Изобретение относится к машиностроению и может быть использовано при хонинговании цилиндрических отверстий в деталях из труднообрабатываемых материалов.
Известна конструкция хонинговальной головки с прерывистой рабочей поверхностью брусков, образованной пазами, расположенными под углом к образующей головки [1].
Существенным недостатком известной хонинговальной головки является уменьшение рабочей режущей поверхности и количества режущих зерен, что снижает производительность. Кроме того, при перебеге брусков с прерывистой рабочей поверхностью при входе и выходе выступов наблюдается снижение виброустойчивости, при этом за счет неравномерного перекрытия обрабатываемых участков поверхности режущими участками брусков не обеспечивается равномерного съема металла. Все это ухудшает качество и точность обработки.
Известна хонинговальная головка, которая содержит корпус с установленными в нем секторами-толкателями, предназначенными для взаимодействия каждого из них, с одной стороны, с конусами разжима, с другой - с брускодержателями с абразивными брусками [2].
Недостатком известной хонинговальной головки является искусственное уменьшение количества режущих зерен при образовании впадин, что соответственно снижает производительность и увеличивает нагрузку на оставшиеся зерна, кроме того, при входе и выходе выступов прерывистых брусков при перебеге под действием рабочего радиального усилия снижается виброустойчивость, качество и точность обработки.
