ьэ
Од
00 00
го
00
-Изобретение относится к электрохимикомеханической обработке, в частности к элeктpoxимичecкo fy хонингованию.
Цель изобретения - повьш1ение производительности путем увеличения режущей способности брусков.
Поставленная цель достигается за счет скоординированных осевых и радиальных колебаний, повьшающих режущую способность хонингованных брусков путем улучшения процесса самозатачи вания.
На чертеже изображены графики, . поясняющие предлагаемый способ (So f(t) - закон перемещения хонинговального бруска при осевых колебаниях; Vo 45,(t) - закон изменения скорости хонинговального бруска при ОСЕВЫХ колебаниях; Sp V(t) - закон перемещения хонинговального -бруска при радиальных колебаниях).
.Сущность choco6a заключается в :следующем.
Процесс обработки включает аиодное растворение металла и механическое резание-царапание обрабатываемой поверхности. В процессе обработки режущие кромки и вершины абразивных (алмазных) зерен притупляются и скругляются, интенсивность процесса ре занйя-царапания и депассивации поверхности уменьшается. В опредехшнньй момент времени силы микрорезания 5 действуиицие на единичное зерно,.превышают; предел прочности зерна, оно скалывается, образуя новые режущие кромки, и режущая способностьзернавосстанавливается, При обработке заготовки по предла гаемому способу электрохимического хонингования каждому максимальному перемещению хонбрусков в процессе радиальной осцилляции в сторону обра батываемого металла, т.е. максималв ному внедрению в обрабатываемый мате риал абразивных (алмазных) зерен, соответствует максимальная скорость осевой осцилляции хонбрусков. Таким образом, в данньй момент времени воз никают наилучшие условия для npeBbmie ния предельных значений сил микрорезания, необходимых для скола притуг, пившихся абразивных (алмазных) зег реи, что улучшает процесс самозатачивания абразивных зерен и существенно повышает режущую способность хонбрусков, повышая производительность процесса электрохимического хонингования. Кроме того, усилие микрорезания приобретает ярко выраженный ударно-циклический характер. Подобньй характер усилия микрорезания вызывает изменение напряженно деформированного состояния металла зоны микрорезания, переход его в более хрупкое состояние. Процесс отделения охрупченного срезанного слоя облегчается. Таким образом, наложение дополнительных скоординиро ванных осевых и радиальных колебаинй позволяет повысить динамичность (ударность) процесса электрохимического хонингования.
Процесс обработки осуществляется следующим образом.
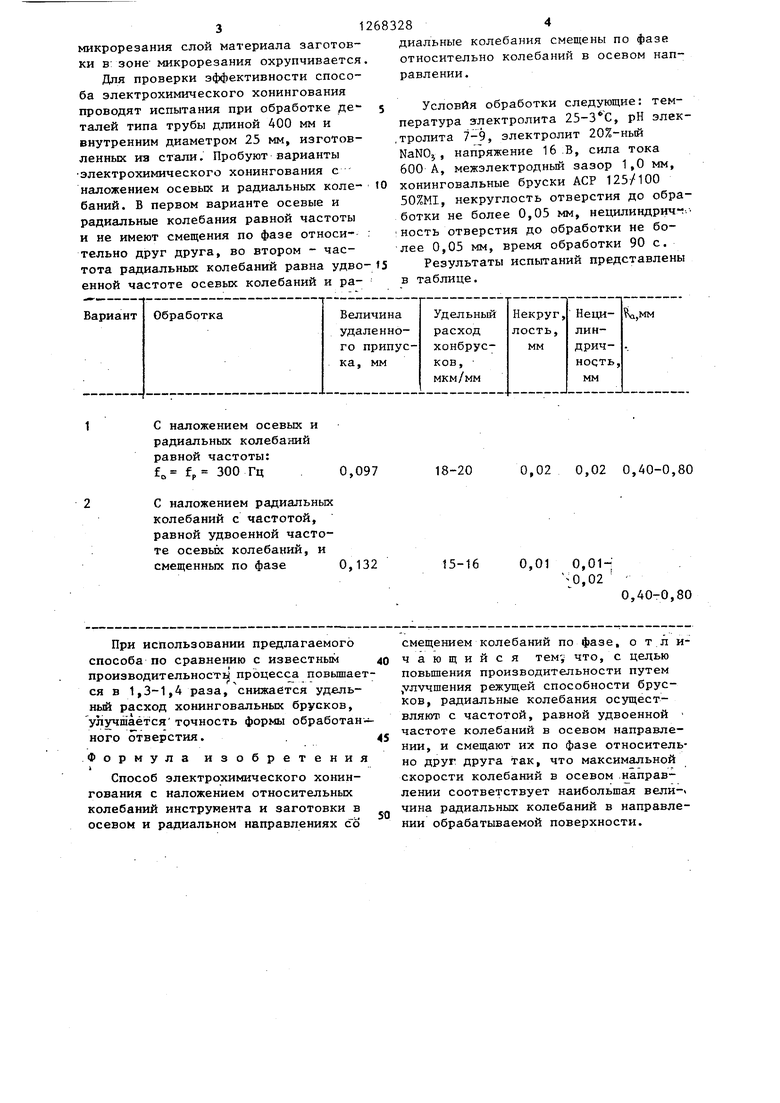
