Изобретение относится к черной металлургии и может быть использовано в прокатном производстве при отжиге плотносмотаных рулонов или стоп листов холоднокатаной низкоуглеродиетой, преимущественно, стабилизированной алюминием стали, предназначенной, для холодной штамповки деталей.
Целью изобретения является пoвы- шение уровня и однородности физикомеханических свойств по всему объему садки с одновременным сокращением общей продолжительности отжига.
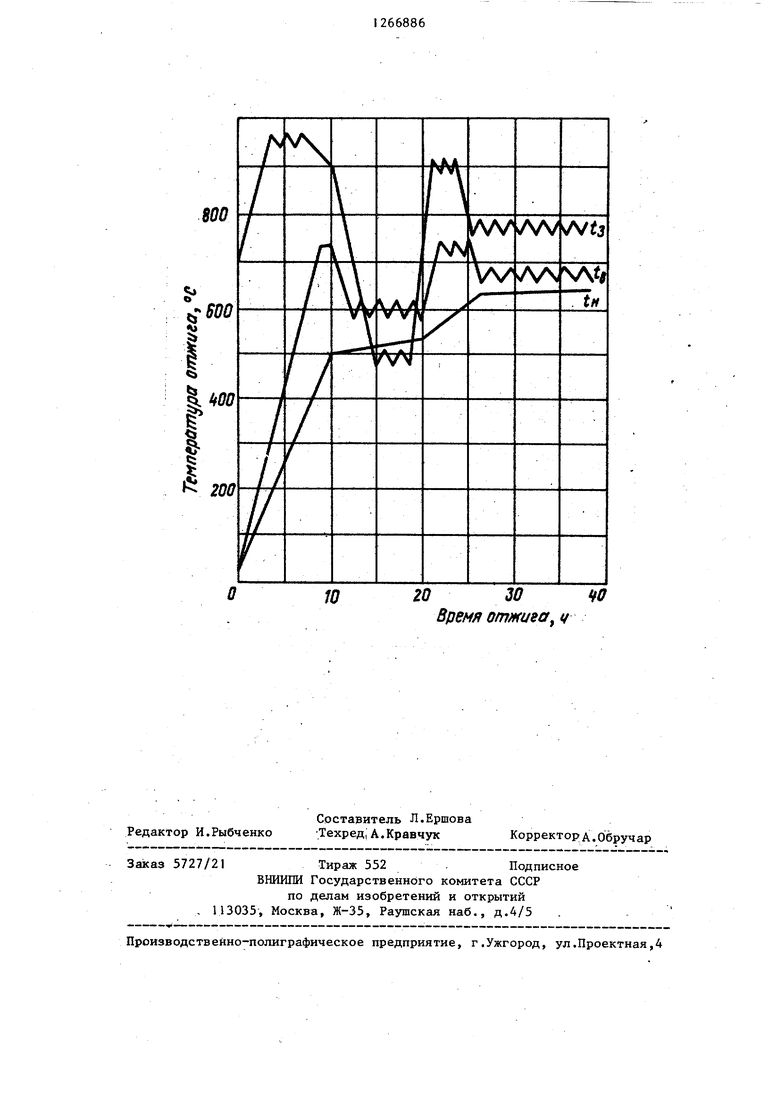
На чертеже представлен график режима нагрева, где t, t температуры по верхней и нижней .технологическим термопарам; t.j - температура по зональной термопаре. Ломаные линии обозначают автоматическое регулирование температуры.
Пример. Холоднокатаные листы иэ стали марки 0810 размером 0,80х х800х15 0 мм позиции 10СВА упаковывают на стенд в четыре стопы высотой 1650 мм и весом садки до 65 т. Отжиг осуществляют в промьшшенных колпаковых газовых печах без нижнего подогрева стенда и принудительной циркуляции защитной атмосферы. Состав 30
защитного газа: 3-7% водорода и 9793% азота. Контроль температуры метала осуществляют двумя технологическими т.ермопарами, установленными одна под верхними листами (термопара tj) и другая на нижнем стендовом листе (термопара t), что соответствует опережающей (верхней) и отстающей (нижней) по прогреву частям садки. Автоматические двухпозиционное регулирование температуры выполняют по верхней технологической термопаре с помощью электронных потенциометров .типа КСП-4 и исполнительных механизмов, управляющих подачей газа и эжекторного воздуха.
