрачки и режут или рубят на отдельные расширители с фиксированны.м полоя(;ением замка . внахлест (фиг. 7), подрезаьэт торцы замка расширителя по радиусу R (фиг. 8). В предлагаемом способе изготовления тангенциальных расширителей отпадает необходимость в таких трудоемких операциях, как несколько промежуточных отжигов и вьщавливание, которое необходимо выполнить при заневоленном положении змеевидной заготовки. Необходимо также отметить, что точность упоров по высоте выполнении последних методом гибки с последующей калибров1..ой получается значительно вьш1е, чем при вьщавлива- I . ,. Фиксация змеевидной заготовки при предлагаемом методе выполняется только по шагу а (фиг. 1-5) в процессе профилирования тангенциального расширителя. Фиксация может быть выполнена с помощью Штифтов и зубцов на профилирующем инструменте.
/:Г /±N
Фи.г J(
Л,Л
тШ
Хв 2 ХЬ .мСЭ СС2 ЗСХ
Л)
ОСЗ ХтХ GCHC СЕЗТ
0i/e.J
АА
e-g
UH.
J
-J
5
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления тангенциальных расширителей для маслосъемных поршневых колец | 1975 |
|
SU691231A1 |
| Способ формирования W-образного профиля | 1985 |
|
SU1350910A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕВЫХ КОЛЕЦ И УСТРОЙСТВО ДЛЯ НАВИВКИ СПИРАЛИ ИЗ СТАЛЬНОГО ПРОФИЛЯ | 2002 |
|
RU2219036C2 |
| Способ изготовления тангенциальных расширителей и устройство для его осуществления | 1984 |
|
SU1253045A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТАНГЕНЦИАЛЬНЫХ РАСШИРИТЕЛЕЙ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2185268C2 |
| Устройство для гибки длинномерных заготовок из тонколистового материала | 1987 |
|
SU1546194A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ СПИРАЛЕЙ | 1998 |
|
RU2146178C1 |
| Способ гибки заготовок из листового материала | 1981 |
|
SU1037468A1 |
| Способ изготовления из полосы изделий с винтовыми ребрами | 1990 |
|
SU1754273A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕВЫХ КОЛЕЦ | 1998 |
|
RU2132763C1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ТАНГЕН- ЦИАЛЬНЬСС РАСШИРИТЕЛЕН ЦЕЛЬНОИЗОГНУ- ТОЙ КОНСТРУКЩЯ! С ЗА1'1КОИ, включающий операции гибки змеевидной плоской пружины, плющения проволоки, формовки упоров и их калибровки, гибки U- образного профиля, навивки на оправку и последующей разрезки на мерныечасти, отличающийся тем, что, с целью повьшения качества изготовления расширителей, плющение проволоки осуществляют перед операцией гибки змеевидной пружины, упоры формуют гибкой с последующей калибровкой по высоте, а после навивки на оправку осуществляют термообработку с фиксацией спирали по диаметру, и последующую разрезку на отдельные расширители с фиксированным положением замка, и подрезку его торцов, при этом все операции формовки осуществляют с фиксацией обрабатываемого • изделия по шагу.
Г-Г
V ,
.
567981
тш
