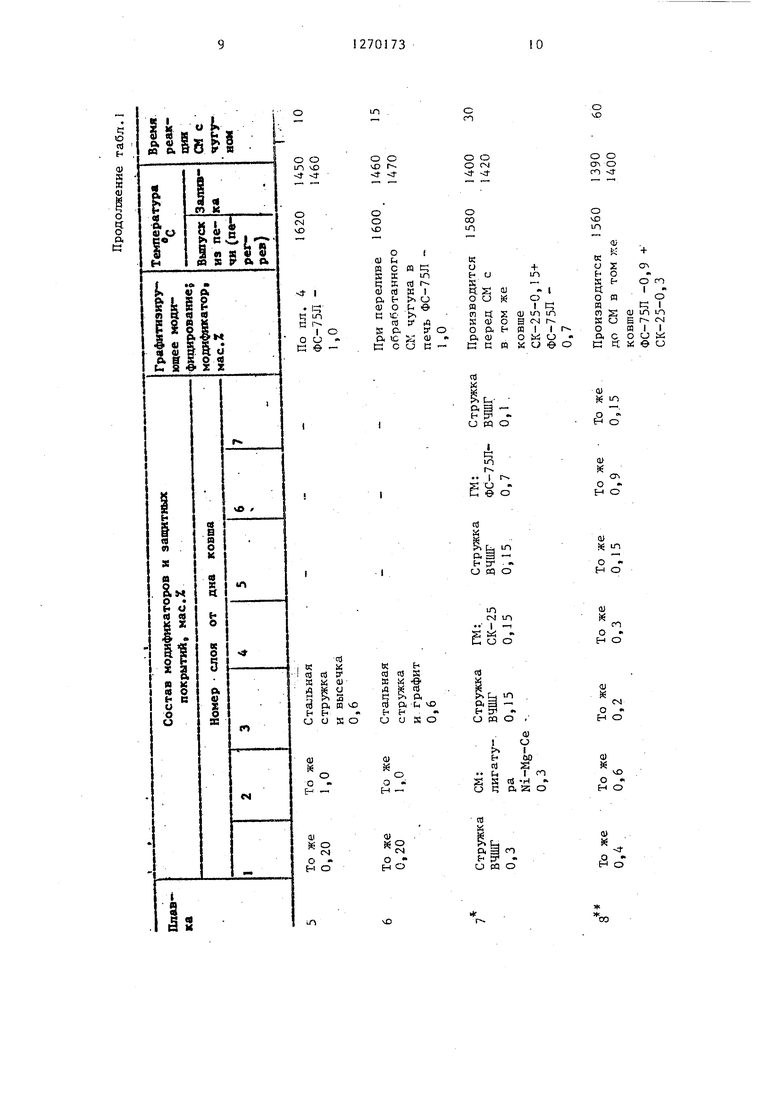
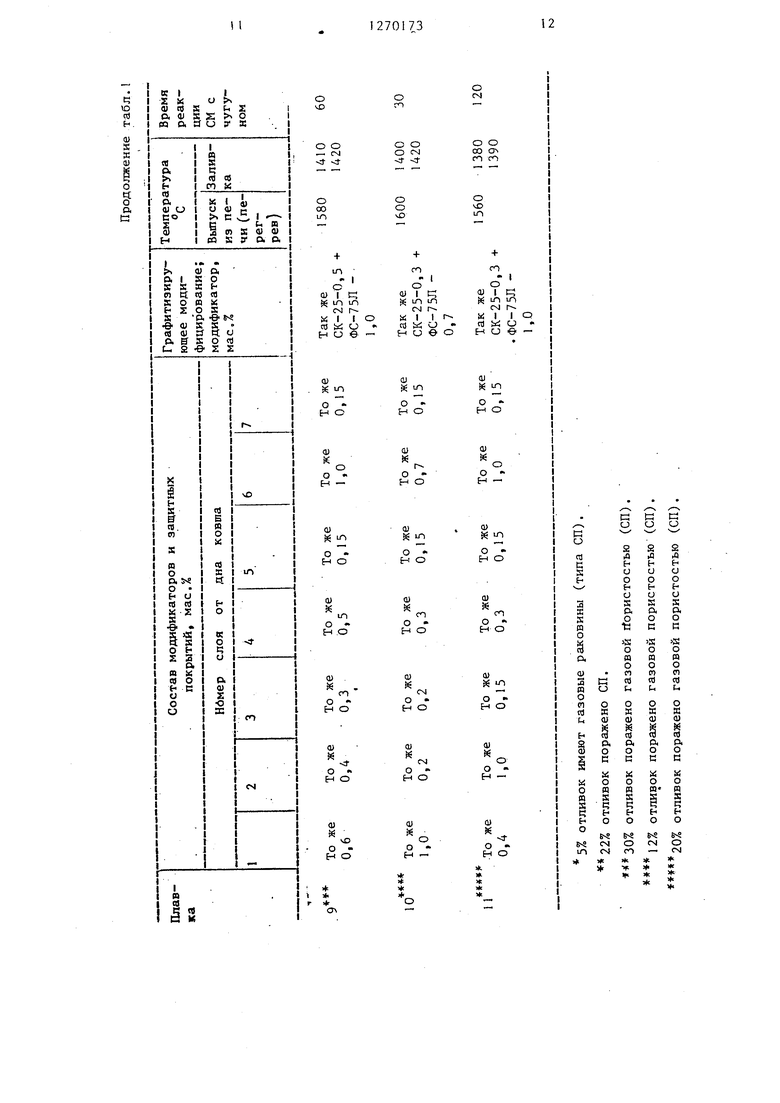
1 Изобретение относится к металлургии черных сплавов и может быть использовано для отливки деталей из вы сокопрочного чугуна с шаровидным гра фитом (ВЧШГ) с применением сфероидизирующих модификаторов. Целью изобретения является упрощение технологического процесса, уменьшение расхода модифицирующих и легирующих компонентов и стабилизация химического состава чугуна. Поставленная цель достигается тем что по способу, включающему послойную укладку на дно ковша сфероидизирующей лигатуры, защитного покрытия с легирующими или модифицирующими компонентами и слоя стружки или кусков лома черных металлов размером не более 20-30 мм с содержанием серы не более 0,02% и двойное модифицирование, в качестве легирующего или мо дифицирующего компонента используют ферросплав или металл с т.пл. 10001300 С и удельным весом не менее 7,0 г/см, ковщ заполняют расплавленным чугуном с температурой 15201620С и после вьщержки до окончания реакций расплав переливают в разливочный ковш, причем вторичное модифи цирование граЛитизирующим модификатором производят одновременно с пере ливом . В качестве легирующего компонента используют катодную медь, которую за сыпают на сфероидизирующий модификатор кусками не более 40x40 мм в коли честве 0,3-1,2% от массы чугуна в ковше. В качестве лома чернь1Х металлов используют стальную стружку в смеси с графитовым порошком. В тех случаях, когда еъжость промежуточного ковша равна емкости плавильной печи, для уменьшения потерь температуры при переливах и транспортировке, жидкий чугун после обработки первичным сфероидизирующим модификатором сливают обратно в печь, а вторичное модифицирование проводят вводя графитизирующий модификатор при повторном выпуске чугуна в этот же ковш, который в дальнейшем исполь зуют в качестве разливочного. Этим достигается еще большая стабильность химического состава по всему объему плавки за счет перемешивания при переливе и уменьшается общее количест3аво ковтчей, необходимых для осуществления техпроцесса. Использование двухслойного насыпного покрытия предохраняет сфероидизирующий модификатор от непосредственного контакта с расплавленным чугуном в начальный период заполнения коБща. Контакт происходит только после расплавления части покрытия, когда ковщ частично или полностью заполнен чугуном, т.