10
Изобретение относится к прокатнЗНу роизводству и может быть использовао при изготовлении холоднокатаной- изкоуглеродистой стабилизированной алюминием стали, применяемой в автомобилестроении ддя кузовных деталей.
Целью изобретения является увеличение выхода металла особо сложной вытяжки при одновременном сокраще- НИИ расхода энергоносителей.
Пример, В колпаковых печах отожгли плотносмотанные рулоны весом по 25 т (вес, садки 75 т) широкополосной (ширина полось 1850 мм) стали марки 0810 следующего химического состава, вес.%: С 0,08;Si 0,01; Мп 0,33; S 0,024; Р 0,016; А1 0,05.
Отжигу подвергали холоднокатаную полосу толщиной 0,9; 1,0; Г,5; 1,8; 2,5 и 3,0 мм. В процессе отжига-рас- пределение температуры в рулоне, установленном внизу стопы, контролировали шестью хромель-алюмелевыми тер15
20
мопарами, заложенными в каналы, просверленные в рулоне на 1/4 и 1/2, высоты (ширины полосы) рулона на расстояниях 50, 235,345 мм от наружного витка. Установлено, что отстающей по нагреву является точка с координатами: 345 мм от наружного витка по радиусу на глубине 1/2 высоты рулона; наружный диаметр рулона 1830 мм, внутренний диаметр 800 мм, толщина намотки 510 мм. Регулирование процесса отжига осуществляли по показаниям стендовой термопары, установленной в стенде колпаковой печи на уровне нижнего торца нижнего рулона, но вне пределов рулона.
Отжиг производили по двум режимам режим I - по известному способу, режим II - по предлагаемому способу.
