Известен многошпиндельный многопозиционный вертикально-сверлильный станок для сверления отверстий в дисковых решетках мясорубок и тому подоб1ных деталях, имеюший подвижный стол, обеспечиваюШ.ИЙ одновременное сверление отверстий ряда заготовок по числу шпинделей станка с их установочным перемещением по эталонной детали.
Описываемый многошпиндельный многопозиционный вертикальносверлильный станок по сравнению с известным конструктивно прош,е и обеспечивает плоскопараллельное передвижение стола по окружности расположения отверстий во всех одновременно обрабатываемых деталях. Для этого стол устанавливается на двух параллельных кривошипах соответствуюш,его радиуса, приводимых в движение от одной рукоятки посредством сдвоенной червячной передачи. Для обеспечения изменения радиуса окружности расположения отверстий во всех одновременно обрабатываемых деталях пальцы кривошипов выполнены переставными по радиусу кривошипов.
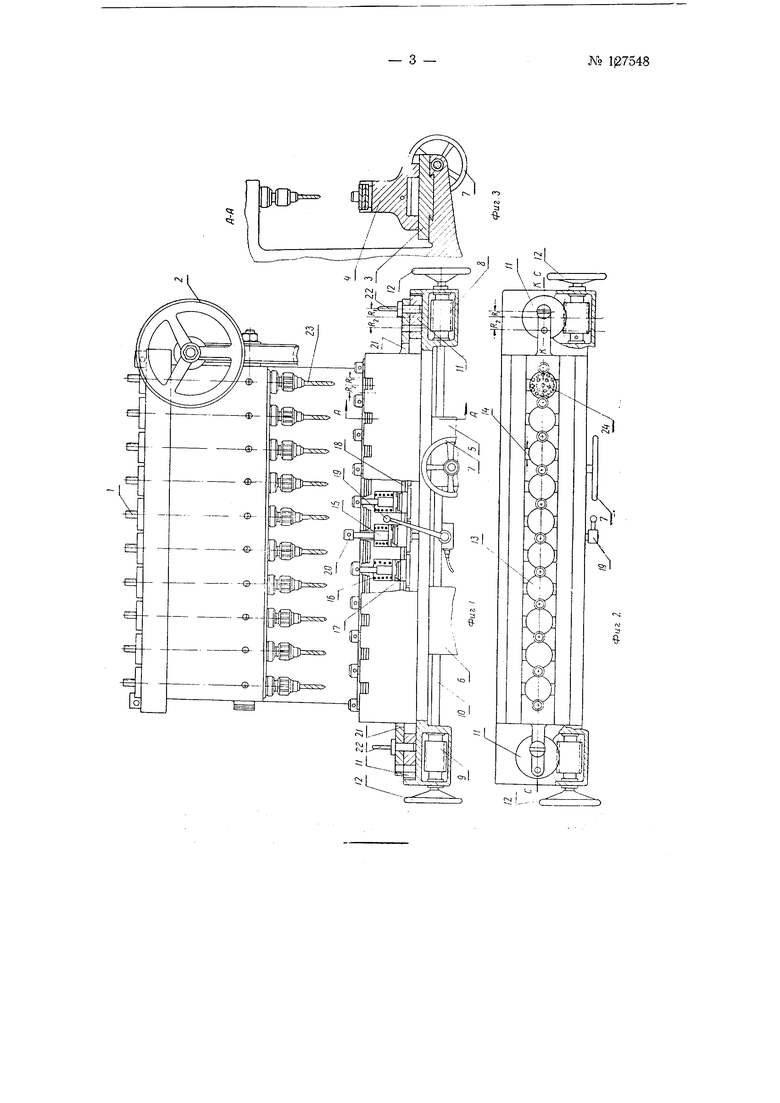
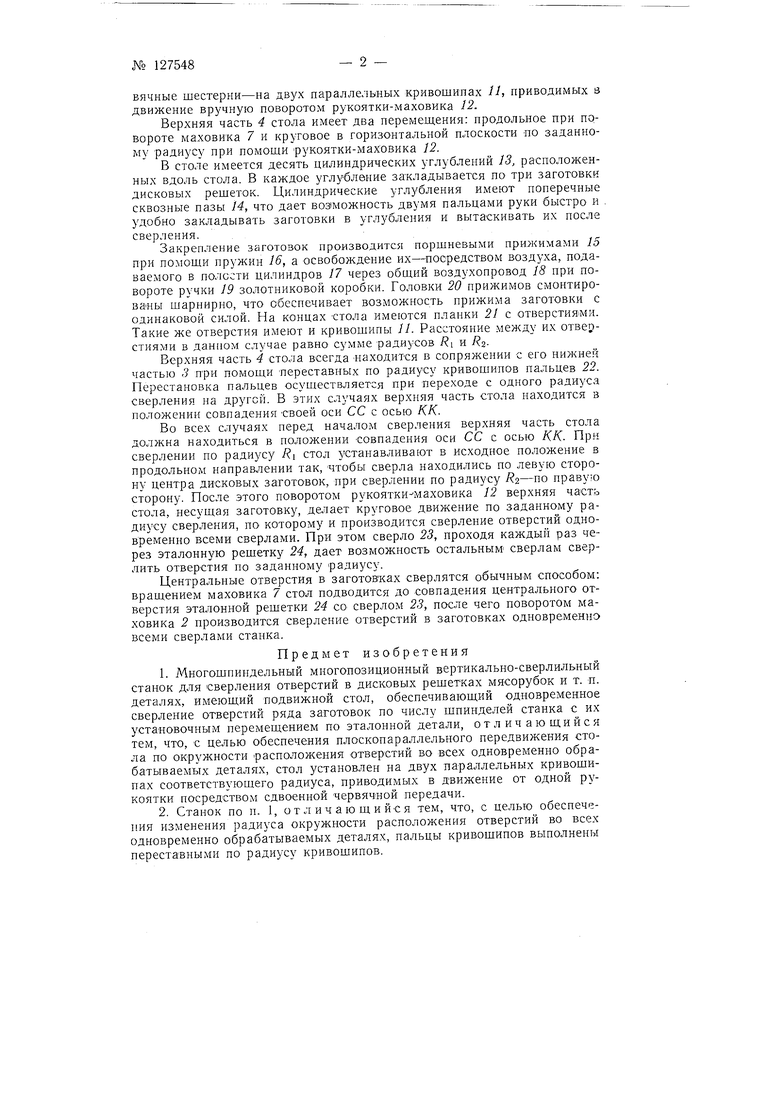
На фиг. 1 схематически изображен станок (десятишпиндельный); на фиг. 2-подвижной стол станка в плане; на фиг. 3-разрез по АА на фиг. 1.
В верхней части станины станка -смонтировано десять шпинделей /, враш,ение которых осуществлено от электродвигателя через тексропные ремни, а вертикальное перемещение-вручную посредством маховика 2 через червячную пару. Подвижной стол станка выполнен из двух частей: нижней 3 и верхней 4.
Нижняя часть 3 стола имеет продольное перемещение по направляющим двух кронштейнов 5 и 5, которое осуществляется вручную маховиком 7. Для перемещения верхней части 4 стола на концах его имеются коробки, в которых смонтирована сдвоенная червячная передача; червяки 5 и 9 закреплены на концах вала Ю, а сопрягаемые с ними чер№ 127548
вячные шестерни-на двух параллельных кривошипах 11, приводимых в движение вручную новоротом рукоятки-маховика 12.
Верхняя часть 4 стола имеет два перемеш,ения: продольное при повороте маховика 7 и круговое в горизонтальной плоскости -по заданному радиусу при помощи рукоятки-маховика 12.
