13
дежности работы механитма цонтрирова ния корпуса. Полуавтоматический станок имеет станину I, на которой уста новлена стойка 2, всртика.чьный стол 19 с упором 20 и механизмом 23 центрирования, зажим 1ая рама J j грифа. На стойке 2 смонтирована фpc: epнaя головка 12 с возможностью перемещения в трех взаимно перп(М1 и1кулярных направлениях, имеющая конироиальный палец 16 с роликом 17 на конце взаимодействия с копирами 4. Статюк снабжен устройством 49 для выречания отверстия в деке корпуса музыкального инструмента, механизмами S1 сверления отверстий под кнопку в корпусе 24 гитары и в головке rjnidia и коман- доаппаратом 62 управления очередностью включения в работу пригюдоп
1
Изобретение о пккпггсн к .-т. ррвооб- рабатывающей промьгошеишмгги , в частности к оборудовашпо ,лая гонме тно обработки грифов и К1) музыкальных инструментов.
Цель изобретения - ионы1 рние производительности труда, расччирение функциональных возм 1жностои и повышение надежности работы механизма пент- рирования корпусов.
На фиг,1 изображен станок, общий вид; на фиг,2 - то же, пид сnepxyj на фиг.З - вид А на фиг,1; на фиг,4 - вид Б на фиг.1; на фит-,5 - сечение В-В на фиг,1; на фиг.Ь - се:чение Г-Г на фиг,1; на фиг,7 - сече}тие Д-Д на фиг,1; на фиг.8 - вид К на фиг.1; на фиг.9 - вид Ж на фиг.1; на фиг,10 - вид 3 на фиг.2; на фиг .М - сечение И-И на фиг,2; на фиг,12 - сечение К-К на фиг.З; на фиг,13 - сечение Л-Л на фиг.З; на фиг.14 - вид М на фиг,3; на фиг,15 - вид И на фиг.8; на фиг.16 - сечение 0-0 ил фиг. 9; на фиг, 17 - сечение П-П на фиг.14,
Полуавтоматический станок для совместной обработки грифа и корпуса музыкальных инструмент-он, в частности г итар, включает станину , на которой жестко установлена гтойка 2,
16
этих устройств и механизмов. Перед обработкой осуществляют настройку всех устройств и механизмов станка на определенный типоразмер изделия. Корпус и гриф гитары центрируют и зажимают на столе 19 и в зажимной раме 35, включают привод 46 командо- аппарата 62. Перв1 1м вступает в работу риловой цилиндр 1 32 , перемеща1ош 1й раму 35 в верхнее рабочее положение Затем начинается обработка шипа 48 в пятке грифа и гнезда в корпусе 24 фрезерной головкой 2. Одновременно с этим включается в работу механизм 51 и механизм сверления отверстий в головке грифа. После этого рама 35 опускается вниз и устройством 49 вырезаются отверстия л деке корпуса г итарь. 4 з.п. ф-лы, 17 ил.
снабженная кронштейном 3 с жестко установленными на нем копирами 4. В направляюищх 5 стойки 2 установлена с возможнос1ью перемещения с помощью ) силового цилиндра 6 подачи каретка
7,на которой размешены Направляющие
8,установленные перпендикулярно направляющим 5 стойки 2. В направляющих 8 размещен подвижный с помощью сило0 вого цилиндра 9, закрепленного на каретке 7, суппорт 10, на котором размещены направляющие 1, установленные перпендикулярно направляющим 8, закренленным на каретке 7, В направляющих 11 размещена фрезерная головка 12, фиксируемая в рабочем положении винтами 13,
Фрезерная головка 12 снабжена фрезой 14, установленной на шпинделе 15,
и копировальным пальцем 16 с роликом 17 на конце, поочередно взаимодействующим с копирами 4, закрепленньгми болтаг-П5 18 на кронштейн е 3 стойки 2, Ось вращения шпиндаля 15 фрезерной голоЕКи 12 параплельна направляюпглм 1 . суппорта 10 и продольной оси станка .
На станине 1 закреплен стол 19, ;:набженный упором 20 t; осевым притки чем 21, подпружиненным пружиной 22,
31
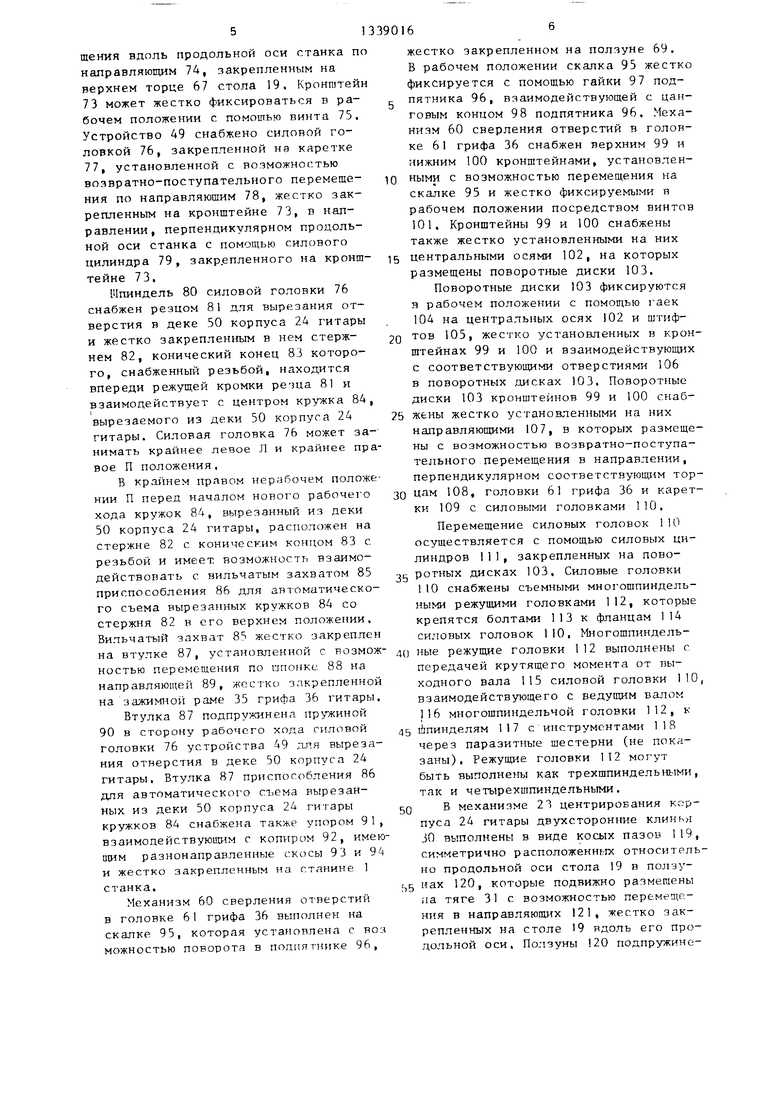
На столп 9 также размещен механизм 21 центрирования корпуса 24 гитары, выполненный в виде двух пар симметрично расположенных и подвижных перпендикулярно продольной оси стола 19 губок 25, размещенных в направляюп;их 26, жестко закрепленных на столе 19, Губки 25 установлены в поперечных пазах 27 стола 19 и имеют соединен- ные с ними толкатели 28 с пальцами 29, взаимодействующими с двусторонними клиньями 30, установленными на тяге 31, Тяга 3 размеп1ена с возмож
ностью перемещения в продольных нап- 15 корпусов 24 гитар различных типоравляющих 32, жестко закрепленных на столе 19, и связана со штоком 33 силового иипиндра 34, установленного на столе 19.