Задача изобретения - расширение технологических возможностей, повышение производительности и точности обработки путем увеличения окружной жесткости инструмента и за счет выполнения нормированного шага наклонных брусков, что обеспечивает улучшение отвода стружки и подачи СОЖ.
Поставленная задача решается благодаря использованию хонинговальной головки, содержащей корпус с установленными в нем секторами - толкателями, предназначенными для взаимодействия каждого из них, с одной стороны, с конусами разжима, с другой - с брускодержателями с абразивными брусками, при этом она снабжена тарельчатыми пружинами, установленными на корпусе, брускодержатели с абразивными брусками выполнены в виде винтообразной цилиндрической пружины сжатия в количестве не менее двух и расположены под углом к образующей головки, кроме того, соотношение ширины абразивного бруска к ширине брускодержателя составляет не менее 2/3, причем брускодержатели торцами прижаты друг к другу тарельчатыми пружинами, а сектора-толкатели взаимодействуют с брускодержателями по линейному контакту по двум выступам, представляющим в сечении полуокружности и выполненными с внутренней стороны брускодержателей на всей их длине.
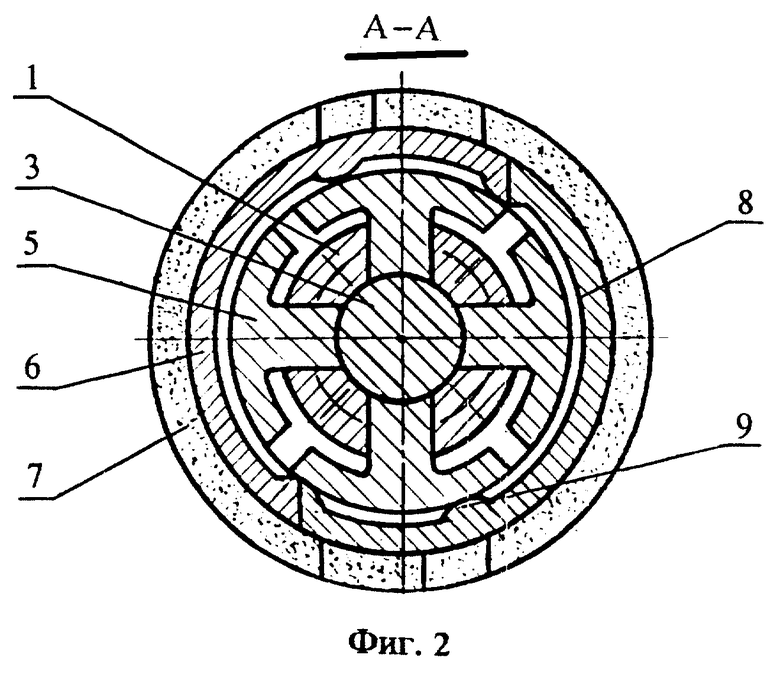
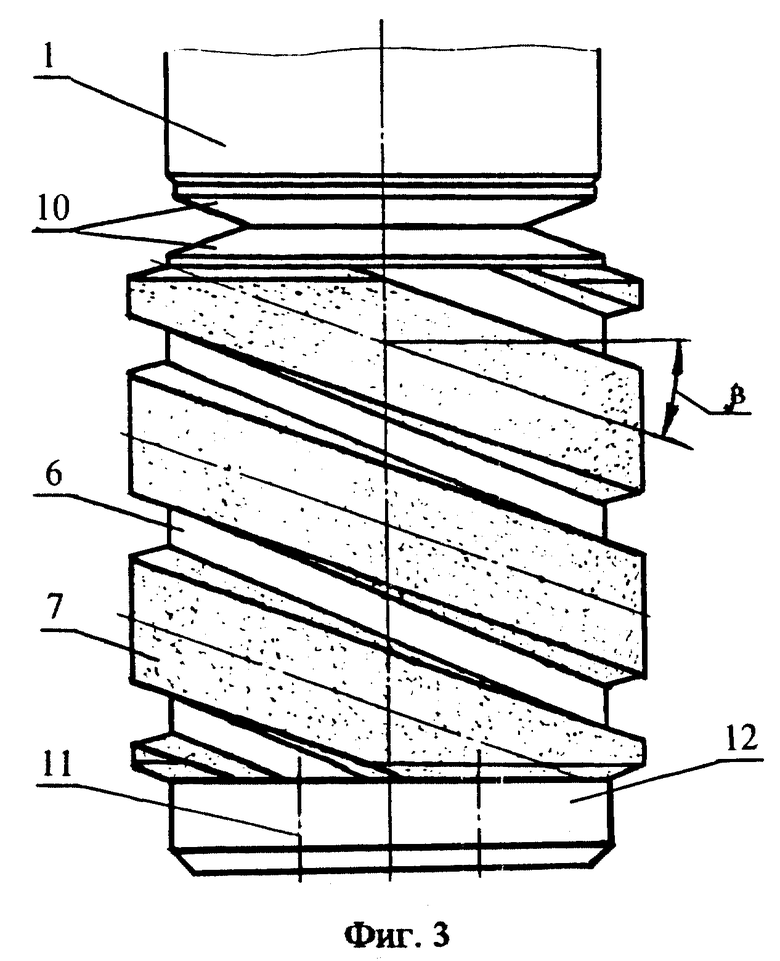
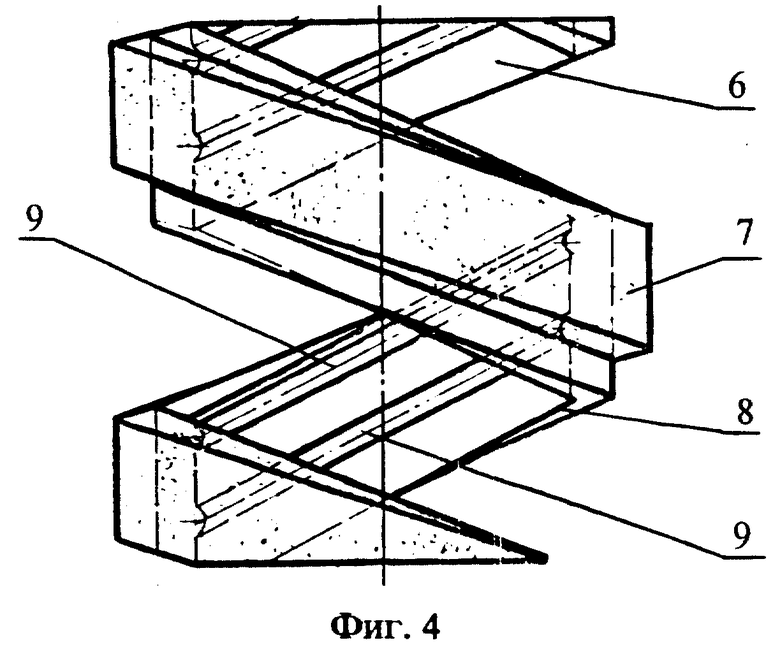
На фиг. 1 показана хонинговальная головка, продольный разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - общий вид; на фиг. 4 - общий вид брускодержателя с абразивным бруском.
