1 Изобретение относится к прокатно му производству, а именно к технологии изготовления слоистых полос,состоящих из разных металлов,в том числе биметаллической ленты, преимуществен но томпак - сталь - томпак, Целью изобретения является повышение производительности труда и улу чшение качества биметалла. Сущность предлагаемого способа за- 10 ключается в следующем. Перед соединением более толстой ленты, например, из стали (основной слой) с более тонкой, например, меди и ее сплава (плакирующий слой), i-nc подвергают травлению в серной кислоте и зачистке металлическими щетками, затем складывают вместе и пропускают между прокатными валками,, За счет большой энергии деформации контактные поверхности сближаются на расстояние атомного взаимодействия и соединяются. Затем в поверхностные слои генерируют ток высокой частоты Ток, проходя через слои, разогревает их и благодаря высокой скорости нагрева ускоряется процесс укреплени связей между слоями, в результате че го знс.чительно повышается прочность соединения последних. При этом нагрев осуществляется при частоте тока 8-30 кГц и напряженности магнитного поля 900-300 А/см. Это является о птимальным с точки зрения Производительности и качеств биметалла. Практически холодным плакировани изготовляют биметаллические ленты тол щиной 1,0-4 мм с плакирующим слоем 0,05-0,4 мм. В этом случае глубина проникновения тока должна быть не менее 0,1 мм и не более 0,8 мм, а время нагрева не менее 0,6 с и не более 7 с. При этом обеспечивается разо1рев преимущественно зон примы кающих к плоскости раздела основног и плакирующего слоев при сохранении глубинных слоев металлов в-деформированном состоянии. В конкретном случае получения стальной полосы, плакированной медью и ее сплавами, эффект поверхностно1о нагрева на 1ранице сталь - медь ,ярко выражен благодаря большой теплопроводности плакирующего слоя, и прочность соед нения максимально повышается. Экспе рименты показали, что процесс нагре ва стальной ленты и плакированной 51 ленты различен, так как при покрытии стальная лента играет роль магнитопровода. Так, при одной и той же напряженности ма1:нитного поля удельная мощность, передаваемая в плакированную ленту, меньше, чем в стальную. При увеличении напряженности магнитного поля более 900 А/см и снижения частоты тока менее 8 кГц глубина проникновения тока становится более 1,0 мм. Это объясняется тем, что при увеличении напряженности магнитного поля магнитная проницаемость резко падает. Из формулы й 5030-J- см , де U - глубинна проникновения тока, р - электрическое сопротивление материала проводника, Пм см; Ц - магнитная проницаемость; i - частота тока, Гц, видно, что при уменьшении магнитной проницаемости и снижении частоты глубина проникновения тока растет. При