рама 35 грифа 36 гитары снабжена упором 37, взаимодействующим с пяткой 38 грифа 36 гитары, и регулируемыми по ее длине центрирующими и зажимными элементами 39, которые выполнены в виде ползунов 40, перемещаемых вдоль зажимной рамы 33 и фиксируемых в требуемом положении винтами 41. Зажимные элементы 39 снабжены также центрирующими зажимными призмами 42, затягиваемыми винта- Mtr 43 с гайками 44.
Станок снабжен также прижимами 45, расположенными на рабочей поверхности стола 19 и служащими для жесткой фиксации корпуса 24 гитары в рабочем положении. Внутри станины 1 расположен привод 46 станка.
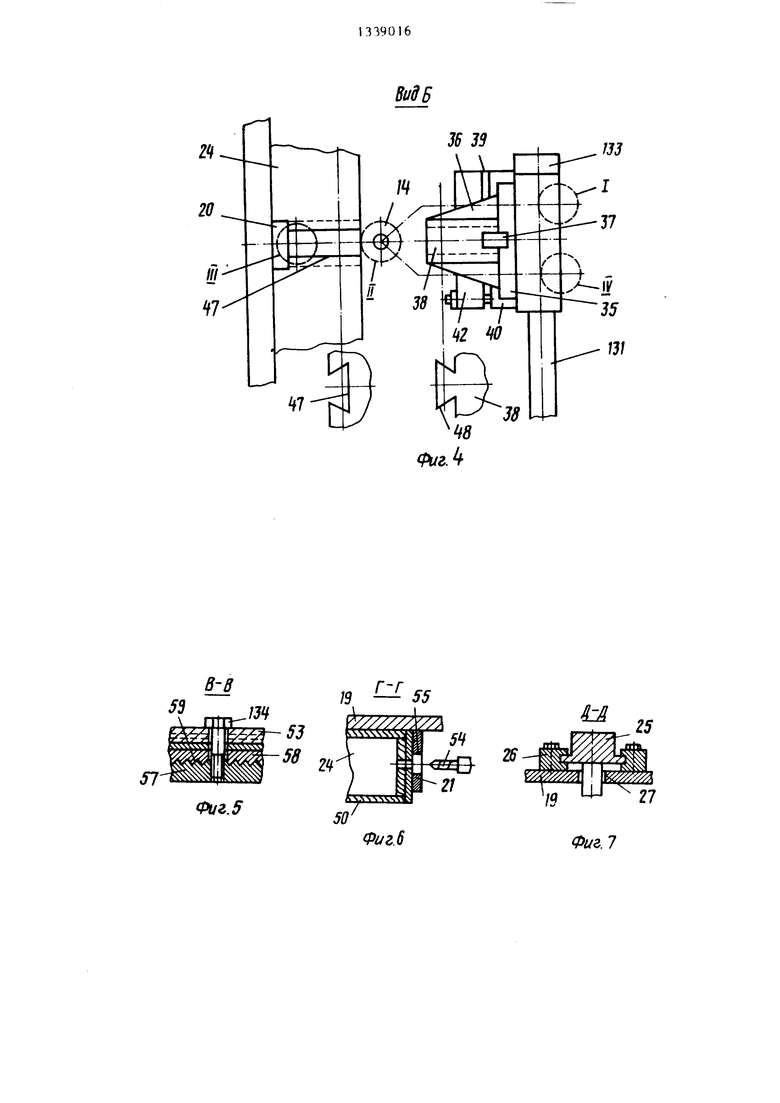
Фреза 14 фрезерной головки 12 занимает перед началом обработки одно
ИЗ положений I или IV (фиг,А), перед40 боковом торце 68 стола 19, проти- заходом в тело корпуса 24 гитары - воположном стойке 2 с кареткой 7. положение II, в конце обработки гнеэ- Механизм 60 сверления отверстий да 47 в корпусе 24 гитары - положе- в головке 61 грифа 36 размещен на
ние IIII В пятке 38 грифа 36 гитары при обработке фрезой 14 выполняется щи п 48.
Станок снабжен устройством 49 для вырезания отверстия в деке 50 корпуса 24 гитары и механизмом 51 сверления ответ тия под кнопку в корпусе 4 гитары, который выполнен в виде силовой головки 52, устаиовлеиной с возможностью перемещения вдоль продольной оси стола 19 в направляющих 53, закрепленных на столе 19, Силовая голонка 52 снабжена сверлом 54, которое н рабочем положении головки 52 ратхекается в отверстии 55 осевого полпружнпснного прижима 21,
Перемещение силороГ головки 52 осуществляется с помошьк силоного цилиндра 56, закрепленного на кронштейне 57 стола 19. Направляюпите 53 и силовой цилиндр 56 установлены на пластине 58, снабженной рифлениями 59, выполненными перпендикулярно направлению перемещения силовой головки 52 и взаимодействующими с ответными рифлениями на кронщтейне 57 стола 19, к которому она крепится. Это позволяет осуществлять регулировку положения силовой головки 52 при обработ0
размеров,
Станок снабжен также механизмом ЬО сверления отверстий в головке 61 грифа 36 и командоаппаратом 62 управления очередности включения в работу приводов устройств и механизмов станка. Командоаппарат 62 размещен внутри станины 1 и содержит кулачковый вал 63, кинематически связан-
