(54) СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения чугуна с шаровидным графитом | 1982 |
|
SU1270173A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННЫХ ОТЛИВОК ИЗ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2012 |
|
RU2510306C1 |
| Способ получения высокопрочного чугуна | 1989 |
|
SU1652357A1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНОГО ЧУГУНА | 2015 |
|
RU2586730C1 |
| Модифицирующая смесь | 1989 |
|
SU1705354A1 |
| Способ получения чугуна с шаровидным графитом | 1981 |
|
SU985053A1 |
| СПОСОБ ПОЛУЧЕНИЯ АНТИФРИКЦИОННОГО ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2001 |
|
RU2198227C1 |
| Способ получения высокопрочного чугуна с шаровидным графитом | 1988 |
|
SU1666546A1 |
| Модифицирующая смесь | 1987 |
|
SU1463767A1 |
| Брикет для модифицирования чугуна | 1987 |
|
SU1491900A1 |
1
Изобретение относится к области литейного производства, в частности к способам модифицирования чугуйа.
. Известен способ обработки расплавленного чугуна с целью получения структуры с шаро видным графитом, прн котором заливают чугун $ в ковш с магнием и контакт между расплавом и металлическим магнием или магниевым сплавом задерживается в течение некоторого времени при помощи изоляционного слоя из зернис того карбида кальция и действующего в течений О определенного времени перекрытия 1.
Способ имеет сочетание следующих признаков:
для перекрытия применяют изделия из железа ИЛИсплава железа, которое в течение определен-З ного времени расплавляется в хсидком чугуне;
изделие для перекрытия расплава имеет цилиндрическую или призматическую и укладывается в защитный слой.
Недостатками способа являются такие, как 20 применение для покрытия изделия цилиндрической или призматической формы, что алечет за собой дополнительную трудоемкость и затрата на их изготовление, а также частичный перерасход дорогостоящей лигатуры на обессеривание чугуна.
Целью изобретения является повыщение эффективности модифицирования чугуна при одновременном снижении расхода дорогостоящих компонентов и упрощение технологического процесса. :
Поставленная цель достигается тем, что перед заполнением ковща металлом, на дно его между лигатурой и защитным покрытием укладывают послойно модифицирующие компоненты с различной степенью активности по отнощению к сере, кислороду и к сфероидизирующему действию, в порядке убывания ее. При зтом лигатура и , модифицирующий компонент разделяются слоем стружки или дроби.
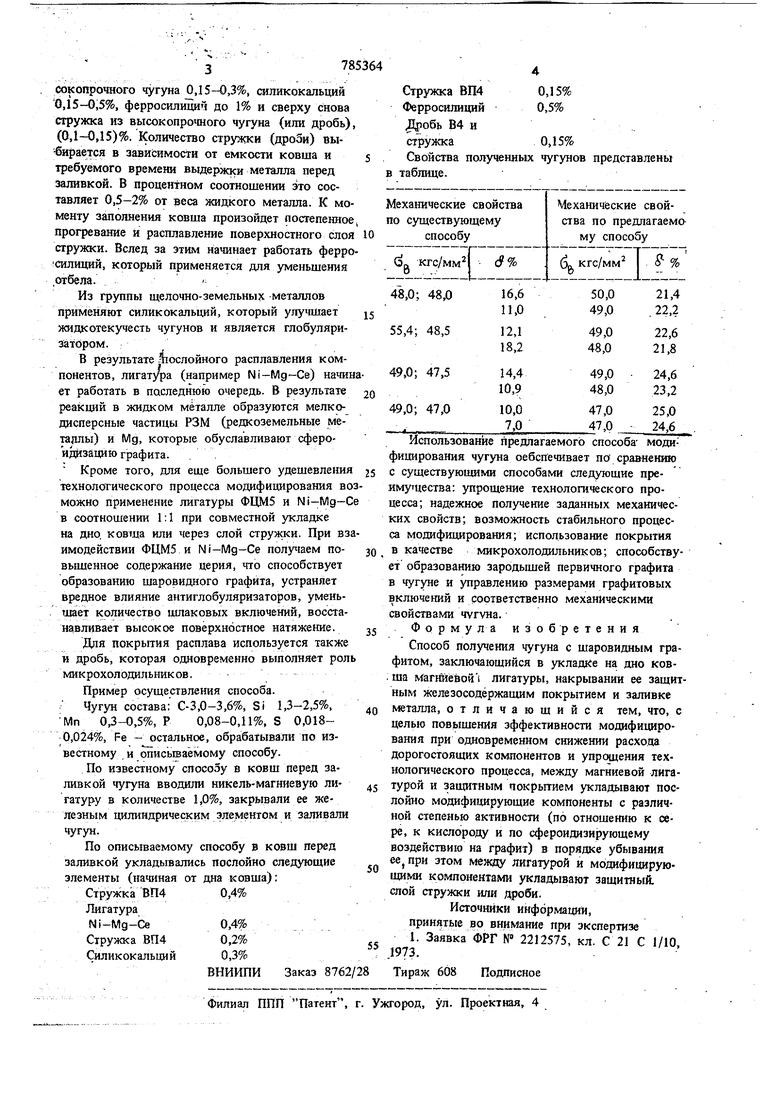
Сущность способа состоит в следующем.
Ш дно разогретого ковща послойно укладываются следующие компоненты с различной степенью акптности в порядке убывания ее (в % от веса жидкого металла): стружка из высокопрочного чугуна 0,3-1%:, лигатура (например Ni-Мд-Се) - 0,3-1% стружка из вы