В столе имеется десять цилиндрических углублений 13, расположенных вдоль стола. В каждое углубление закладывается по три заготовки дисковых решеток. Цилиндрические углубления имеют поперечные сквозные пазы 14, что дает возможность двумя пальцами руки быстро и , удобно закладывать заготовки в углубления и вытаскивать их после сверления.
Закрепление заготовок производится поршневыми прижимами 15 при помощи пружин 16, а освобождение их-посредством воздуха, подаваемого в полости цилиндров /7 через общий воздухопровод 18 при повороте ручки 19 золотниковой коробки. Головки 20 прижимов смонтированы шарнирно, что обеспечивает возможность прижима заготовки с одинаковой силой. На концах Стола имеются планки 21 с отверстиями. Такие же отверстия имеют и кривошипы 11. Расстояние между их отверстиями в данном случае равно сумме радиусов Ri и .
Верхняя часть 4 стола всегда -находится в сопряжении с его нижней частью 3 при помощи переставных по радиусу кривошипов пальцев 22. Перестановка пальцев осуществляется при переходе с одного радиуса сверления на другой. В этих случаях верхняя часть стола находится в положении совпадения Своей оси СС с осью КК.
Во всех случаях перед началом сверления верхняя часть стола должна находиться в положении совпадения оси СС с осью КК. При сверлении по радиусу Ri стол устанавливают в исходное положение в продольном направлении так, чтобы сверла находились по левую сторону центра дисковых заготовок, ири сверлении по радиусу правую сторону. После этого новоротом рукоятки-маховика 12 верхняя часть стола, несущая заготовку, делает круговое движение по заданному радиусу сверления, по которому и производится сверление отверстий одновременно всеми сверлами. При этом сверло 23, проходя каждый раз через эталонную решетку 24, дает возможность остальным сверлам сверлить отверстия по заданному радиусу.
Центральные отверстия в заготовках сверлятся обычным способом: вращением маховика 7 стол подводится до совпадения центрального отверстия эталонной решетки 24 со сверлом 2с, после чего поворотом маховика 2 производится сверление отверстий в заготовках одновременно всеми сверлами станка.