5 ный с приводом 46 станка, с установленными на нем кулачками 64, взаимодействующими с толкателями 65 элек- тропневмораспределителей 66, управляющих работой .соответствующих сило0 вых цилиндров.
Стол 19 выполнен п виде плиты, вертикально закрепленной на станине параллельно продольной оси пянка. Устройство 49 дл8 выре отверстия п деке 50 корпуса 24 гитары размещено на верхнем торце 67 стола 19, а механизм 51 сверления отверстия под кнопку в корпусе 24 размещен на кронштейне 57, жестко закрепленном
5
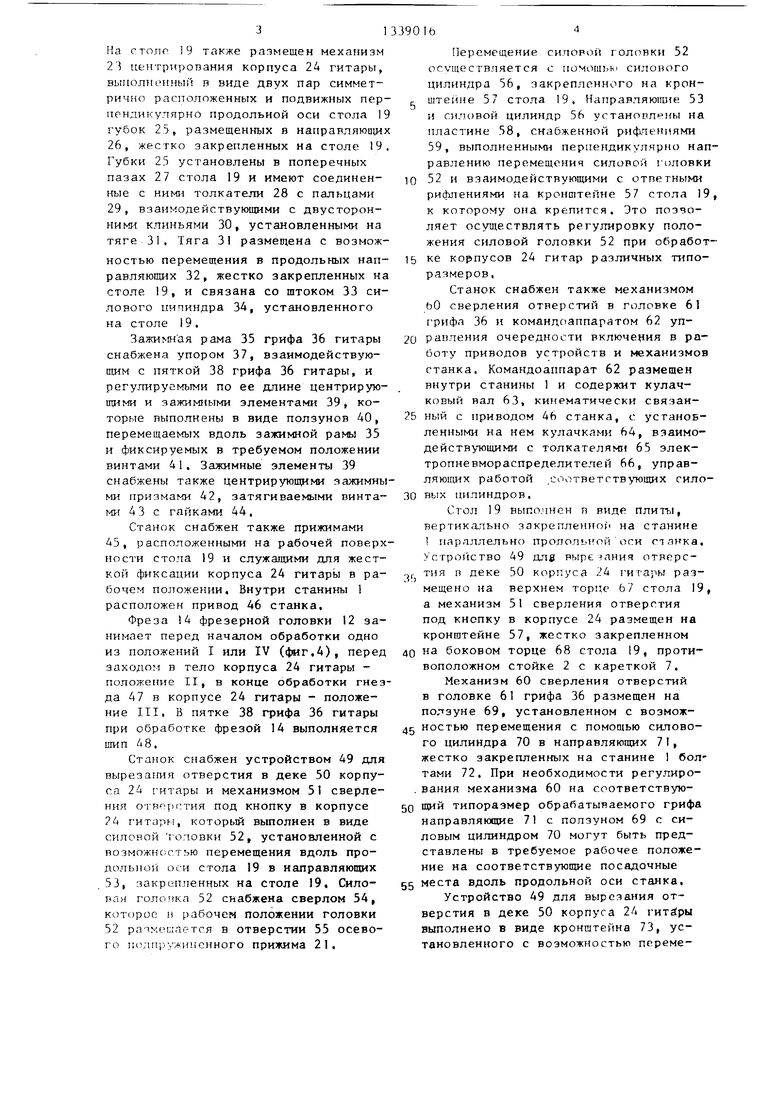
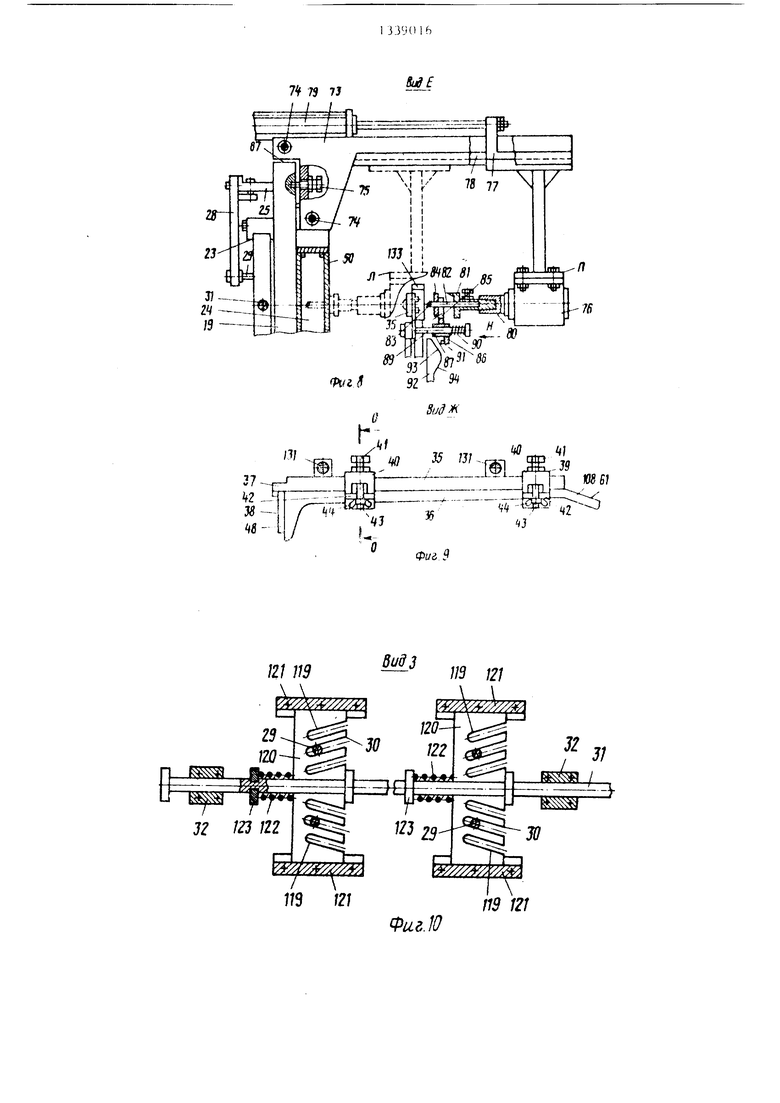
ползуне 69, установленном с возмож- g ностью перемещения с помощью силового цилиндра 70 в направляющих 71, жестко закрепленных на станине 1 бол тами 72. При необходимости регулиро- ,вания механизма 60 на соответствую- 50 щий типоразмер обрабатываемого грифа направляющие 71 с ползуном 69 с силовым ци,г1индром 70 могут быть представлены в требуемое рабочее положение на соответствующие посадочные 55 места вдоль продольной оси станка. Устройство 49 для вырезания отверстия в деке 50 корпуса 24 гитйры выполнено в виде кронштейна 73, установленного с возможностью псремешения вдоль продольной оси станка по направляющим 74, закрепленным на верхнем торце 67 стола 19, Кронштейн 73 может жестко фиксироваться в рабочем положении с помошью винта 75, Устройство 49 снабжено силовой головкой 76, закрепленной на каретке 77, установленной с возможностью возвратно-поступательного перемещения по направляющим 78, жестко закрепленным на кронштейне 73, в направлении, перпендикулярном продольной оси станка с помощью силового цилиндра 79, закрепленного на кронштейне 73,
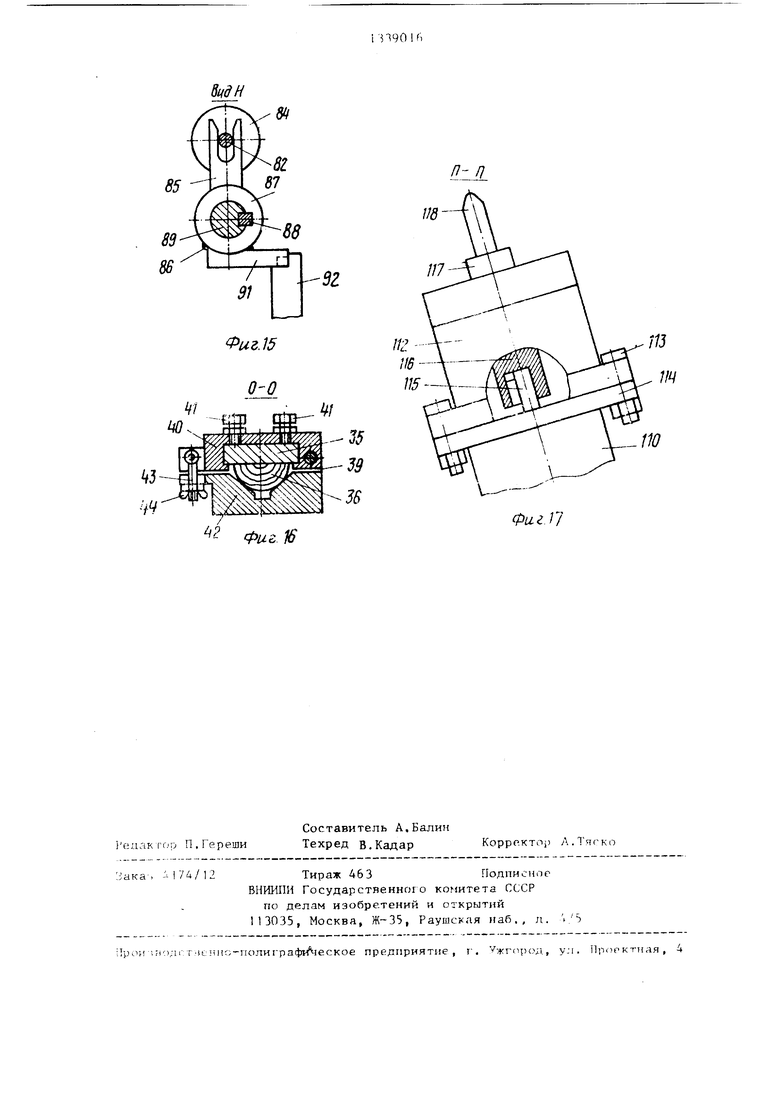
Шпиндель 80 силовой головки 76 снабжен резцом 81 для вырезания отверстия в деке 50 корпуса 24 гитары и жестко закрепленным в нем стержнем 82, конический конец 83 которого, снабженный резьбой, находится впереди режущей кромки ре-ща 81 и взаимодействует с центром кружка 84, вырезаемого из деки 50 корпуса 24 гитары. Силовая головка 76 может занимать крайнее левое Л и крайнее правое П положения.
