Изобретение относится к металлургии, к литейному производству, в частности к способам производства высокопрочного чугуна, и может быть использовано при единичном, мелкосерийном, среднесерийном, крупносерийном и массовом производстве отливок из серого и высокопрочного чугуна с шаровидной, вермикулярной формой графита.
Наиболее близким к заявляемому изобретению является способ производства высокопрочного чугуна (патент RU 2121511), включающий получение основного расплава с использованием модифицирующего вещества, контроль и корректировку состава расплава взятием от основного расплава проб пробоотборником, один термодатчик которого расположен в его центре, а другой - у его стенки. После взятия пробы в расплав пробоотборника добавляют необходимое количество оксидов, сульфидов или оксисульфидов, способных окислять содержащееся в пробе модифицирующее вещество и обеспечивающих быструю кристаллизацию пробы. В процессе кристаллизации пробы определяют зависимость снижения температуры от времени, по которой определяют степень сфероидизации в процентах, которая, в свою очередь, зависит от введения активных элементов в расплав. При необходимости для увеличения степени сфероидизации графита дополнительно вводят модифицирующее вещество. К недостаткам данного способа производства чугуна относится некорректный масштабный фактор взятия проб на термоанализ, так как масса пробы мала (около 100...200 га), и, следовательно, создается высокая скорость кристаллизации, в том числе специальными разделительными красками в пробоотборнике, в результате создаются условия, которые увеличивают степень сфероидизации графита по сравнению с условиями реальной кристаллизации расплава в формах, что искажает зависимость количества введенного модифицирующего вещества в расплав, а следовательно, снижает стабильность и надежность способа производства высокопрочного чугуна. Кроме того, данный способ длителен во времени, так как на проведение термоанализа основного расплава уходит 5...7 минут. Корректировка и введение дополнительного количества модифицирующего вещества требует еще 5...6 минут, далее необходимое проведение скачивания шлака с зеркала металла требует еще 3 минуты, а также проведение окончательного химического анализа - еще 5 минут, что приводит к общим временным потерям от 18 до 20 минут. Это недопустимо при общем сохранении устойчивого эффекта сфероидизирующего и вермикуляризирующего модифицирования расплава не более 15 минут. Чугун, изготовленный данным способом, не обеспечивает стабильное качество отливок, имеет большой разброс значений по структуре и, как следствие, физико-механических свойств (предел прочности при растяжении, относительное удлинение и др.).
Предлагаемое изобретение направлено на создание стабильного, устойчивого и надежного производства литейного серого и высокопрочного чугуна с шаровидным и вермикулярным графитом, при минимальных расходных характеристиках модификатора или лигатуры, обеспечивающего производство чугунных отливок с заданными металлографическими и физико-механическими свойствами.
Для решения поставленных задач предлагается способ управления технологическим процессом производства серого и высокопрочного чугуна с шаровидным и вермикулярным графитом для получения отливок, включающий получение базового расплава чугуна с использованием легирующих, модифицирующих и графитизирующих добавок, контроль и корректировку параметров процесса, включая управление эффектом сфероидизирующего и вермикуляризирующего модифицирования на участке заливки литейных форм. Осуществляют одноразовую ковшевую обработку чугуна, производя предварительный расчет количества легирующих, модифицирующих и графитизирующих добавок в зависимости от веса жидкого металла, содержания серы и кислорода, основных элементов и легирующих в базовом расплаве чугуна и времени сохранения модифицирующего эффекта. Контроль всех параметров технологического процесса обеспечивают комплексной системой видеонаблюдения технологических операций с регистрацией и передачей полученных результатов в компьютерную базу данных и на световое табло, при этом производят идентификацию, регистрацию каждого ковша и управление движением в технологическом цикле разливочных ковшей, а об окончании модифицирующего эффекта извещают звуковой сигнализацией.