Хонинговальная головка совершает возвратно-поступательное и вращатель-, ное движения. На хонинговальную го- п ловку накладывают дополнительные осевые и радиальные колебания, причем частоту радиальных колебаний хон5 брусков назначают равной удвоенной частоте колебаний головки в осевом направлении. Кроме того, радиальные колебания определенным образом-смещают по фазе относительно осевых колебаний. В -результате этого, когда хонбрусок, совершая осевые колебания в соответствии с законом So f(t), занимает нейтральные положения относительно нулевой оси перемещений -SQ (точки 1-3), скорость колебаний в осевом направлении по абсолютной величине достигает максимального значения (точки 1- З) . В этот момент хонинговальные бруски, совершая ра(Диальные колебания в соответствии с законом Sp P(t), получают наибольшее смещение в сторону обрабатваемой заготовки (точки l - 3 ) . При этом абразивные (алмазные) зерна внедряются в обрабатываемьй материал в максимальной степени и имеют максимальную по абсолютной величине скорость осевых колебаний. Процесс самозатачивания хонбрусков в таких условиях происходит наиболее эффективно, Tai как сила микрорезания, действующая : на зерно, возрастает (увеличивается) и может превысить предельное значение, необходимое для скола приработавшегося зерна. Облегчается механический съем металла заготовки, так как благодаря ударно-циклическому характеру усилия 3 микрорезания слой материала заготовки в: зоне микрорезания охрупчивается Для проверки эффективности способа электрохимического хонингования проводят испытания при обработке деталей типа трубы длиной 400 мм и внутренним диаметром 25 мм, изготовленных иа стали. Пробуют варианты электрохимического хонингования с наложением осевых и радиальных колебаний. В первом варианте осевые и радиальные колебания равной частоты и не имеют смещения по фазе относительно друг друга, во втором - частота радиальных колебаний равна удво енной частоте осевых колебаний и ра284диальные колебания смещены по фазе относительно колебаний в осевом направлении. Условия обработки следующие: температура зглектролита , рН электролита 7-9, электролит 20%-ный NaNOj, напряжение 16.В, сила тока 600 А, межэлектродный зазор 1,0 мм, хонинговальные бруски АСР 125/100 50%М1, некруглость отверстия до обработки не более 0,05 мм, нецилиндрич-. кость отверстия до обработки не более 0,05 мм, время обработки 90 с. Результаты испытаний представлены в таблице.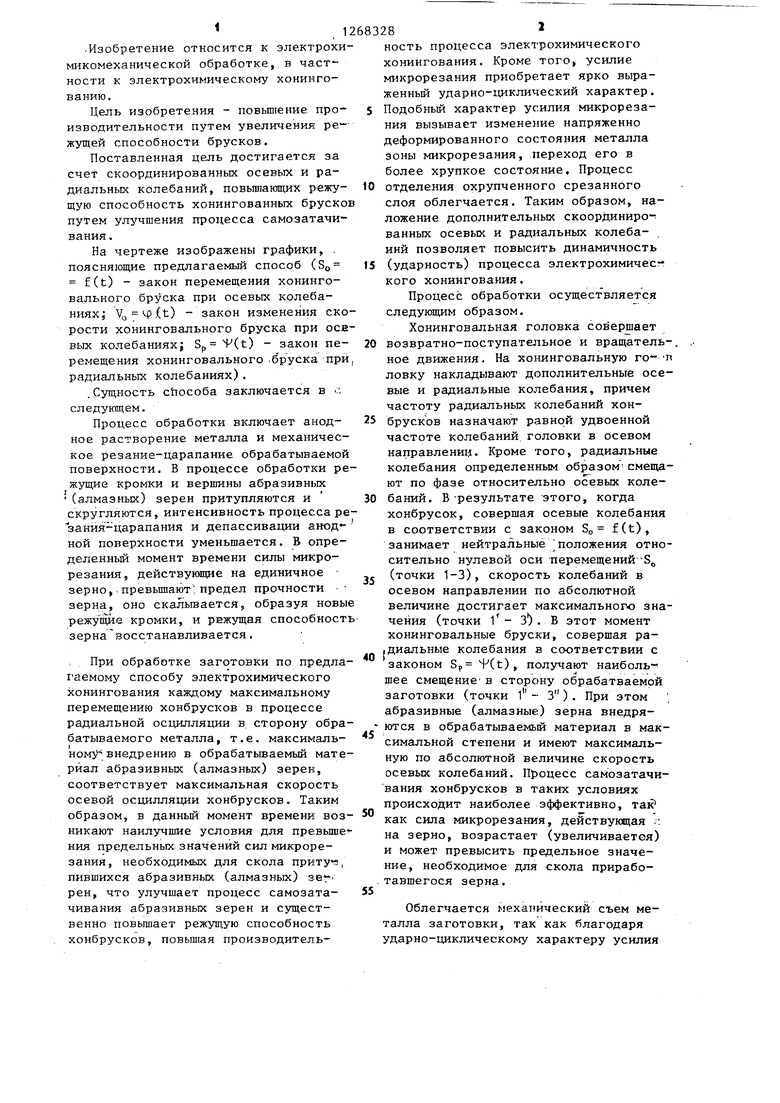
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ С ГИДРОУДАРОМ | 2001 |
|
RU2192954C1 |
| СПОСОБ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2004 |
|
RU2252856C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ С ГИДРОУДАРОМ | 2001 |