В крайнем правом нерабочем положении П перед началом нового рабочего хода кружок 84, вырезанный из деки 50 корпуса Z4 гитары, расположен на стержне 82 с коническим концом 83 с резьбой и имеет возможность взаимодействовать с вильчатым захватом 85 приспособления 86 для автоматического съема вырезанных кружков 84 со стержня 82 в его верхнем положении. Вильчатый захват 85 жестко закреплен
на втулке 87, установленной с возмож- д ные режущ 1е головки 112 выполнены
ностью перемещения по ппонке 88 на направляющей 89, жестко закрепленной на зажимной раме 35 грифа 36 гитары.
Втулка 87 подпружинена пружиной 90 в сторону рабочего хода гиловой головки 76 устройства 49 для вырезания отверстия в деке 50 корпуса 24 гитары. Втулка 87 приспособления 86 для автоматического съема вырезанных из деки 50 корпуса 24 гитары кружков 84 снабжена также упором 91, взаимодействующим с копиром 92, имеющим разнонаправленные скосы 93 и 94 и жестко закрепленным на станине 1 станка.
Механизм 60 сверления отверстий в головке 61 грифа 36 выполнен на скалке 95, которая установлена с воз можностью поворота в подпятнике 96,
передачей крутящего момента от выходного вала 115 силовой головки 1 взаимодействующего с ведущим валом 116 многошпиндельчой головки 112,
45 йпинделям 117 с инструментами 118 через паразитные шестерни (не пока заны), Режуш е головки 112 могут быть выполнены как трехшпиндельным так и четырехщпиндельными.
50 В механизме 23 центрирования ко пуса 24 гитары двухсторон1ше клинь 30 выполнены в виде косых пазов 11 симметрично расположенньгх относите но продольной оси стола 19 в ползу
с,5 нах 120, которые подвижно размещен на тяге 31 с возможностью перемеще ния в направляющих 121, жестко зак репленных на столе 19 ндоль его пр дольной оси. Ползуны 20 подпружин
жестко закрепленном на ползуне 69. В рабочем положении скалка 95 жестко фиксируется с помощью гайки 97 подпятника 96, взаимодействующей с цанговым концом 98 подпятника 96, Механизм 60 сверления отверстий в головке 61 грифа 36 снабжен верхним 99 и нижним 100 кронщтейнами, установлен- ными с возможностью перемещения на скалке 95 и жестко фиксируемыми в рабочем положении посредством винтов 101, Кронштейны 99 и 100 снабжены также жестко установленными на них
центральными осями 102, на которых размещены поворотные диски 103,
Поворотные диски 103 фиксируются в рабочем положении с помощью гаек 104 на центральных осях 102 и штифтов 105, жестко установленных в кронштейнах 99 и 100 и взаимодействующих с соответствующими отверстиями 106 в поворотных дисках 103, Поворотные диски 103 кронщтейнов 99 и 100 снабжены жестко установленными на них
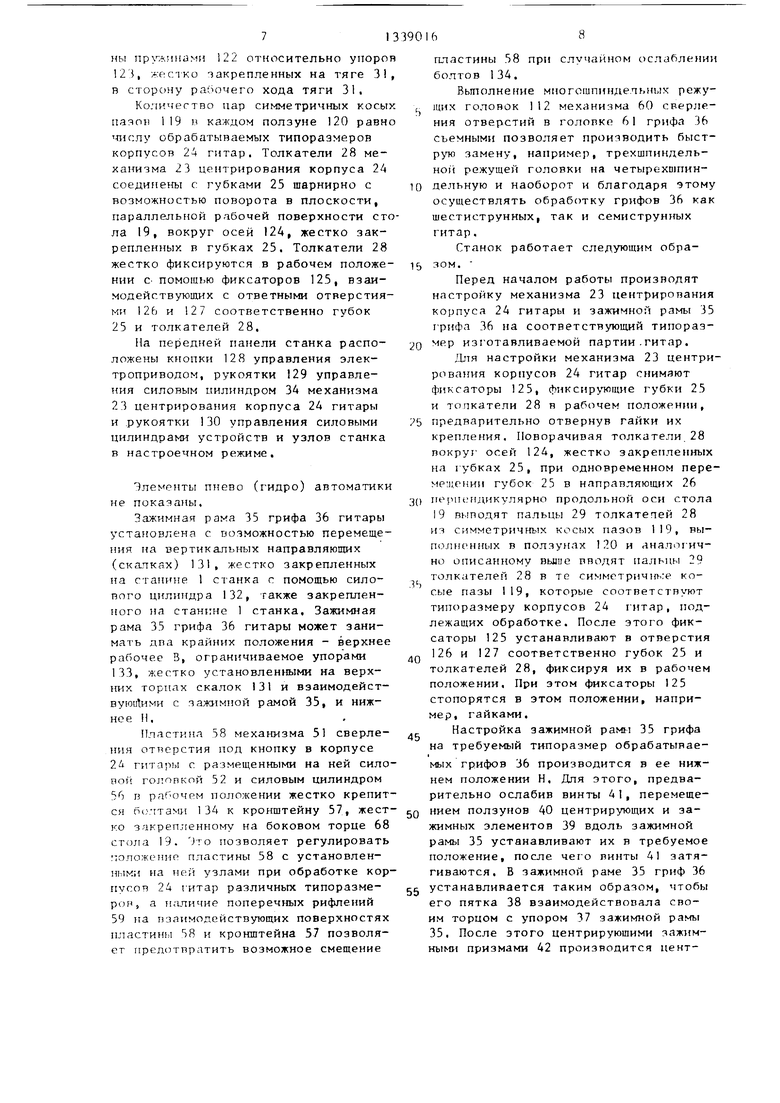
направляющими 107, в которых размещены с возможностью возвратно-поступательного .перемещения в направлении, перпендикулярном соответствующз1М торЦам 108, головки 61 грифа 36 и каретки 109 с силовыми головками ПО,
Перемещение силовых головок 110 осуществляется с помощью силовых цилиндров 111, закрепленных на поворотных дисках 103, Силовые головки 110 снабжены съемными многошпиндельными режущими головками 112, которые крепятся болтами 113 к фланцам 114 силовых головок 110, Многощпиндельпередачей крутящего момента от выходного вала 115 силовой головки 110 взаимодействующего с ведущим валом 116 многошпиндельчой головки 112, к
45 йпинделям 117 с инструментами 118 через паразитные шестерни (не показаны), Режуш е головки 112 могут быть выполнены как трехшпиндельными, так и четырехщпиндельными.
50 В механизме 23 центрирования корпуса 24 гитары двухсторон1ше клинья 30 выполнены в виде косых пазов 119, симметрично расположенньгх относительно продольной оси стола 19 в ползус,5 нах 120, которые подвижно размещены на тяге 31 с возможностью перемещения в направляющих 121, жестко закрепленных на столе 19 ндоль его продольной оси. Ползуны 20 подпружинены прулинами 122 относительно упоро 12 :, жестко закрепленных на тяге 31 в сторону рабочего хода тяги 31,
Ко.чичество пар симметричных косых паяои 119 каждом ползуне 120 равно числу обрабатываемых типоразмеров корпусов 24 гитар. Толкатели 28 механизма 23 центрирования корпуса 2А соединены с губками 25 шарнирно с возможностью поворота в плоскости, параллельной рабочей поверхности стола 19, вокруг осей 124, жестко закрепленных в губках 25. Толкатели 28 жестко фиксируются в рабочем положе- НИИ С помощью фиксаторов 125, взаимодействующих с ответными отверстиями 126 и 127 соответственно губок 25 и толкателей 28.
На передней панели станка распо- ложены кнопки 128 управления электроприводом, рукоятки 129 управления силовым пилиндром ЗА механизма 23 центрирования корпуса 2Д гитары и рукоятки 130 управления силовыми цилиндрами устройств и узлов станка в настроечном режиме.