е. под слоем жидкого металла без доступа воздуха, что предотвращает его окисление, увеличивает усвоение и уменьщает пироэффект. Преимуществом предлагаемого способа является то, что с модификатором реагирует не обычный жидкий чугун, а сплав, обогащенный сравнительно легкоплавким и в то же время тяжель компонентом, что уменьшает угар модификатора, а пары и газы, выделяющиеся при реакции, проходя через расплав, перемешивают его, обеспечивая равномерное содержание легирующих . компонентов во всем объеь е. Кроме того, обогащая первый защитный слой углеродом, сравнительно легко добиться той или иной заданной структуры металлической матрицы от цементита до феррита, уменьщая при этом расход вторичного модификатора. Пример. Проводили отливку порщневых колец к двигателям внутреннего сгорания Д-240, Д-180 и СМД-18/19 КН и образцов из ВЧШГ, обработанного по предложенному и известному способам. Чугун выплавляли в индукционной электропечи Ш1-67 с нейтральным тиглем емкостью 50 кг, Шихта состояла; из 50% литейного рафинированного чугуна ЛР, 45„8-47,0% возврата, 0,4% гранулированного металлического никеля НЗ, 1.,0% катодной меди, 0,51,5% ферросилиция ФС-75Л, 0,16-1,5% лигатуры Ni-Mg-Ce и 0,15-0,5% силикокальция СК-25. Лигатуру, содержащую 17% Mg, ,0% Се и 81,5-82,5% Ni, вводили в качестве сфероидизирующего модификатора (СМ). В качестве графитизирующих модификаторов (ГМ) использовали ферросилиций и.силикокальций. Кроме того, при модифицировании в качестве защитных покрытий использовали стружку ВЧШГ, стальную высечку и стружку И графитовый порошок (всего 0,3-1,5% от металлозавалки). Чугун, возврат, никель и часть ка тодной меди, не входящую в защитное покрытие, вводили в печь по мере рас плавления металлозавалки. После расплавления шихты и нагрева до заданной температуры чугун вьтускали в ковш, на дно которого предварительно укладывали модификаторы и защитные покрытия, как показано в табл,1. Температуру перегрева и выпуска чугуна из печи измеряли термопарой ТПП-ОЗЗЗ (платина - платинородий), а температуру заливки форм - оптическим пирометром (Проминь). Всего проведено 11 опытов, в том числе 6 (с 1-го по 6-й) по предлагае мому способу и 5-по известному. Плавки 7 и 11 проводили без допол нительного легирования, плавки 8, 9 и 10 для обеспечения сопоставимости результатов проводили с дополнительным легированием никелем и медью, которые