Хонинговальная головка содержит корпус 1, установленный на станке с возможностью вращательного и возвратно-поступательного перемещений. В корпусе 1 размещен шток 2 с разжимными конусами 3 и 4, также имеющий возможность возвратно-поступательного перемещения. Разжимные конуса 3 и 4 штока 2 контактируют с секторами-толкателями 5 и радиально разжимают их. Секторные толкатели 5 размещены в радиальных окнах корпуса 1 и взаимодействуют с брускодержателями 6. Брускодержатели 6 в количестве не менее двух выполнены в виде винтообразной цилиндрической пружины сжатия, на наружной поверхности которых располагаются абразивные бруски 7. Соотношение ширины абразивного бруска 7 к ширине брускодержателя 6 принято в среднем не менее 2/3. С внутренней обращенной к секторам-толкателям стороны 8 брускодержатели 6 на всей длине имеют по два выступа 9, в сечении выполненные в виде полуокружности, обеспечивающие линейный контакт с секторами - толкателями 5 и уменьшающие силу трения скольжения, которая возникает при разжиме.
Все брускодержатели 6 в собранном виде, контактирующие торцами по всей длине, прижаты друг к другу тарельчатыми пружинами 10, установленными на корпусе. Усилие осевого сжатия брускодержателей 6 регулируется винтами 11, воздействующими на фланец 12.
Хонинговальная головка собирается и работает следующим образом.
На корпус 1 устанавливаются тарельчатые пружины 10, затем на вставленные в радиальные окна корпуса 1 секторные толкатели 5 устанавливают предварительно собранные друг с другом в виде винтообразных цилиндрических пружин сжатия брускодержатели 6 с абразивными брусками 7. Обладая пружинящими свойствами, брускодержатели 6 перед сборкой предварительно разжимают и в собранном виде они плотно охватывают секторные толкатели 5. Заканчивают сборку ликвидацией зазоров между торцами брускодержателей путем завинчивания винтов 11, которые воздействуют на фланец 12.
Собранный инструмент с зазором вводят в отверстие и приводят его во вращательное и возвратно-поступательное движения. За счет осевого перемещения штока 2 с разжимными конусами 3 и 4 происходит радиальное перемещение, разжим секторов-толкателей 5 и раскручивание винтообразных в виде цилиндрических пружин сжатия брускодержателей 6 с абразивными брусками 7 и подвод их к обрабатываемой поверхности. С увеличением наружного диаметра высота режущей рабочей части хонинговальной головки уменьшается и зазоры, возникающие между боковыми сторонами брускодержателей, ликвидируются тарельчатыми пружинами 10, постоянно осуществляющими осевое давление. Каждый брусок головки установлен с наклоном под углом к плоскости вращения. Угол наклона по известным источникам [2] (и другой литературы) лежит в диапазоне 20 - 35o, что соответствует диапазону углов скрещивания следов обработки при хонинговании 40 - 70o.
Практика использования предлагаемых хонинговальных головок с меньшими углами наклона брусков показала улучшение шероховатости обработанной поверхности, но при этом требуется увеличение усилий разжима брусков и усилий продольной подачи.
Предлагаемая головка является единственной и незаменимой конструкцией для хонингования прерывающихся по длине или имеющих продольные канавки отверстий.
Направление винтовых брусков делается обратным направлению главного вращательного движения хонинговальной головки с целью устранения самозатягивания и заедания головки в отверстии.