Элементы пнево (гидро) автоматики не показаны,
Зажимная рама 35 грифа 36 гитары установлена с возможностью перемеще- ия на вертикальных направляющих (скалках) 131, жестко закрепленных на станине 1 станка с помощью сило- вого цилиндра 132, также закрепленного на станине 1 станка. Зажимная рама 35 грифа 36 гитары может занимать дпа крайних положения - верхнее рабочее В, ограничиваемое упорами 133, жестко установленными на верхних торнах скалок 131 и взаимодейст- с зажимной рамой 35, и нижнее Н,
Пластина 58 механизма 51 сверле- НИН отверстия под кнопку в корпусе 2/1 )) с размещенными на ней сило- иой го: опкой 52. и силовым цилиндром 56 в раГ очем положении жестко крепится бс . ттами 134 к кронштейну 51, жест- ко закрепленному на боковом торце 68 стола 19. JTO позволяет регулировать гюложенмп пластины 58 с установленными на Heii узлами при обработке корпусов 24 гитар различных типоразме- роя, а т ;1личие поперечных рифлений 59 на нзаимодействующих поверхностях пластины 58 и крошптейна 57 позволяет предотвратить возможное смещение
пластины 58 при случайном ослаблении болтов 134.
Выполнение многошпиндельных режущих головок 112 механизма 60 сверления отверстий в головке 61 грифа 36 съемными позволяет производить быст- замену, например, трехшпиндель- ной режущей головки на четырехшпин- дельную и наоборот и благодаря этому осуществлять обработку грифов 36 как шестиструнных, так и семиструнных гитар.
Станок работает следующим образом.
Перед началом работы производят настройку механизма 23 центрирования корпуса 24 гитары и зажимной рамы 35 г рифа 36 на соответствующий типоразмер изготавливаемой партии .гитар.
Для настройки механизма 23 центрирования корпусов 24 гитар снимают фиксаторы 125, фиксирующие губки 25 и толкатели 28 в рабочем положении, предварительно отвернув гайки их крепления. Поворачивая толкатели 28 вокруг осей 124, жестко закрепленных на губках 25, при одновременном перемещении губок 25 в направляющих 26 перш пдикулярно продольной оси стола 19 выводят пальцы 29 толкатепей 28 из симметричных косых пазов 119, вы- П(1лненных в ползунах 120 и аналогично описанному вьиие вводят пальцы 29 толкателей 28 в те симметричш ге косые пазы 119, которые соответствуют типоразмеру корпусов 24 г итар, подлежащих обработке. После этого фиксаторы 125 устанавливают в отверстия 126 и 127 соответственно губок 25 и толкателей 28, фиксируя их в рабочем положении. При этом фиксаторы 125 стопорятся в этом положении, например, гайками.
Настройка зажимной рамы 35 грифа на требуемый типоразмер обрабатываемых грифов 36 производится в ее нижнем положении Н. Для этого, предварительно ослабив винты 41, перемещением ползунов 40 центрирующих и зажимных элементов 39 вдоль зажимной рамы 35 устанавливают их в требуемое положение, после чего винты 41 затягиваются. В зажимной раме 35 гриф 36 устанавливается таким образом, чтобы его пятка 38 взаимодействовала своим торцом с упором 37 зажимной рамы 35, После этого центрирующими зажимными призмами 42 производится цент
91
рирование грифа 36 и призмы 42 затягиваются винтами A3 с гайками 44. Гриф 36 оказывается отцентрирован и зажат на зажимной раме 35.
Устанавливают корпус 24 гитары, прижимая его к рабочей поверхности стола 19 между губками 25 с одной стороны и осевыми прижимом 21 и упором 20 с другой стороны. Поворотом рукоятки 129 включают силовой цилиндр 34 механизма 23 центрирования корпуса 24 гитары. 111ток 33 цилиндра 34, смещаясь, тянет за собой тягу 31, которая в свою очередь через упо ры 123 и пружины 122 воздействует на ползуны 120, перемешая их в направляющих 121. Ползуны 120, взаимодействуя своими косыми пазами 119 с папьцами 29 толкателей 28, смещают их вместе со связанными с ними губками 25 к продольной оси стола 19.
Губки 25, взаимоде1)ствуя с боковыми стенками корпуса 24 гитары, центрируют его относительно ттродоль- ной оси стола 19, Применение пружин 122 позволяет компенсировать влияние погрешностей изготовления корпусов 24 гитар на точность их центрирования. Одновременно с этим осевой прижим 21, подпружиненный пружинами 22, прижимает корпус 24 гитлр,1 к упору 20, жестко закрепленному на рабочей поверхности стола 19, )рпус 24 гитары фиксируют в рабочем положении прижимами 45. Корпус 24 и гриф 36 гитары готовы к обработке.
Производят настройку фрезы 1 4 фрезерной головки 12 на требуемый размер обработки. Для рет улировки размера обрабатываемых элементов соединения типа ласточкин хпост корпуса 24 и пятки 38 грифа гитары вдол продольной оси ослабляют винты 13, устанавливают фрезерную головку 12 в необходимое положение перемещением ее вдоль направляюп;их 1 1 суппорта 10 и фиксируют ее затяжкой винтов 13. Настройка поперечных размеров об рабатываеьых элементов соединения типа ласточкин хвост осуществляется путем смещения копиров 4 в направлении, перпендикулярном пролольной оси станка, с последуюу(ей их фиксацией путем затяжки болтов 18.
Производят регулировку механизма 51 сверления отверстия под кнопку в корпусе 24 гитары. Лтя эт(М о отпускают болты 134, крепящие пластину 58
0
5
0
5
0
5
0
5
1610
К крошите11ну 57, жестко закрепленному на боковом торце 68 стола 19, после чего пластину 58 с закрепленными на ней направляющими 53 с силовой головкой 52 и силовым цилиндром 36 смещают вдоль продольной оси стола в требуемое положение, соответствующее обрабатываемому типоразмеру корпуса 24 гитары. Болты 134 вворачивают в заранее выполненные в кронштейне 57 резьбовые отверстия и затягивают, соблюдая соосность силовой головки 52 и продольной оси стола 19. При выполнении этой операции направляющие 53 остаются жестко закрепленными на пластине 58 своими винтами.
Регулировку устройства 49 для вырезания отверстий в деке 50 корпуса 24 гитары осуществляют следующим образом.
Отворачивают винт 75, фиксирующий кронщтейн 73 в рабочем положении, и перемещают последний в требуемое положение, соответствующее требуемому типоразмеру корпуса 24 гитары. При этом ось силовой головки 76, находящейся в крайнем правом нерабочем положении П устанавливается на одной линии с центром будущего отверстия в деке 50 корпуса 24. После этого болт 75 затягивается, фиксируя псе устройство 49 для вырезания отверстия в деке 50 корпуса 24 гитары в рабочем положении.