Режим I. Отжиг с промежуточной докристаллизационной.вьщержкой при 580 С; нагрев до 580 С 6 ч, вьщержка 18 ч, нагрев до 690°С по стендовой термопаре 3 ч, выдержка при 690°С 27 ч, общее время нагрева 54 ч.
Режим II. Отжиг с двумя промежуточными выдержками - дорекристаллиза- ционной и послекристаллизационной. Нагрев до 5 ч, выдержка при
10 ч, нагрев до держка при 650°С 7ч,
650°С 1 ч,
вы- о
охлаждение, отлича тем, что, с целью увелич металла особо сложной в одновременном сокращении энергоносителей, в перио после промежуточной вЬще вляют дополнительную про
нагрев до 710 С 640-660 С.
5
0
1 ч, вьщержка при 710°С 30 ч, общее время отжига 54 ч.
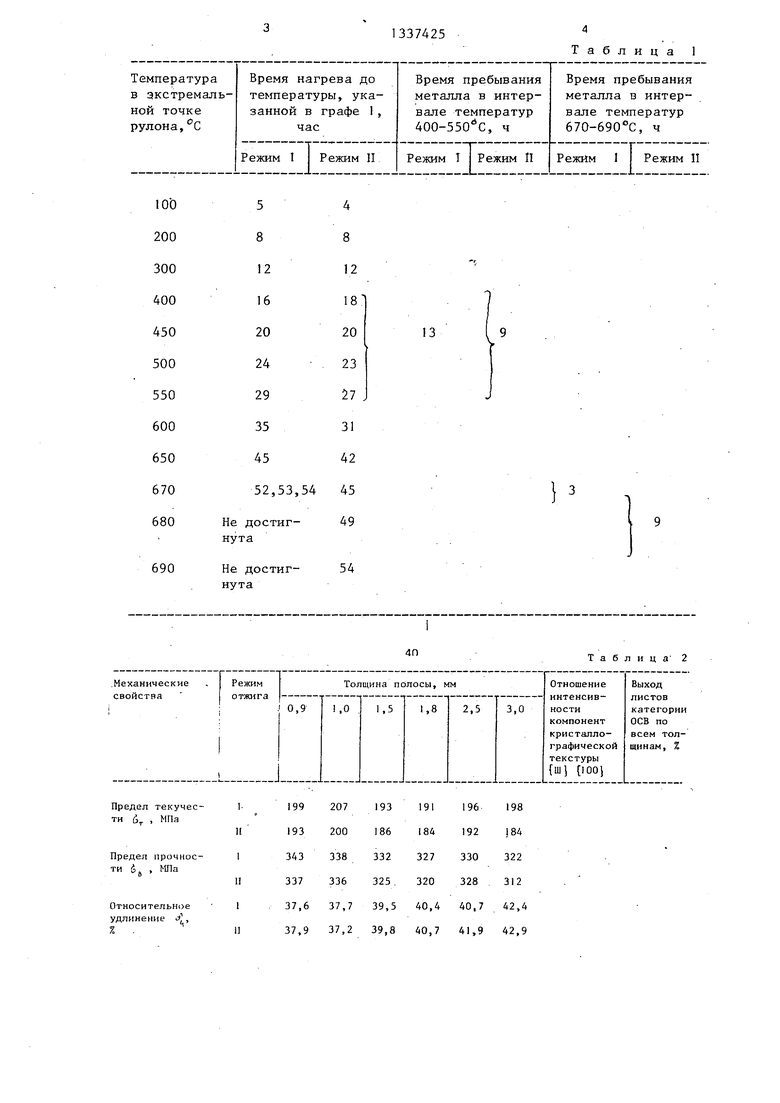
Температурно-временные характеристики режимов I и П представлены в табл.1, данные механических испытаний - в табл.2.
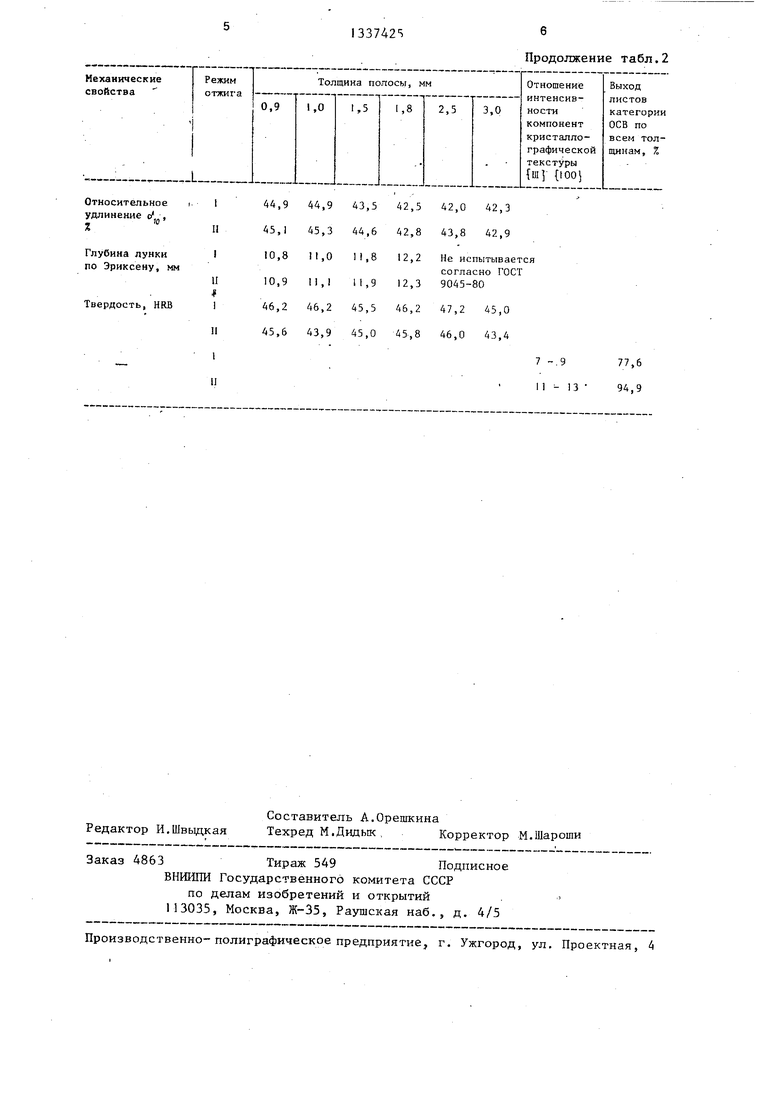
Из представленных в табл.1 дан- ных следует, что температурно-вре- менные параметры отжига по предлагаемому способу более благоприятны для формирования текстуры с сильной компонентной |in|. При отжиге по предлагаемому способу формируется комплекс механических свойств, определяющих увеличение выхода листов категории ОСВ на 17,3%, при этом предел текучести снижается на 4-7 МПа, предел прочности - на 2-10 МПа, относительное удлинение сС возрастает на 0,3-1,1 абс.%, глубина лунки по Эрик- сену увеличивается на 0,1 мм, твердость снижается на 0,5-2,5 HRB.