Хонингование предлагаемой головкой снижает отклонение формы и повышает размерную точность, уменьшает параметр шероховатости, сохраняет микротвердость и структуру поверхностного слоя, увеличивает несущую поверхность и остаточные сжимающие напряжения.
При хонинговании разработанной головкой в резании одновременно участвует большое число абразивных зерен по сравнению с прерывистым хонингованием по прототипу, причем сохраняются достоинства прерывистого хонингования в продольном сечении, в результате чего обеспечивается высокая производительность, низкие давление и температура в зоне резания (50 - 150o) и как следствие сохраняется исходная структура поверхностного слоя. Бруски работают в условиях самозатачивания и не требуют правки.
Наибольшая эффективность достигается предлагаемой головкой с алмазными винтовыми брусками. Износ алмазно-металлических винтовых брусков по сравнению с абразивными уменьшается в 150 - 250 раз, благодаря чему упрощается наладка и стабилизируется качество обработки.
Отношение режущей поверхности винтовых брусков предлагаемой головки к обрабатываемой поверхности отверстия составляет 0,7-0,8, что значительно выше, чем у традиционно используемых.
Длинные бруски, свернутые в винтообразную цилиндрическую пружину и образующие короткую хонинговальную головку, позволяют изнашиваться последней более равномерно.
Разработанная хонинговальная головка с винтовыми брусками имеет увеличенные рабочую режущую поверхность и количество режущих зерен по сравнению с прототипом и все достоинства прерывистого хонингования: повышенную производительность и точность обработки за счет улучшения отвода стружки и подачи СОЖ.
Таким образом, благодаря обеспечению обработки всех участков поверхности последовательно наклонными винтообразными брусками при использовании предлагаемой головки достигается повышенная равномерность обработанной поверхности и, следовательно, повышенная точность и качество отверстия заготовки.
Источники информации
1. Заявка ФРГ N 1652074, кл. В 24 В 33/00, 1972.
2. US, 3861091, 21.01.75.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 1998 |
|
RU2146593C1 |
| СПОСОБ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2004 |
|
RU2252856C1 |
| ПНЕВМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2004 |
|
RU2252857C1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 1999 |
|
RU2155125C1 |
| СПОСОБ КОМБИНИРОВАННОЙ КВАЗИПРЕРЫВИСТОЙ ЧИСТОВОЙ ОБРАБОТКИ | 1996 |
|
RU2120368C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 1998 |
|
RU2146592C1 |
| ГОЛОВКА ДЛЯ ОБРАБОТКИ ВНУТРЕННЕЙ ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТИ | 1999 |
|
RU2155124C1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА ДЛЯ ОБРАБОТКИ АЛМАЗНЫМИ БРУСКАМИ ГЛУХИХ ОТВЕРСТИЙ С ОКНАМИ И ХРОМОВЫМ ПОКРЫТИЕМ | 2001 |
|