Производится регулировка механизма 60 сверления отверстий в головке 61 грифа 36. Для этого первоначально отпускают болты 72 и направляющие 71 вместе с ползуном 69 и установленным на нем механизмом 60 смешают вдоль продольной оси станка в одно из рабочих положений, зависящее от длины обрабатываемого типоразмера грифа 36, После этого болты 72 затягивают в соответствующих резьбовых
отверстиях станины
фиксируя нап
равляющие 71 с установленным в них ползуном 69 в новом рабочем положении. Одновременно в соответствующее положение устанавливают и силовой цилиндр 70,
Поворотом одной из рукояток управления 130 с помощью силового цилиндра 70 в настроечном режиме смещают ползун 69 с установленным на нем механизмом 60 сверления отверстий в головке 61 грифа 36 в положение, при котором будет производить -I ) i-- I-I I г ::, (-T Tiy с.кают raiiKv 97, ,:ли; - Г1-/|.1 нашу 98 подпятника 96, и n l-i- i-i.i JHP.awT скапку 95 с установ- лпшгыми -. Я ней яерхним 99 и нижним li i:) ко(}111;гри}1ами с силовыми головками 10 ЯКИМ образом, чтобы плос- , п которой лежат оси инструме ТЧ1И iH мтгогпгпгтиндельных режущих го 111 :; проходила через середины 7орипк 10Я головки 61 грифа 36 пер- . 1 им,
атчгипдит -лики 98, жестко фик- с р-руя скалку 95, а следовательно, и многоишинлр. головки 112 в данном гтолуженич. Отворачивают гайки 106 по -т рлл чыу осей 102, жестко за ; И кг;01П1тейнах 99 и 100. (11дс лиски 103 несколько сме i l i - г r ;ii s центр лльгых осей 102, iT j6i-i кпнцм штифтов 105, жестко эак rir.iHir чцпх 11 кронштейнах 99 и 100, ;;: -iei-гпли лличод Г йствовать с от- 106 / поворотных дисках iC J- 1).)(:лр nroro поворотные диски 03 попорпчияают R то положение, при Ko- opfiM СИЛ инструментов 118 много- 111пиндол7, режущих головок 112 пер :1 11;1икулярны торцам 108 головки 61 гр1 фл 3fj ,
MoHouciTifbTP jJ,иcки 103 вновь сме- г-итют и::.-, централышх осей 102, Ом гпш : S |Г;5 рогали в отверстия
( fi .IX JTHSlx дисках 103, COOT
4i г ; MV oiunf HopcjMy положению поворот л: :у 10), и затягивают гайки Mil, г гь- тультате поворотные диски О . с у -танорпенными на них силовы- :-г 1 10 . гилонмми цилиндрами 1 1 1 Л -- т ко 1п (сгируются в рабочем положе -1 1 В --онце рег улировки, если это не- оГ1Х ;лимо, заменяют одну из съемных мног-ощпилдеггьных режущих головок , Г данном случае установленную 1Ь силсчк) f г)лопке 110, размещенной 41 поьxiiPM кронштейне 99, на трех- 1 П1иил, или четырехшпиндельную : . v- ,i t ..i.-.j 11 от того, гриф 36 ка- Ki И : .- лодлежит обработке - со
.ч : i: rv;( НПО 11; СТИСТруННОЙ ИЛИ СбМИ. )уп-;г;;|. Для этого отворачивают бгмглл Ml, крепящие многошпиндель- Н-- rt).-::-; i 12 к фланцам 114 сило- i-.iji: г оп( ii iK 110,
L; - -:- чямене режущая голов- 1 i : (H и взамен нее уста- ii гг;т моияя. При этом выход1М.Ч :: i : : : : И ЮВОЙ ГОЛОВКИ 1 10 ВВОЛИТ . я И 1 ji3anMoj ciu Ti Hf с не;; .лшг.ч яалом ilh м итг 111 И - 1-: 1 .н(.)й Ч1Ч. ПК11 112. Устанпвлипают ся -ля мост, л- , тягянаются болч :- II -.. 1 одной из рукояток 1 у рЯ -1Л( ГИЧО
вой цилиндр 70, плГ- М .гющш и члстро- елис-м ре - име , гнкэвр.ип. н-i ПС Л ly; Ь V исходное положение . Чскаии tvi hO
) сиердения отперсти в го.лояко (- грИ фа 36 готов к работе.
После проверки работы всех устройств и узлов станка в настроечном режиме начинается совместная обработ5 ка корпуса 2Д и грифа 36 гитары. Нажатием одной из кнопок 128 включается привод 46, кинематически связан- ньл с кулачковым валом 63 коь чндоап- плрата 62 управления очередносги
0 включения Р работу приводов исполнительных механизмов устройств и уплов станка. При вращении кулачкового вала 63 жестко закрепленною на нем кулачки, 64, профилт рабочих почерх ностей которых выгюлнепы я ствии о циклограммой рпбпты сос тврт- ствуюишх ycTpoiicTH и учлов станка, воздействуют на Т(1лкатели 65 плек- тропневмораспрелр.ми епрй 66, упрлв0 ля1 -|Цих работой сиоих уч трпйгтя или учлор,
Первым включас1гя работу гило- вой цил гЖдр 132,. г;р1)ем -1шак :1ии 1 чг. У раму 35 1 рифа 36 из HH iHeiti нерабочего положе1;11я Н и всрхнрг ртГч чее положение В, В конце хода зажт1м- ная рама 35 останавливается, вллимо- действуя с упорами 133, жестко за0 крепленными на скалках 134, установленных на станине 1 станка. Таким образом, продольные оси грифа 36 и корпуса 24 гитары оказываются расположенными в одной плоскости.
Одновременно с подъемом зажимной рамы 35 упор 91, жестко закрепленный на втулке 87 приспособления 86 для автоматического съема вырезанных кружков 84 со стержнями 82, начинает взаимодействовать со скосом 94 копира 92, жестко закрепленного на нине станка. Втулка 87 при этом начинает смещаться к концу направляющей 89, жестко закрепленной на зажимной раме 35, сжимая пручо пу 90, Когда упор 91 подойдет к концу скоса 94 копира 92, вильча п) захват 85, жестко 3акреплениы1 ( ira птулкс Н7, охватывает стержень 82, жесть о зак5
0
5
репленный в шпинделе 80 силопой головки 76 вместе с резцом 81.
При дальнейшем подъеме зажимной рамы 35 упор 91 начинает взаимодейст вопать со скосом 93 копира 92, Втулка 87 перемещается под действием пружины 90 н сторону зажимной рамы 35 и вильчатый захват 85 вступает во взаимодействие с кружком 8А, вырезан ным при работе силовой головки 76 из ранее обработанного корпуса 24 гитары, если зта обработка проводилась перед началом нового цикла. Под действием пружины 90, вильчатый захват 85 стремится снять кружок 84 со стержня 82, но этому препятствует резьба на коническом копне 83 стержня 82,
В конце хода силового цилиндра 132 при подходе зажимной рамы 35 к верхнему рабочему положению В включается реверсивное вращение шпинделя 80 силовой головки 76 и кружок 85 под воздействием вильчато1 о захвата 85, подпружиненного пружиной 90, евин чивается с резьбового конического конца 83 стержня 82 и падает в какую-либо емкость (не показана), закрепленную на станине 1. Силовая головка 76 у с тр oil с т в а 49 для выреза1тия отверстия в деке 50 корпуса 24 гитары, находящаяся в крайнем правом нерабочем положении II оказывается подготовленной к работе и отключается.
После зтого начинается обработка 11шпа 48 в пятке 38 г-рифа 36 н гнезда 47 в корпусе 24 гитары. Включается фрезерная головка 12, фреза 14 которой может занимать R начале обработки положение I или IV. Одновремен но срабатывает силопой цилиндр 9, прижимающий ролик 17 копировального пальца 16 фрезерной головки 12 к верхнему или нижнему копиру 4 в зависимости от того, какое положение за- нимала фреза 14 перед началом обра- Рптки.
Срабатывает также силовой цилиндр 6 подачи каретки 7, осуществляющий рабочую подачу фрезы 1 {4, и начинается обработка одной стороны шипа 48 пятки 38 грифа 36 и Г незда 47 корпуса 24 гитары, при этом фрезерная головка 12 за с гет взаимодействия ролика 17 с одним из копиров
4, следуя по траекпчтрии, задаваемой его КОНУ ром, смешается к продольной оси станка после обработки типа 48 литки зН грифа )6. В конце обработки
гнезда 47 в корпусе 24 гитары, когда фреза 14 находится в положении 1И, происходит одновременное переключение силовых цилиндров 6 и 9.
