Известные шипорезные станки для изготовления на досках шипов ч проушин в форме ласточкина хвоста, состоящие из многошпиндельной фрезерной головки, каждый шпиндель которой снабжен на одном конце цилиндрической пальцевой фрезой, а на другом - конической, двух сто.лов, поворотных в вертикальной плоскости, и копирного устройства не позволяют производить зарезку шипов и проушин с различным углом шиповой вязки на одной доске или одновременно на нескольких досках, сложенных стопкой.
В описываемом шипорезном станке этот недостаток устранен тем, что фрезерная головка выполнена подвижной как в вертикальной плоскости, так и горизонтальной.
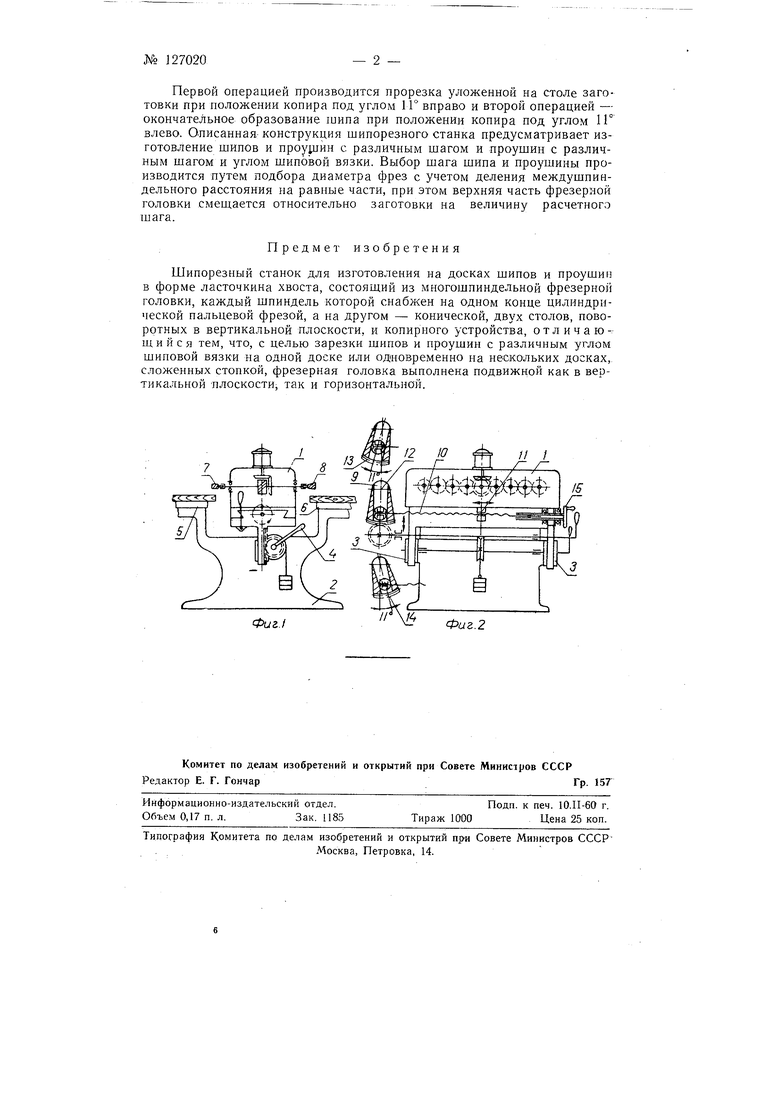
На фиг. 1 изображен станок в поперечном разрезе; на фиг. 2 - продольный разрез.
Шипорезный станок состоит из многошпиндельной фрезерной головки 1, станины. 2, в которой укреплены направляющие 5, служашие для перемещения головки в вертикальном направлении при помощи рукоятки 4. По обе стороны головки расположены поворотные в вертикальной плоскости столы 5 и 5.
Каждый шпиндель головки снабжен на одном конце цилиндрической пальцевой фрезой 7, а на другом - конической 8, причем пальцевая фреза служит для фрезерования шипов, а коническая - для фрезеровании проущин.
Копир 9 прикреплен к станине станка и связан с фрезерной головкой через винт 10 и гайку 11 закрепленную в верхней части головки. Копир имеет три положения: вертикальное - 12, под углом 1Г влево - 13 и под углом 1Г вправо - 14, которые устанавливаются вращением рукоятки 15.
Фрезерование проушин производится конической фрезой при вертикальном перемещении фрезерной головки, когда копир занимает вертикальное положение. Фрезерование ЩИПОБ осуществляется пальцевой фре:зой с двух операций.
Первой операцией производится прорезка уложенной на столе заготовки при положении копира под углом 11° вправо и второй операцией - окончательное образование шипа при положении копира под углом 11° влево. Описанная конструкция шипорезного станка предусматривает изготовление шипов и проущин с различным шагом и проушин с различным шагом и углом шиповой вязки. Выбор шага шипа и проушины производится путем подбора диаметра фрез с учетом деления междушпиндельпого расстояния на равные части, при этом верхняя часть фрезерной головки смешается относительно заготовки на величину расчетного шага.
Пред мет изобретения
Шипорезный станок для изготовления на досках шипов и проушир) в форме ласточкина хвоста, состояший из многошпиндельной фрезерной головки, каждый шпиндель которой снабжен на одном конце цилиндрической пальцевой фрезой, а на другом - конической, двух столов, поворотных в вертикальной плоскости, и копирного устройства, отличающийся тем, что, с целью зарезки шипов и проушин с различным углом шиповой вязки на одной доске или одновременно на нескольких досках, сложенных стопкой, фрезерная головка выполнена подвижной как в вертикальной ПЛОСКОСТИ, так и горизонтальной.
Фиг./
// /
Фиг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Шипорезный станок | 1939 |
|
SU59804A1 |
| Деревообрабатывающий комбинированный станок | 1959 |
|
SU130179A1 |
| Многошпиндельный, многопозиционный вертикально-сверлильный станок для сверления отверстий в дисковых решетках мясорубок и тому подобных деталях | 1959 |
|
SU127548A1 |
| Шипорезный станок для вязки стенок ящиков | 1956 |
|
SU131076A1 |
| СВЕРЛИЛЬНО-ФРЕЗЕРНЫЙ СТАНОК | 1992 |
|
RU2042508C1 |
| ШИПОРЕЗНЫЙ СТАНОК ДЛЯ ЯЩИЧНЫХ ПРЯМЫХ ШИПОВ | 2014 |
|
RU2554441C1 |
| СТАНОК ШИПОРЕЗНЫЙ | 2002 |
|
RU2221693C1 |
| Планетарный торцофрезерный станок | 1961 |
|
SU147416A1 |
| Полуавтоматический станок для совместной обработки грифа и корпуса музыкальных инструментов | 1986 |
|
SU1339016A1 |
| Универсальный деревообрабатывающий станок | 1990 |
|
SU1797567A3 |