Кроме того, за счет рационального использования сокращается расход природного газа на 4-5%.
Использование предлагаемого способа рекристаллизационного отжига холоднокатаной низкоуглеродистой широкополосной стали по сравнению с известным обеспечивает увеличение выхода листов категории особо сложной вытяжки на 16-17%; формирование текстуры рекристаллизации с высокой интенсивностью компоненты (Ш, что снижает отбраковку деталей при штамповке; уменьшение энергозатрат на 4-5%.
5
0
5
40 Формула изобретения
Способ рекристаллизационного отжига холоднокатаной низкоуглеродистой стали, включающий нагрев с выдержкой при температуре вьш1е температуры начала рекристаллизации, окончательную выдержку при 690-710°С и
охлаждение, отличающийся тем, что, с целью увеличения выхода металла особо сложной вытяжки при одновременном сокращении расхода энергоносителей, в период нагрева после промежуточной вЬщержки осуществляют дополнительную промежуточную
I199207193191196198
И193200186184192184
1343338332327330322
И337336325.320328312
1. 37,637,739,540,440,742,4
И37,937,239,840,741,942,9
Таблица 1
4П
Таблица- 2
м
1
II
I
II
I
1
II
I И
44,944,943,542,542,0 42,3
45.145,344,642,843,8 42,9
10.811,0),812,2Не испытывается
согласно ГОСТ
10.911,1И,912,39045-80
46.246,245,546,247,2 45,0 45,643,945,045,846,0 43,4
Редактор И.Швыдкая
Составитель А.Орешкина
Техред М.Дидык , Корректор М.Шароши
Заказ 4863Тираж 549Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная,
I33742S
6 Продолжение табл.2
7 -.9
II - 13
77,6 94,9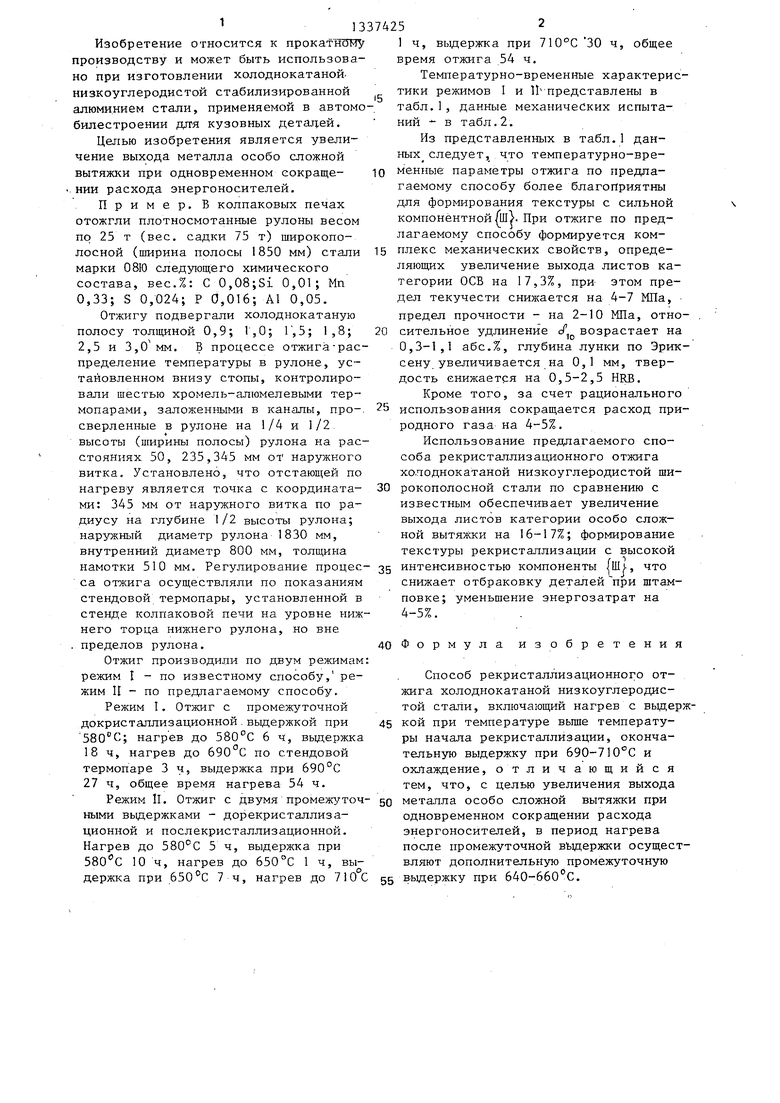
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНОЙ ПОЛОСЫ В КОЛПАКОВОЙ ПЕЧИ | 2004 |
|
RU2261281C1 |
| СПОСОБ ОТЖИГА РУЛОНОВ ХОЛОДНОКАТАНЫХ ПОЛОС | 2007 |
|
RU2344183C1 |
| Способ термической обработки холоднокатаного листового проката | 1990 |
|
SU1698302A1 |
| Способ термической обработки холоднокатаной низколегированной листовой стали повышенной прочности в колпаковых печах | 1988 |
|
SU1601155A1 |
| СПОСОБ ОТЖИГА ХОЛОДНОКАТАНЫХ ПОЛОС | 2004 |