вводили в печь с металлозавалкой, В опытах 1-6 первичньм являлось сфероидизирующее модифицирование, а вторичным - графитизИРующее. При это в плавках 1-3 ГМ вводили при переливе чугуна из промежуточного ковша в разливочный, которьй использовали затем для заливки форм, а в плавках 4-6 после выпуска в ковш и завершения реакции между СМ и чугуном расплав переливали обратно в печь и ГМ вводили при повторном выпуске чугуна в этот же ковш, который затем исполь зовали для заливки форм. В опытах 7-11 первичным являлось графитизирующее модифицирование, а вторичным сфероидизирующее, в соответствии с последовательностью контакта жидкого чугуна со слоями модификатора. Технологические режимы модифицирования, в том числе количество модификаторов и температуры перегрева и заливки чугуна, сведены в табл,1. Формы для заливки поршневых колец собирали в стопки по 14 шт. В одной форме отливали по 4-5 заготовок, В каждой плавке заливалось последовательно по 4 стопочные формы и отливалось по 220-280 заготовок поршневых колец. Образцы для химического и микроструктурного анализа отбирали из верха и низа .стопочной формы. Кроме того, отливали цилиндрические пробы 0-5,10,30 мм и прямоугольные образцы сечением 4x2,7x5 и 15x10 мм длиной 150 мм каждый. Результаты химического анализа показали, что содержание марганца, фосфора, никеля и серы практически не изменилось при различных способах получения ВЧШГ и составляло соответственно в образцах из всех плавок 0,3-0,5% Mg, 0,08-0,18% Р, 0,32 0,46% Ni (кроме плавок 7 и 11) и 0,015-0,018% S. Эффективность использования различных способов оценивали сравнением степени усвоения и стабильности содержания магния,кремния, меди, а также сравнением структуры отливок и механических свойств обработанных образцов и поршневых колец. Усвоение компонентов определяли по формуле X 100%, где Кцрв. - коэффициент усвоения,- %j . - среднее содержание компонента по результатам химического анализа плавки, мас.%; К в вод, - количество компонента , вводимое согласно расчету шихты, мас,%. Стабильность химического состава оценивали после статистической обработки величиной среднего квадратического отклонения результатов химического анализа аналогичных плавок. Отлитые заготовки поршневых колец и образцы подвергали термической и механической обработке, последующим механическим испытаниям, I Отливки из опытов 1-6 перед