|
RU2192955C1 |
| СПОСОБ ХОНИНГОВАНИЯ КОНИЧЕСКИХ ОТВЕРСТИЙ | 2004 |
|
RU2270747C1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА ДЛЯ ОБРАБОТКИ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2004 |
|
RU2267394C1 |
| ПНЕВМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2004 |
|
RU2252857C1 |
| СПОСОБ ХОНИНГОВАНИЯ | 1999 |
|
RU2155123C1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ | 1998 |
|
RU2121422C1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 1998 |
|
RU2146594C1 |
| ПНЕВМАТИЧЕСКАЯ ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 2004 |
|
RU2252127C1 |

Изобретение относится к области электрохимикомеханической обработки. Целью изобретения является повышение производительности процесса путем улучшения режущей способности хонинговальных брусков за счет- скоординированных радиальных и осевых колебаний брусков i Частота радиальных колебаний в два раза больше частоты колебаний в осевом направлении и они смещены по фазе так, что максимальной скрости колебаний в осевом направле) НИИ соответствует наибольшая величина радиальных колебаний. Такая динамика колебаний обеспечивает возникновение наилучших условий, когда значения сил микрорезания превышают предел прочности притупившихся зерен, в результате чего происходит их скол. Это улучшает процесс самозатачивания абразивных зерен и повьш1ает режущую способность хонинговальных брусков. сл 1 ил. 1 табл.
С наложением осевых и радиальных колебаний равной частоты: f f 300 Гц
С наложением радиальных колебаний с частотой, равной удвоенной частоте осевьк колебаний, и смещенных по фазе 0,132
При использовании предлагаемого способа по сравнению с известным производительносТ процесса повышается в 1,3-1,4 раза, снижается удельный расход хонинговальных брусков, улучшается точность формы обработанного о тверстия. .
Формула изобретения
Способ электрохимического хонингования с наложением относительных колебаний инструмента и заготовки в осевом и радиальном направлениях со
18-20
0,02 0,02 0,40-0,80
15-16
0,01 0,01-:
,02
0,40-0,80
смещением колебаний по фазе, о т л ичающийся тему что, с целью повышения производительности путем ,vлvчшeния режущей способности брусков, радиальные колебания осуществляют с частотой, равной удвоенной частоте колебаний в осевом направлении, и смещают их по фазе относительно друг друга так, что максимальной скорости колебаний в осевом -направлении соответствует наибольшая вели-i чина радиальных колебаний в направлении обрабатываемой поверхности.
| Способ электрохимической размерной обработки | 1973 |
|
SU506483A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