|
RU2280701C1 |
| Способ термической обработки рулонов из холоднокатаных листовых сталей | 1983 |
|
SU1145038A1 |
| Способ термической обработки холоднокатаного листового проката повышенной прочности | 1987 |
|
SU1461771A1 |
| СПОСОБ ОТЖИГА СТАЛЬНОЙ ПОЛОСЫ В ОДНОСТОПНОЙ КОЛПАКОВОЙ ПЕЧИ | 2000 |
|
RU2182933C2 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ПОЛОСЫ | 2003 |
|
RU2238988C1 |
| СПОСОБ ОТЖИГА РУЛОНОВ В КОЛПАКОВОЙ ПЕЧИ | 2005 |
|
RU2293772C1 |
Изобретение относится к области черной металлургии и может быть использовано в прокатном производстве для получения холоднокатаной низкоуглеродистой широкополосной стали, в особенности стабилизированной алюминием, применяемой в автомобилестроении для кузовных деталей. Цель изобретения - снижение предела текучести и твердости отожженной стали, увеличение выхода металла особо сложной вытяжки при одновременной экономии энергоносителей. Сущность способа состоит в том, что отжиг широкополосной (ширина 1500 мм и более) стали, стабилизированной алю№шием, в рулонах весом 20-30 т осуществляют с трехступенчатым нагревом с промежуточньгми выдержками при 580-600 0 и температуре 640-660°С. Окончательную выдержку производят при 710-730°С. Дополнительная промежуточная выдержка при температуре 640-660 С позволяет увеличить скорость нагрева в экстремальной точ- f ке температурного поля рулона на 5-6°С/ч в интервале температур 400- , что обеспечивает пребывание металла в этом интервале температур с оптимальной продолжительностью 6- 10 ч. При этом происходит выделение метастабильного нитрида алюминия с кубической решеткой, обуславливающего формирования текстуры рекристаллизации с высокой интенсивностью ориентировки компоненты |П. 2 табл. (Л
| Боняковский М.А | |||
| и др | |||
| Производство автомобильного листа, М.: Металлургия, 1979, с | |||
| Способ укрепления под покрышкой пневматической шины предохранительного слоя или манжеты | 1917 |
|
SU185A1 |
| 0 |
|
SU401733A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