механообработкой были подвергнуты отпуску при 600 С в течение 45 мин для снятия внутренних напряжений, а отливки из опытов 7-11 в связи со значительным количеством цементита в литой структуре и невозможностью механообработки были подвергнуты предварительному отжигу на феррит при 950 С в течение 3 ч, затем черновой механообработке шлифовке торцов и далее двухстадийной термообработке для обеспечения технических требований по микроструктуре и свойствам. Режим двухстадийной термообработки:
S1
Harjjeij до 950° (, выдержка 30 мин и залиика в масле, затем отпуск при 600 С в течение 45 мин и охлаждение на воздухе. После этого нроведена окончательная механообработка и испытання. Полученные результаты сведены в табл,2,
.Анализ результатов показывает, что при использовании предлагаемого способа усвоение магния увеличивается на 10-15% и более, а меди - на 1014% сравнительно с известным способом. При этом в обоих случаях усвоение магния резко уменьшается при увеличении дозы сфероидизирующего модификагора. Наибольшее усвоение кремния и наименьшую потерю температуры обеспечивает предлагаемый способ с повторным использованием одного и того же ковша для сфероидизирующего и графитизирующего модифицирования с последующей разливкой чугуна по формам (плавки 4,5 и б, а использование чистой стальной стружки или в смеси с графитовьм порошком позволяет регулировать.содержание углерода в ВЧШГ на 0,20%, т.е. на 6% абсолютного содержания компонента (плавки 5 и б).
При использовании известного способа с оптимальными до&ами модификаторов усвоение магния составляет 59б7%, меди 78-82% и кремния 80-90%, Предлагаемый способ обеспечивает усвоение до 73-85% магния, 92-96% меди и 90-96% кремния..
Стабильность химического состава , при использовании предлагаемого способа увеличивается в 1,5-3,0 раза по содержанию магния и в 1,5-2,0 раза п содержанию меди. Микроструктура порш невых колец, отлитых по предлагаемому способу, более стабильна по строению графита и по металлической основе. Степень сфероидизации графита за счет более полного усвоения магния в плавках с использованием предлагаемого способа составляет 95-97%, а по известному способу - 85-95%,
Количество феррита в заготовках, отлитых по предлагаемому способу, составляет 6-12%, а в заготовках, отлитых по известному способу - 24%, количество цементита составляет 20-60 и 0-4% соответственно.