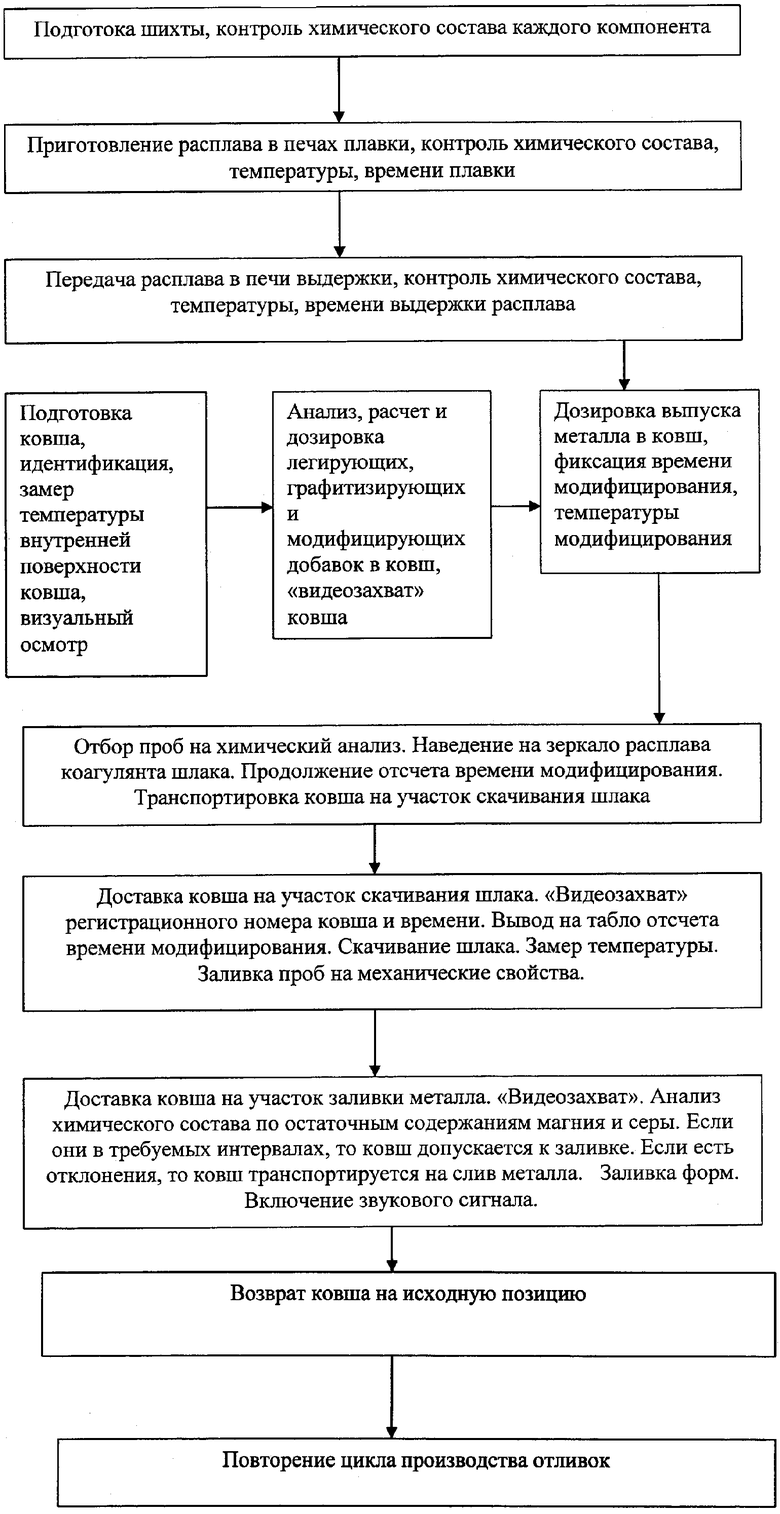
Процесс производства осуществляется на основе мониторинга всего процесса пооперационно, в соответствии с алгоритмом способа производства.