этом качество биметаллической . ленты ухудшается. При увеличении частоты тока более 30 кГц и увеличении напряженности магнитного поля более 900 А/см глубина проникновения тока становится меньше 0,1 мм. При уменьшении напряженности магнитного поля менее 300 А/см и снижеНИИ частоты менее 8 кГц увеличивается время нагрева больше 10 с, так как удельная мощность, передаваемая для нагрева двух сторон ленты, резко падает - качество биметаллической ленты ухудшается. Р. 1,405-10 Н - удельная мощность, Вт/см напряженность магнитного поля на поверхности ленты, частота тока, Гц. При уменьшении напряженности магнитного поля менее 300 А/см и увеличении частоты более 30 кГц время нагрева резко уменьшается - менее 0,5 с, что отрицательно сказывается на качестве биметалла. На фиг.1 представлены кривые зависимости 1лубины проникновения тока в биметалл сталь - томпак и времени нагрева от напряженности магнитного
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО ПРОКАТА ДРАГОЦЕННЫХ МЕТАЛЛОВ | 2014 |
|
RU2562191C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО ПРОКАТА ДРАГОЦЕННЫХ МЕТАЛЛОВ | 2014 |
|
RU2562193C1 |
| Способ получения биметаллических лент для электротехнических устройств | 1989 |
|
SU1703335A1 |
| БИМЕТАЛЛИЧЕСКАЯ КОМПОЗИЦИЯ ДЛЯ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ | 2007 |
|
RU2381845C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТОЙ ПЛАКИРОВАННОЙ КАТАНКИ | 2013 |
|
RU2547364C1 |
| Способ изготовления биметаллических лент и устройство для его осуществления | 1975 |
|
SU551154A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛА С АНТИФРИКЦИОННЫМ СПЛАВОМ НА АЛЮМИНИЕВОЙ ОСНОВЕ ДЛЯ ВКЛАДЫШЕЙ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ | 2008 |
|
RU2377107C2 |
| Способ изготовления биметалла для вкладышей подшипников скольжения | 1981 |
|
SU965673A1 |
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСКИХ ЛЕНТ | 1997 |
|
RU2119853C1 |
| БИМЕТАЛЛ ДЛЯ ИЗГОТОВЛЕНИЯ МОНЕТ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 1994 |
|
RU2071892C1 |
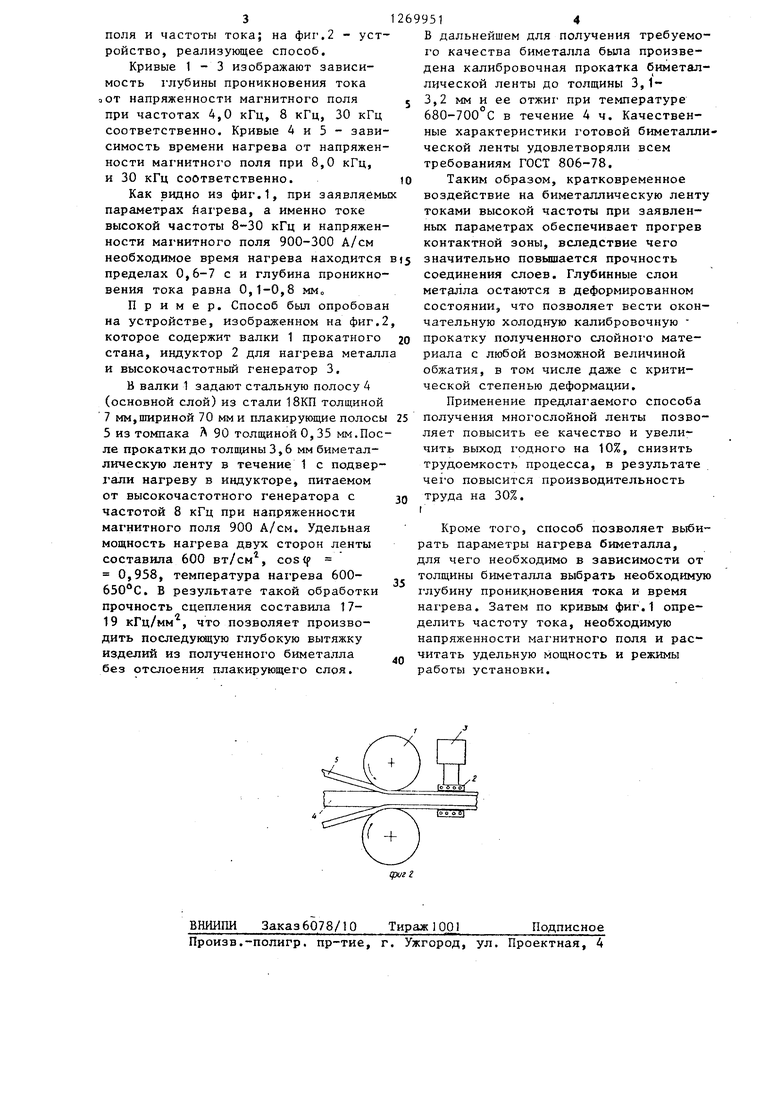
СПОСОБ ПОЛУЧЕНИЛ МНОГОСЛОЙНОЙ ЛЕНТЫ, преимущественно томпак сталь - томпак, включающий подготовку поверхности исходных материалов, сборку в пакет, холодную прокатку, диффузионньм и окончательный отжиг, отличающийся тем, что, с целью повьшения производительности труда и улучшения качества биметалла, диффузионный, отжиг осуществляют током высокой частоты 8 - 30 кГц, напряженностью магнитного поля 900 300 А/см в течение 0,6 - 7 с. Л,мм T,ceff 8 7 6 5 t 1,5 .О 0.5 СЛ -I1 I I ЮО 200 300 400 500 600 70О 800 9ОО 1000 М//С (риг. г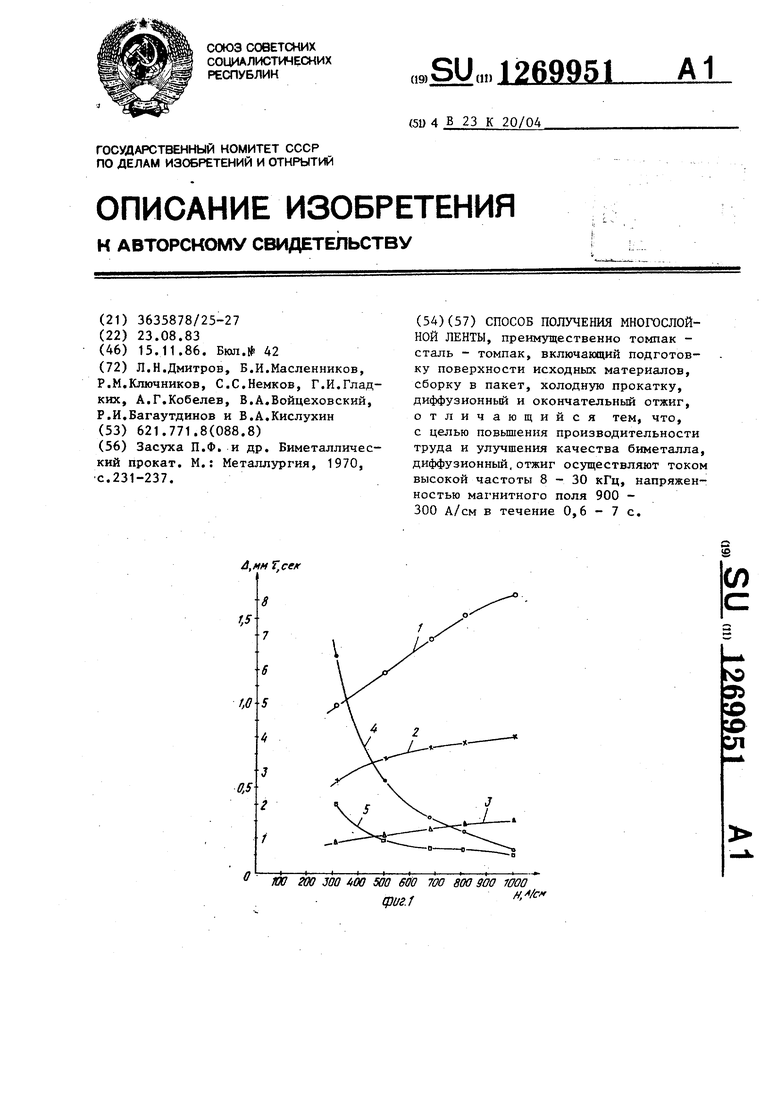
| Засуха П.Ф | |||
| и др | |||
| Биметаллический прокат | |||
| М.: Металлургия, 1970, с.231-237. |