После упаковки металла на стенд садку накрывают муфелем, нагревательным колпаком и осуществляют отжиг в следуйзщей последовательности. Верх садки нагревают со скоростью 5070°С/ч до 710-730°С по термопаре t, и поддерживают ее постоянной (0-3 ч) до момента достижения низом садки температуры промежуточной дорекрисгаллизационной выдержки 480-520-°С по термопаре ц , после чего температуру верха садки снижают до 590620°С (первый тепловой импульс)-. Далее при указанной температуре верх садки выдерживают до завершения времени промежуточной выдержки (не более 10 ч) в низе садки.
Вновь поднимают температуру верха садки до 710-730°С, подцержвивают ее постоянной (1-7 ч), пока низ садки не достигнет минимальной температуры . окончательной вьщержки , затем снижают температуру верха садки до 680-700°С (второй тепловой импульс) и проводят окончательную выдержку длительностью не менее 4 ч по ниэу садки. По завершении нагрева продолжительностью 38-40 ч снимают колпак и охлаждают металл под муфелем до достижения низом садки 150°С.
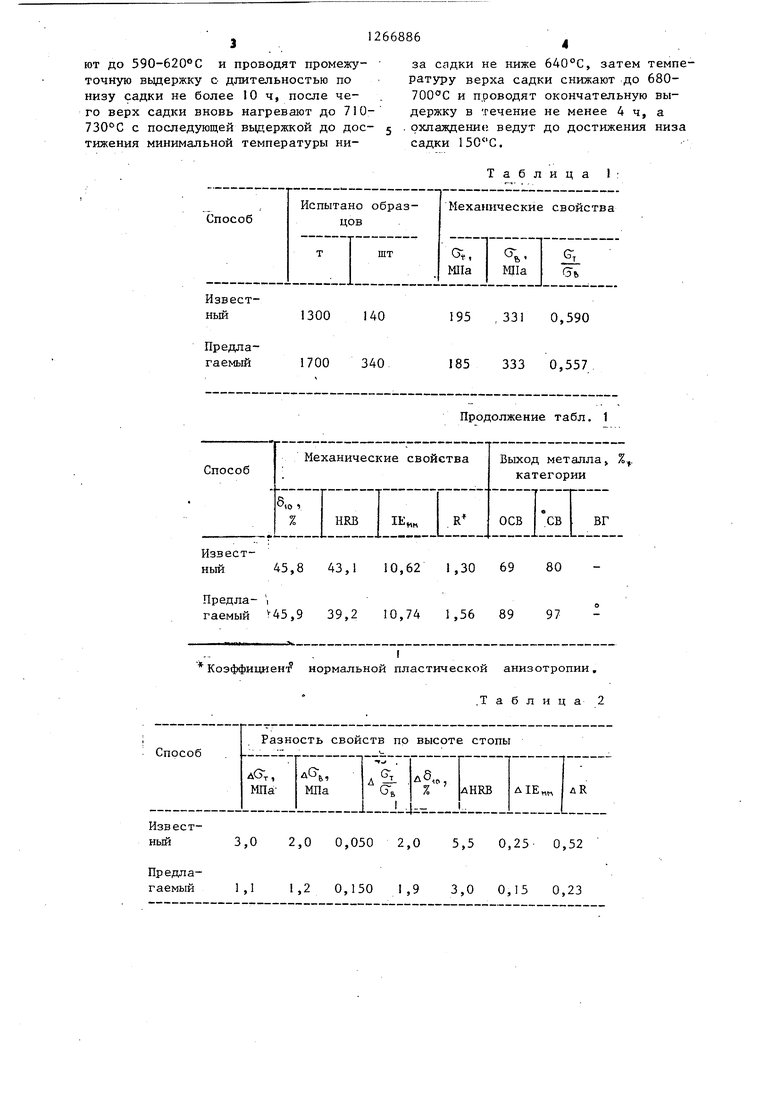
Отожженные листы подвергают дреси- ровке с обжатием 0,8-1,2%. Результаты испытаний механических свойств листов стали марки 08Ю представлены в табл.1 и 2.
Предлагаемьй способ отжига в среднем по объему садки обеспечивает
рост размера и степени вытянутости зерна на 1 балл, снижение твердости на 4 HRB и предела текучести на 10 МПа при практически неизменном
металла высших категорий вытяжки на 17-20%, а также повышение однородности свойств по высоте садки в 23 раза.
Предлагаемый способ по сравнению с известньм позволяет сократить общую продолжительность отжига на 20-25%.