RU2206441C2 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ | 1998 |
|
RU2121422C1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОХОНИНГОВАНИЯ | 2003 |
|
RU2236933C1 |
Изобретение относится к машиностроению и может быть использовано при хонинговании цилиндрических отверстий в деталях из труднообрабатываемых материалов. Хонинговальная головка снабжена тарельчатыми пружинами, установленными на корпусе, брускодержатели с абразивными брусками выполнены в виде винтообразной цилиндрической пружины сжатия в количестве не менее двух и расположены под углом к образующей головки, кроме того, соотношение ширины абразивного бруска к ширине брускодержателя составляет не менее 2/3, причем брускодержатели торцами прижаты друг к другу тарельчатыми пружинами, а сектора-толкатели взаимодействуют с брускодержателями по линейному контакту по двум выступам, представляющим в сечении полуокружности и выполненными с внутренней стороны брускодержателей на всей их длине. Хонинговальная головка имеет увеличенные рабочую режущую поверхность и количество режущих зерен, повышенную производительность и точность обработки за счет улучшения отвода стружки. Благодаря обеспечению обработки всех участков поверхности последовательно наклонными винтообразными брусками достигается повышенная равномерность обработанной поверхности и, следовательно, повышенная точность и качество отверстия. 4 ил.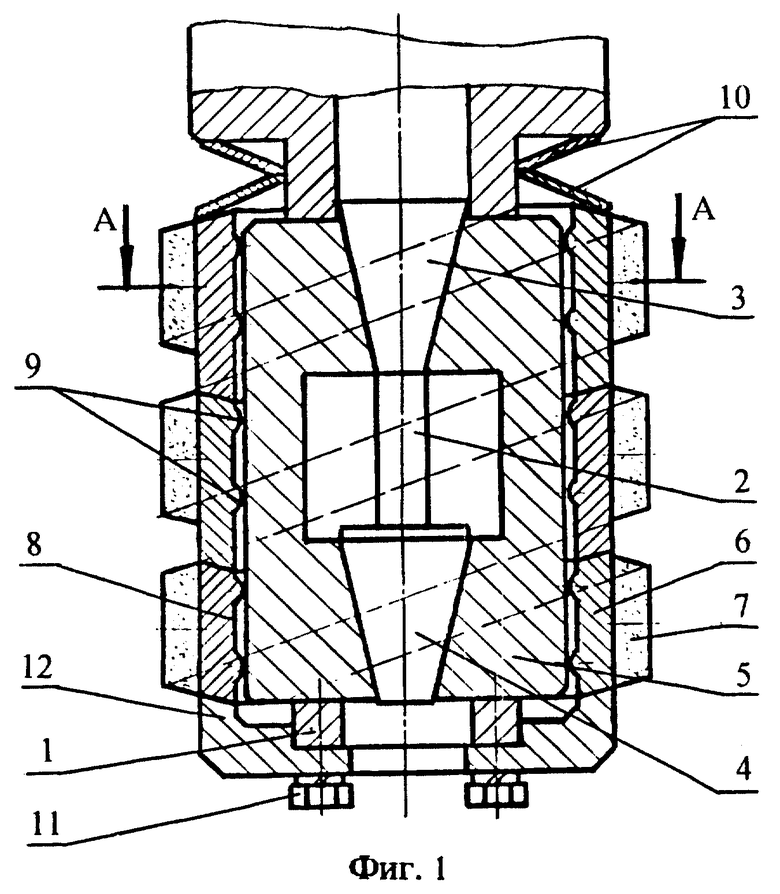
Хонинговальная головка, содержащая корпус с установленными в нем секторами-толкателями, предназначенными для взаимодействия каждого из них с одной стороны с конусами разжима, с другой - с брускодержателями с абразивными брусками, отличающаяся тем, что она снабжена тарельчатыми пружинами, установленными на корпусе, брускодержатели с абразивными брусками выполнены в виде винтообразной цилиндрической пружины сжатия в количестве не менее двух и расположены под углом к образующей головки, при этом соотношение ширины абразивного бруска к ширине брускодержателя составляет не менее 2/3, причем брускодержатели торцами прижаты друг к другу тарельчатыми пружинами, а сектора-толкатели взаимодействуют с брускодержателями по линейному контакту по двум выступам, представляющим в сечении полуокружности и выполненным с внутренней стороны брускодержателей на всей их длине.
| US 3861091, 21.01.1975 | |||
| RU 2005055 C1, 30.12.1993 | |||
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 1996 |
|
RU2108902C1 |
| US 5050352, 12.03.1989 | |||
| Многоканальный анализатор логических состояний | 1985 |
|
SU1298896A1 |
| Самопередвижной скирдообразователь | 1985 |
|
SU1299540A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АНТИФРИКЦИОННЫХ ВСТАВОК ПОДПЯТНИКА ТЕЛЕЖКИ ВАГОНА | 2012 |
|
RU2501690C2 |
| Пояс торцевой стены | 2023 |
|
RU2838948C2 |