Фреза 14 начинает перемещаться в обратном направлении, при этом фрезерная головка 12 прижимается роликом 17 копировального пальца 16 к противоположному копиру 4, а фреза 14 производит обработку протиБОьо- ложной стороны гнезда 47 в корпусе 24 и шипа 48 в пятке 38 грифа под соединение типа ласточкин хвост. По окончании обработки отключаются силовые цилиндры 6 и 9 и фрезерная головка 12, которая останавливается в положении IV или 1 в зависимости от начального положения,
Одновременно с обработкой грифа 36 и корпуса 24 гитары под соединением типа ласточкин хвост включается силовая головка 52 и с помощью силового цилиндра 56 начинается ее
перемещение в направляющих 53 в сторону корпуса 24 гитары. Инструмент 54 силовой головки 52 проходит в отверстие 55 в осевом прижиме 21 и обрабатывает отверстие под кнопку в корпусе 24 гитары. Силопая г оловка 52 отводится при обратном ходе силового цилиндра 56 в исходное положение и отключается.
Одновременно с обработкой корнуса 24 и грифа 36 выщеописанными устройствами и механизмами станка включается силовой цилиндр 70 механизма 60 сверления отверстий в головке 61 грифа 36, выдвигая ползун 69 с расположенным на нем механизмом 60 в рабочее положение. После того, как механизм 60 сверления отверстий в головке 61 грифа 36 окажется вьщвинутым в рабочее положение, включаются силовые головки 110 с многошпиндельными режущими головками 112, размещенными в направляющих 107 поворотных дисков 103, закрепленных на кронштейнах 99 и 100 скалки 95.
Происходит включение силовых цилиндров 11, которые осуществляют рабочую подачу силовых головок МО, При этом инструменты 118 многошпиндельных режущих головок 112 производят обработку отверстий в торцах 108 с обеих сторон грифа 61. По окончании обработки силовые цилиндры I1 возвращают силовые головки 110 в исходное положение и те отключаются.
151
после чег о силопоГ цилиндр 70 но чнрп щает по.тпуи 69 с установленным H;I нем механитмом 60 сверления отверстий в головке 61 грифа 36 1 итары о исходное положение,
После того, как все вышеонисанмые механизмы и устройства станка aaBepшаг обработку корпуса 24 и грифа 36 гитары и вернутся в исходное положение, включается силовой цилиндр 132, перемещающий зажимную раму 35 грифа 36 гитары из верхнего рабочего положения В вниз, Когда зажимная рама 35 достигнет крайнего положения нижнего нерабочего положения И, силовой цилиндр 132 выключается и включается силовой цилиндр 79 устройства 49 для вырезания отверстия в деке 50 корпуса 24 г-итары. При ходе зажиьшой рамы 35 вниз упор 91 втулки 87 приспособ- ле1П1Я 86 для автоматического съема вырезанных кружков 84 со стержня 82 взаимодействует с разнонаправленными скосами 93 и « л последовательности обратной описанной выше.
Под воздействием силовот О цили({д- ра 79 силовая головка 76, до этого находившаяся в крайнем правом нерабочем положении П, начинает совершать pa6o4ii;i ход. При этом приходит по вращение и г:индель 80 силовоГ г о.гювки 76. При подходе к деке 50 корпуса 24 гита1и первым вступает во взаимодействие с деко1 1 5П конический конен 83 стержня 82, жесгко закрепленного вместе с резцом 8 в шпинделе 80 силовой головки 76, поскольку конический конец 83 стержня 82 находится впереди резца 81 в направлении подачи силовой головки 76, При этом конический конец 83 стержня 82 ввинчивается своей резьбой в центр будущего кружка 84, который будет вырезан из деки 50 корпуса 24 гитары резцом 81.
При дальнейшей подаче силовой головки 76 стержень 82 взаимодействует с декой 50 своей гладкой частью и во взаимодействие с декой 50 вступает резец 81, вырезающий отверстие в деке 50 корпуса 24 гитары. Как отходы этог о процесса, в конце резания получается кружок 84, вырезанный из деки 50 корпуса 24 гитары и висящий на стержне 82. После этого происходит переключение силового цилиндра 79 и обратная подача силовой головки 76 в крайнее правое нерабочее положение- П. При зтом кружок 84, вырезан-T(llh16
r-),iii из деки SO корпуса 2- Т итпры, остается висеть на стержне 82.
( л.ем кружка 84 со слержня 82 про- и 011дет апт1 матически лишь в начале цикла обработки следующих корпуса 24 и грифа 36 гитары. По достижении СИЛОВО11 головкой 76 крайнего правого нерабочего положения П происходит 0 отключение силового цилиндра 79, си- лово1 1 головки 76 и пр -1вода 46 станка. На этом работа станка в полуавтоматическом режиме завершается.
После этого оператор поворотом 5 рукоятки 129 включает силовой цилиндр 34 механизма 23 центрирования корпуса 24 гитары. При эт(:1М тяга 31 смешпс.тся влево вместе с ползунами 120, когыр пазы 119 которых, вэаимо- 0 ;,ейс1вуя с патьцамн 29 толкателей 28, разводят толкатели 28 и губки 25 от продолыюй оси стола 19, освобождая корпус 24 г итары. После этого оператор снимает обработанный корпус 24 1, го сгсла 1У. Отвернув гайки 43 вин- тон 44 центрирующих зажимных элементов 39 зажимной рамы 35, оператор освобождает и снимает со станка об- гриф 3f) гитар1,1. Цикл об- Q роОот ки корпуса 24 и грифа 36 i-итары на станке т MBepiiieif,
После этого устанавливаются но- Г)4е Ki pnyc и гриф гитары и вся обра- ( Отка понтортется т .эк, как описано lihii ic, ti случае непЯходим-ости г;ерехо- л,л к обработке новой партии грифоя и корпусов с другими типоразмерами нааадка станка производится в последовательности, описанной вьгае. Q Использование предлагаемого полуавтоматического станка позволит значительно повысить производительность труда за счет сокращения вспомогательного времени и ликвидации проме- ( жуточных транспортных операций, а также сократить номенклатуру оборудования, применяемого для обработки грифов и корпусов музыкальных инст- р-ументов ,
0
Формула изобретения
1. Полуавтоматический станок для совместной обработки грифа и корпуса g музыкальных инструментов, включающий станину, выполненный в виде плиты стол с упором, прижимами, осевым подпружиненным прижимом и механизмом центрирования Kopnvca музыкально 41
инструмента в виде двух пар подвижных губок, которые расположены в поперечных пазах стола и имеют соединенные с ними толкатели с nanbnaNtH, )аимодействующие с ползунами, которые установлены на тяге, размещенной в продольных направляющих стола, установленную с торца стола стойку с копирами, на которой смонтирована с возможностью перемещения в трех вза- перпендикулярных направлениях фрезерная головка, снабженная копировальным пальцем с роликом на конце для взаимодействия с копирами стойки зажимную раму грифа с упором и регулируемыми по ее длине центрирующими и зажимными элементами и приводы, отличающийся тем, что, с целью повышения производительности труда и расширения функциональных возможностей, станок снабжен устройством для вырезания отверстия в деке корпуса музыкального инструмента, механизмами сверления отверстий под кнопку и в головке грифа и командо- аппаратом управления очередностью включения в работу приводов этих устройств и механизмов, плита стола расположена вертикально и параллельно продольной оси станка, причем устройство для .вырезания отверстия н деке корпуса размещено в верхней части стола, механизм сверления отверстия под кнопку - сбоку стола напротив стойки с фрезерной головкой, а механизм сверления отверстия в головке грифа размещен на станине посредством ползуна, направляющих и силового цилиндра, при этом механизм центрирования корпуса выполнен с регулировочным приспособлением, а зажимная рама грифа установлена на станине посредством вертикальных направляющих и силового цилиндра,
2. Станок ПОП.1, отличающийся тем, что устройство для вырезания отверстия в деке корпуса музыкального инструмента выполнено в виде приспособления для ст,ема выре
5
0
5
0
5
0
5
заппых кружков и cn.nciBcu i г :лоики, которая смон )(naiia на верхнем т tip.- це стола посредством каретки с силовым цилиндром, имеющего фиксации кронштейна с попереч1 1,1ми направляющими для каретки, и продопьг ых направляющих верхнего торца CTOjia для кронштейна, причем режущий инструмент для вырезания отверстия снабжен стержнем и коническим кони.ом, имеющим резьбу,
3,Станок по п,., о т л и ч а ю - щ и и с я тем, что приспособление для съема вырезанных кружков выполнено в виде вильчатого захвата, который установлен на зажимной раме 1 ри- фа посредством втулки го шпон.мчиьп- пазом и направляющей, жестко смонтированной на зажимной раме грифа, при этом втулка подпружинена относ;итель- но направляющей и снабжена уг-ором для взаимодействия с копиром стяния -,
4,Станок по пп,1-3, о т л и - ч а ю щ и и с я тем, что механизм сверления отверстий в головке гриФа выполнен в виде многошпиндельных жущих головок, которые смонтированы на ползуне посредством поворотной вертикальной скалки, верхнего и Н л.- него кронштейнов с фиксаторами, рп.- мещенных на кронштейнах попоротиых дисков с фиксаторами, направляющих
поворотных дисков и уСТ13 ОПЛ Г(11ЫХ П
них кареток,
5,Станок по пп,1-4, о т л и - чающийся тем, что, с целью повышения надежности работы, регулировочное приспособление механизма центрирования выполнено в виде ряда косых пазов, расположенных на нах симметрично относительно прополь- ной оси стола, при этом ползуны установлены на тяге подвижно и полпру- жинены относительно нее в сторону рабочего хода тяги, а толкате ги сч.мги- нены с губками шарнирно с возможно-- стью поворота в плоскости, парлп- лельной столу, и снабжены Фиксаin- рами.