Для обеспечения процесса проводится: подготовка шихты и ковшей, плавка и доводка исходного расплава чугуна по требуемому химическому составу, выдержка исходного расплава чугуна, расчет требуемого количества вводимых активных сфероидизирующих, вермикуляризирующих (магний, РЗМ), легирующих (олово, медь, молибден, никель) и графитизирующих (кремний, алюминий, щелочно-земельные металлы) элементов на основе содержания в исходном расплаве чугуна основных элементов (углерода, кремния и др.), серы и кислорода, взвешивание лигатуры, модификатора, обработка металла, химический анализ, температурный и временной отсчет, транспортировка чугуна, скачивание шлака, отбор проб на физико-механические свойства, заливка форм, информация о каждом работающем ковше в реальном режиме времени «on-lain». Для осуществления контроля в контрольных точках движения ковша с металлом устанавливается система видеонаблюдения и производится идентификация и регистрация каждого ковша. Время транспортировки каждого ковша к участку скачивания шлака и участку заливки металла фиксируется системой АСУ и выводится на дисплей компьютера диспетчера и на световое табло каждого участка. Участок заливки металла дополнительно оснащен звуковой сигнализацией, включающейся за пять минут до окончания сохранения эффекта модифицирования, а после истечения времени, обеспечивающего сохранение этого эффекта, блокируется ковш, прекращается заливка металла в формы, и ковш направляется на слив оставшегося металла, а затем на исходную позицию. Далее приводится алгоритм предлагаемого способа производства серого и высокопрочного чугуна с шаровидным и вермикулярным графитом.
На чертеже показан алгоритм способа управления технологическим процессом производства серого и высоко прочного чугуна с шаровидным и вермикулярным графитом.
Способ управления технологическим процессом производства отливок из серого и высокопрочного чугуна с шаровидным и вермикулярным графитом основан на применении различных лигатур и модификаторов, как комплексных фракционных: кусковых, проволочных, смесевых, так и быстроохлажденных («чипс») модификаторов и других материалов. В зависимости от наличия конкретного модификатора или комплекса модификаторов (сфероидизирующих, вермикуляризирующих, графитизирующих) в программу автоматизированного управления производством вводятся значения:
- минимального времени сохранения эффекта модифицирования;
- оптимальных интервалов остаточного содержания активных элементов (магний, РЗМ);
- максимально допустимых интервалов остаточного содержания десфероидизирующих элементов (сера, кислород, титан);
- минимально допустимого количества легирующих элементов.
Рассчитываются оптимальные расходные характеристики данных легирующих и модифицирующих добавок, температурного интервала расплава на каждой стадии процесса с учетом металлоемкости ковшей, литейных форм и необходимой скорости заливки конкретной номенклатуры отливок.
Предлагаемый способ обеспечивает изготовление отливок по всей гамме сложности - (I-IV) класс точности в единичном, мелкосерийном, серийном, крупносерийном и массовом производстве, учитывая особенности однолинейного производства (один плавильный комплекс - один формовочный комплекс), так полинейном производстве (один плавильный комплекс - несколько формовочных комплексов или несколько плавильных комплексов - несколько формовочных комплексов и т.д.), работающих одновременно.