Испытание механических свойств показало, что использование предлагаемого способа сравнительно с.извест736
. ным обеспечивает пов(Ш1ение предела прочности образцов на 34-54 МПа и стабилизирует их относительное удлинение (табл,2). Предел прочности поршневых колец увеличился на 220 650 Ша, модуль упругости - на 900012000 МПа, а твердость - на 2-4 HRB. При использовании известного способа лучшие, результаты получаются при вводе 0,3-0,6% лигатуры. Формула изоб, ретения
1.Способ получения чугуна с шаровидным графитом, включающий послойную укладку на дно ковша сфероидизирующей лигатуры, защитного покрытия
с легирующими или модифицирующими компонентами и слоя стружки или кусков лома черных металлов размером- не более 20-30 мм с содержанием серы .не более 0,02% и двойное модифицирование, отличающийся тем, что, с целью упрощения технологического процесса, уменьшения расхода модифицирующих и легирующих компоненто и стабилизации химического состава чугуна, в качестве легирующего или модифицирующего компонента использую ферросплав или металл с температурой плавления 1000-1300°С и уд.в, не менее 7,0 г/см, ковш заполняют расплавленным чугуном с температурой 1520-1620 С и после выдержки до окончания реакции расплав переливают в разливочный ковш, причем вторичное модифицирование графитизирующим модификатором производят одновременно с переливом.
2.Способ по п.1, о т л и ч а ющ и и с я тем, что в качестве легирующего компонента используют катодную медь, которую засыпают на сфероидизирующий модификатор кусками не более 40x40 мм в количестве 0,3-1,2% от массы чугуна в ковше,
3.Способ поп,1,отлича ющ и и с я тем, что в качестве лома черных металлов используют стальную стружку в смеси с графитовым порошком.
4.Способ по п.1, о т л и ч а -ю|щ и и с я тем, что вторичное модифицирование производят в том же ковше, что и первичное, для чего распла после окончания реакции сливают в печь и затем снова наполняют ковш, вводя одновременно вторичный модификатор.
t;
XD
n)
H. 0)
s к
0)
о
a G



| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННЫХ ОТЛИВОК ИЗ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2012 |
|
RU2510306C1 |
| СПОСОБ ГРАФИТИЗИРУЮЩЕГО МОДИФИЦИРОВАНИЯ ЧУГУНА | 2015 |
|
RU2620206C2 |
| СПОСОБ УПРАВЛЕНИЯ ТЕХНОЛОГИЧЕСКИМ ПРОЦЕССОМ ПРОИЗВОДСТВА СЕРОГО И ВЫСОКОПРОЧНОГО ЧУГУНА С ШАРОВИДНЫМ И ВЕРМИКУЛЯРНЫМ ГРАФИТОМ ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК | 2006 |
|
RU2337973C2 |
| СПОСОБ ИЗМЕЛЬЧЕНИЯ ГРАФИТНЫХ ВКЛЮЧЕНИЙ В ВЫСОКОПРОЧНОМ ЧУГУНЕ | 2008 |
|
RU2402617C2 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНОГО ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 1993 |
|
RU2074894C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ИЗ ВЫСОКОПРОЧНОГО ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2023 |
|
RU2814095C1 |
| Лигатура | 1982 |
|
SU1081230A1 |
| Лигатура | 1985 |
|
SU1313886A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННЫХ ОТЛИВОК ИЗ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2011 |
|
RU2440214C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА С РАЗЛИЧНОЙ ФОРМОЙ ГРАФИТА | 2001 |
|
RU2181775C1 |
Изобретение относится к области литейного производства и может использоваться для получения отливок из высокопрочного чугуна с шаровидным графитом. Целью изобретения является упрошение технологического процесса, уменьшение расхода модифицирующих и легирующих компонентов и стабилизация химического состава чугуна. Это достигается тем, что операцию первичного модифицирования осуществляют путем ввода сфероидизирующего модификатора на дно ковша под двухслойной засыпкой из легирующего металла с т.пл. 1000 и уд.в. не менее 7,0 г/см и очищенной стружки или дробленого лома черных металлов. Новым в способе является испольi зование двухслойной засыпки, согласно которой нижний слой состоит из ле€Л гируюПвго компонента, а верхний - из металла, близкого по составу выплавляемому чугуну, 3 з,п,ф-лы, 2 табл, i
icd S
СЛ
Тавлица 2
| Патент США № 3833361, кл | |||
| Фальцовая черепица | 0 |
|
SU75A1 |
| Способ получения чугуна с шаровидным графитом | 1978 |
|
SU785364A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