р 15 Щ 38 7V 26 19 25 Ш 23 32315 3353 Ji
I 11 II/
25 Ш 23 32315
I 11 II/
/33 /0/ 95 59
Фиг.г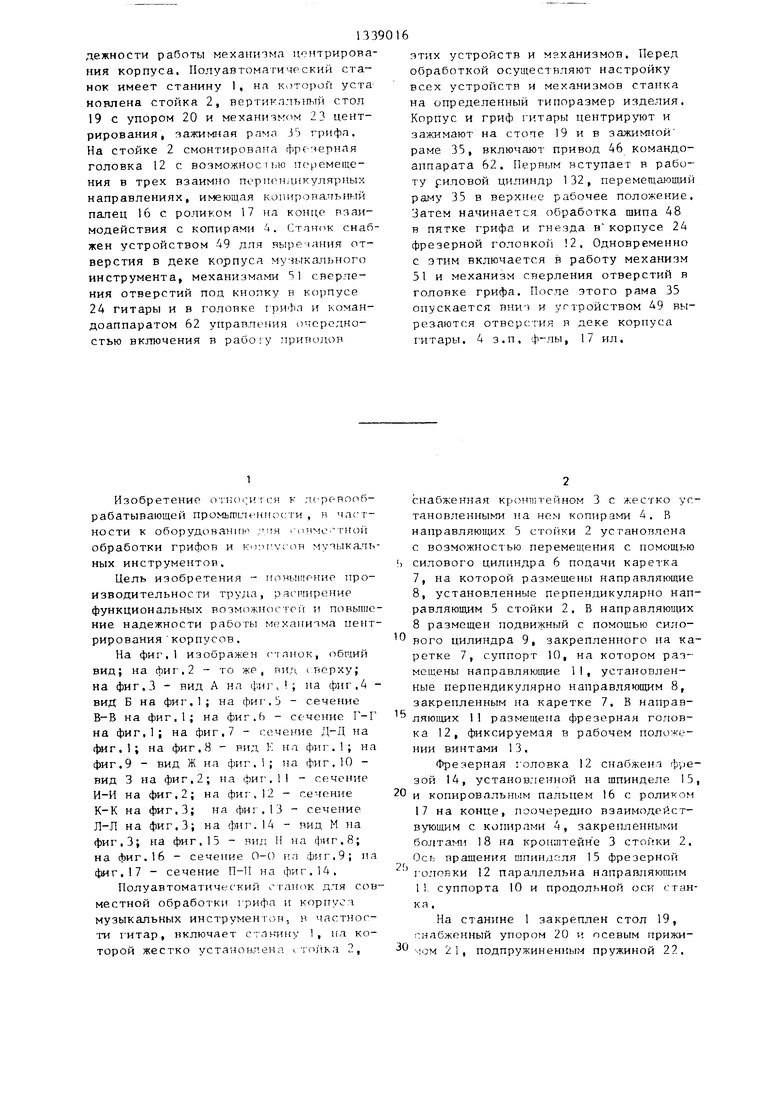

| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для фрезерования мест сопряжений деревянных деталей | 1984 |
|
SU1219350A1 |
| МНОГОФУНКЦИОНАЛЬНЫЙ ТОКАРНЫЙ СТАНОК | 1996 |
|
RU2103114C1 |
| Агрегатный станок | 1982 |
|
SU1042957A1 |
| РАМА ДЛЯ АВТОНОМНОЙ РАБОТЫ СТРУННОГО МУЗЫКАЛЬНОГО ИНСТРУМЕНТА | 2017 |
|
RU2654428C1 |
| Вайма для сборки рамок корпусов струнных музыкальных инструментов | 1987 |
|
SU1444146A1 |
| Фрезерная головка | 1990 |
|
SU1798058A1 |
| Станок для сверления щитов | 1988 |
|
SU1548048A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДЕРЕВЯННЫХ ШПАЛ | 1992 |
|
RU2075567C1 |
| Полуавтоматическая сборочная линия | 1982 |
|
SU1115886A1 |
| Станок для крепления лицевой стенки выдвижного ящика мебели | 1983 |
|
SU1123853A1 |



79 67 7J
.--4-
Z6
;9
N
, M
, ,/ГР
6 W fjr Фиг.3
вид A
-
teeEEEEz fe
/ ,, / -Ft
rz j
, M
, ,/ГР
w/
3
/
.It
- 77
t,
-55
Ю9
k55
T
ФигЛ
Фиг, 5
Фиг.6
Фиг. 7
Tt ту 73
&je
Видз
31
Фиг.Ю
3/ - 50 2Ц
а,«
т 2 8121 2330
25 127
26
Фиг.11
28 25
М Ю7
103,Э5
99
Ю2т
Ю5
фиг. 12
J7-J7
5597
1
S
35
ffffUfffflKfffffffiif
69
Фиг,.13
J11
1Ю
sn
Фиг.15
Фиг 16
п- и
Ш
еаак гг. О П , Гереши
Составитель А.Балии Техред В.Кадар
, i. 174/12Тираж 463Подписное
ВНИИПН Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, , Раушская наб,, д. V
:1ио-полиграф1 1еское предприятие, г . Ужгород, ул. Проектная, 4
Коррр-ктор Л.Тж ко
| Авторское ; | |||
| Сверлильно-фрезерный деревообрабатывающий станок | 1982 |
|
SU1115903A1 |
| кл | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Станок для фрезерования мест сопряжений деревянных деталей | 1984 |
|
SU1219350A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Радиосеть | 1924 |
|
SU1484A1 |
| Говорящий кинематограф | 1920 |
|
SU111A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Иель и - попышсни( ироитроди- тельнос ти труда, расширение функцио- нальнг.х яотможностей и порышение иа Jii 20 ------w , | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Приспособление для получения кинематографических стерео снимков | 1919 |
|
SU67A1 |
| Ч/ | |||
| Транспортер для перевозки товарных вагонов по трамвайным путям | 1919 |
|
SU105A1 |