Предлагаемый способ характеризуется прослеживаемостью, управляемостью, надежностью, стабильностью, обеспечением технических требований производимых отливок. В таблице представлены результаты проведения экспериментальных плавок по предлагаемому способу и по прототипу.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА С ВЕРМИКУЛЯРНЫМ ГРАФИТОМ | 2006 |
|
RU2315815C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ИЗ ВЫСОКОПРОЧНОГО ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2023 |
|
RU2814095C1 |
| ЧУГУН С ВЕРМИКУЛЯРНЫМ ГРАФИТОМ | 2006 |
|
RU2318903C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОЧНЫХ ЧУГУНОВ С ШАРОВИДНЫМ ИЛИ ВЕРМИКУЛЯРНЫМ ГРАФИТОМ НА ОСНОВЕ НАНОСТРУКТУРИРОВАННОГО НАУГЛЕРОЖИВАТЕЛЯ | 2011 |
|
RU2495133C2 |
| Способ получения чугуна с шаровидным графитом | 1982 |
|
SU1270173A1 |
| КОМПЛЕКСНЫЙ МОДИФИКАТОР ДЛЯ ПРОИЗВОДСТВА ОТЛИВОК ИЗ ЧУГУНА С ВЕРМИКУЛЯРНЫМ И КОМПАКТНЫМ ГРАФИТОМ | 2006 |
|
RU2323270C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ИЗ ЧУГУНА | 2013 |
|
RU2541250C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНОГО ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2014 |
|
RU2585912C1 |
| Способ получения чугуна с шаровидной формой графита | 1985 |
|
SU1271886A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОТОННАЖНЫХ ОТЛИВОК ИЗ ВЫСОКОПРОЧНОГО ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2016 |
|
RU2637459C2 |
Изобретение относится к металлургии, к литейному производству, в частности к способам производства серого и высокопрочного чугуна, и может быть использовано при единичном, серийном, и массовом производстве отливок из чугуна. В способе получают базовый расплав чугуна с использованием легирующих, модифицирующих и графитизирующих добавок, контролируют и корректируют параметры процесса, включая управление эффектом сфероидизирующего и вермикуляризирующего модифицирования на участке заливки литейных форм. Осуществляют одноразовую ковшевую обработку чугуна, производя предварительный расчет количества легирующих, модифицирующих и графитизирующих добавок в зависимости от веса жидкого металла, содержания серы и кислорода, основных элементов и легирующих в базовом расплаве чугуна и времени сохранения модифицирующего эффекта, причем контроль всех параметров технологического процесса обеспечивают комплексной системой видеонаблюдения технологических операций с регистрацией и передачей полученных результатов в компьютерную базу данных и на световое табло. Об окончании модифицирующего эффекта извещают звуковой сигнализацией. Изобретение направлено на создание стабильного, устойчивого и надежного производства литейного серого и высокопрочного чугуна при минимальных расходных характеристиках модификатора или лигатуры, обеспечивающего производство чугунных отливок с заданными металлографическими и физико-механическими свойствами. 1 ил., 3 табл.
Способ управления технологическим процессом производства серого и высокопрочного чугуна с шаровидным и вермикулярным графитом для получения отливок, включающий получение базового расплава чугуна с использованием легирующих, модифицирующих и графитизирующих добавок, контроль и корректировку параметров технологического процесса, включающего управление эффектом сфероидизирующего и вермикуляризирующего модифицирования чугуна на участке заливки литейных форм, отличающийся тем, что производят предварительный расчет количества легирующих, модифицирующих и графитизирующих добавок в зависимости от веса жидкого металла, содержания серы и кислорода, основных элементов и легирующих в базовом расплаве чугуна и времени сохранения модифицирующего эффекта, и осуществляют одноразовую ковшевую обработку чугуна, причем контроль всех параметров технологического процесса обеспечивают комплексной системой видеонаблюдения технологических операций с регистрацией и передачей полученных результатов в компьютерную базу данных и на световое табло, при этом производят идентификацию, регистрацию и управление движением в технологическом цикле каждого разливочного ковша, а об окончании модифицирующего эффекта извещают звуковой сигнализацией.
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОЧНОГО ЧУГУНА | 1991 |
|
RU2121511C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНОГО ЧУГУНА | 2000 |
|
RU2156809C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНОГО ЧУГУНА | 1992 |
|
RU2016079C1 |
| US 4667725 A, 26.05.1987 | |||
| GB 1037518 A, 28.03.1963 | |||
| GB 1126013 A, 05.09.1968. | |||