Формула изобретения
Способ рекристаллизационного отжитга холоднокатаной низкоуглеродистой, стабилизированной алюминием стали, включающий нагрев, промежуточную выдержку,-окончательную выдержку и охлаждение садки металла, отличающийся тем, что, с целью повышения уровня и однородности физико-механических свойств по всему объему садки с одновременным сокращением общей продолжительности отжигга, нагрев ведут тепловыми импульсами, при этом сначала нагревают верх садки со скоростью 50-70°С/ч до 710-730°С, а низ - до 480-520С, затем температуру верха садки снижапределе прочности, увеличение выхода
j1266886
ют до 590-620 с и проводят промежу-за садки не ниже 640°С, затем темпеточную выдержку о длительностью по ратуру верха садки снижают до 680низу садки не более 10 ч, после че- . и проводят окончательную выго верх садки вновь нагревают до 710-держку в течение не менее 4 ч, а
с последующей выдержкой до дос- 5 охлаждение, ведут до достижения низа
тижения минимальной температуры ни-садки .
Таблица 1 ;
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОТЖИГА ХОЛОДНОКАТАНЫХ ПОЛОС | 2004 |
|
RU2280701C1 |
| Способ рекристаллизационного отжига холоднокатаной низкоуглеродистой стали | 1985 |
|
SU1337425A1 |
| Способ термической обработки холоднокатаной низколегированной листовой стали повышенной прочности в колпаковых печах | 1988 |
|
SU1601155A1 |
| СПОСОБ ОТЖИГА РУЛОНОВ ХОЛОДНОКАТАНЫХ ПОЛОС | 2007 |
|
RU2344183C1 |
| Способ регулирования нагрева металла в колпаковой печи | 1990 |
|
SU1728302A1 |
| СПОСОБ ОТЖИГА ХОЛОДНОКАТАНЫХ ПОЛОС | 2005 |
|
RU2294388C1 |
| СПОСОБ ОТЖИГА В КОЛПАКОВОЙ ПЕЧИ | 2010 |
|
RU2445382C1 |
| СПОСОБ ПРОИЗВОДСТВА ЧЕРНОЙ ЖЕСТИ | 2008 |
|
RU2371486C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНОЙ ПОЛОСЫ В КОЛПАКОВОЙ ПЕЧИ | 2004 |
|
RU2261281C1 |
| СПОСОБ ОТЖИГА НИЗКОУГЛЕРОДИСТОЙ СТАЛИ, ПРОКАТАННОЙ НА ТЕКСТУРИРОВАННЫХ ВАЛКАХ | 2011 |
|
RU2458154C1 |
Способ относится к черной меiталлургии и может быть использован в прокатном производстве для отжига ;плотносмотаных рулонов или стоп листов холоднокатаной кизкоуглеродистой, преимущественно стабилизированной алюминием стали. Цель изобретения - повышение уровня и однородности физико-механических свойств стали по всему объему садки с одновременным сокращением общей продолжительности отжига. Сущность способа состоит в том, что нагрев перед вьщержками ведут тепловыми импульсами и осуществляют в отстающей по температуре части садки двухступенчатый режим отжига с дорекристаллизационной промежуточной вьщержкой. Способ в среднем по объему садки обеспечивает рост размера и степени вытяну(Л тости зерна на 1 балл, снижение твер дости на 4 HRB и предела текучести на IО МПа при практически неизменном пределе прочности, повышение однородности свойств в 2-3 раза, а также увеличение выхода металла высших каfe тегорий вытяжки на 17-20% при сокращении на 20-25% общей продолжительР ности отжига. 1 ил. 2 табл. о 00 00 о:
1300 140 1700 340
Известный 45,8 43,1 10,62 1,30 69 80
Предла- ,
гаемый U5,9 39,2 10,74 1,56 89 97
Коэффициен нормальной пластической анизотропии,
3,0 2,0 0,050 2,0 5,5 0,25 0,52
1,1 1,2 0,150 1,9 3,0 0,15 0,23
195 ,331 0,590 185 333 0,557
Продолжение табл. 1
.Таблица 2
| Патент США 3336166, кл | |||
| ПРИСПОСОБЛЕНИЕ ДЛЯ КОПИРОВАНИЯ РИСУНКОВ ИЗ КНИГ | 1929 |
|
SU14812A1 |
| 0 |
|
SU401733A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