Предмет изобретения
1. Многошпиндельный многопозиционный вертикально-сверлильный станок для сверления отверстий в дисковых решетках мясорубок и т. п. деталях, имеющий подвижной стол, обеспечиваюший одновременное сверление отверстий ряда заготовок по числу шпинделей станка с их установочным перемещением по эталонной детали, отличающийся тем, что, с целью обеспечения плоскопараллельного передвижения стола по окружности расположения отверстий во всех одновременно обрабатываемых деталях, стол установлен на двух параллельных кривошипах соответствующего радиуса, приводимых в движение от одной рукоятки посредством сдвоенной червячной передачи.
2. Станок по п. 1, отличающийся тем, что, с целью обеспечения изменения радиуса окружности расположения отверстий во всех одновременно обрабатываемых деталях, пальцы кривошипов выполнены переставными по радиусу кривошипов.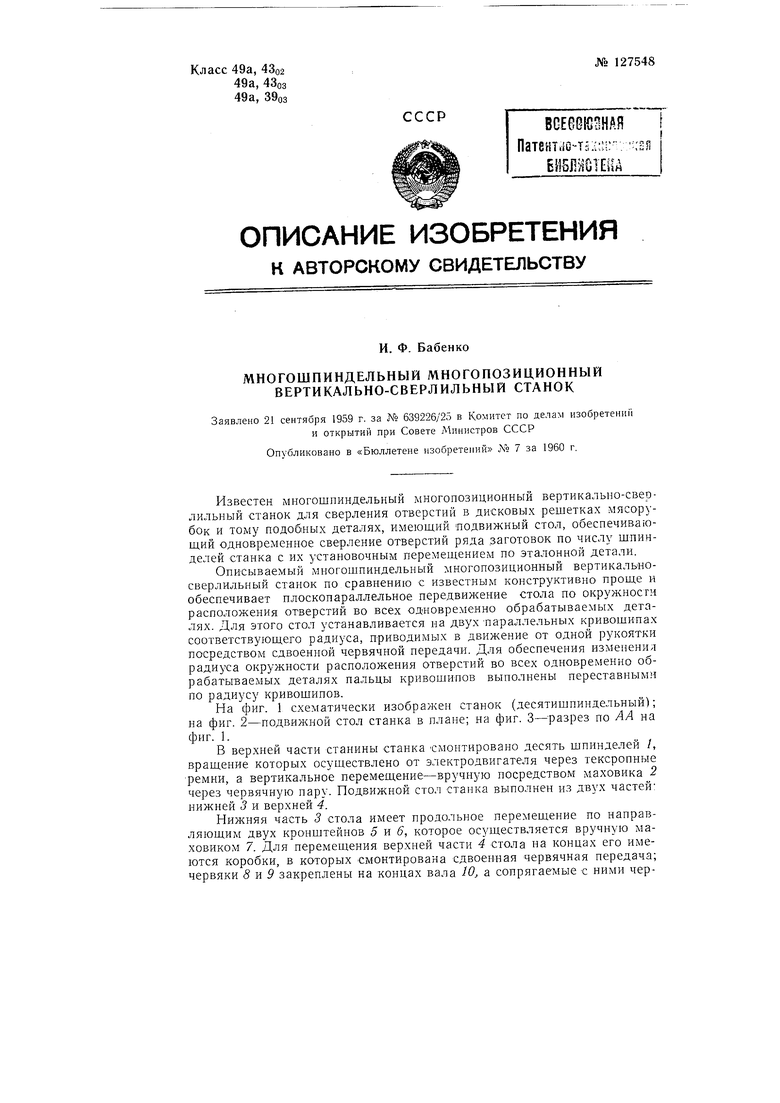
| название | год | авторы | номер документа |
|---|---|---|---|
| Шипорезный станок | 1959 |
|
SU127020A1 |
| Многошпиндельный станок | 1981 |
|
SU1000169A1 |
| ЛОБЗИКОВЫЙ СТАНОК | 1991 |
|
RU2038954C1 |
| Станок для обработки заготовок вращающимся инструментом | 1960 |
|
SU135324A1 |
| Автомат для сверления,зенкования фасок и нарезания резьбы | 1984 |
|
SU1166966A1 |
| Многопозиционный автоматический станок агрегатного типа для обработки отверстий в фитингах | 1961 |
|
SU145427A1 |
| Устройство для автоматического сверления в шпалах отверстий под наживляемые костыли | 1955 |
|
SU102906A1 |
| СТАНОК ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ НА БОКОВЫХ И ТОРЦЕВЫХ ЧАСТЯХ ЗАГОТОВОК ДЛЯ ТКАЦКИХ ЧЕЛНОКОВ | 1929 |
|
SU20315A1 |
| УНИВЕРСАЛЬНЫЙ ПРИВОД ДЕРЕВООБРАБАТЫВАЮЩИХ УСТРОЙСТВ | 2005 |
|
RU2278022C1 |
| ПОРТАЛЬНЫЙ СТАНОК | 2002 |
|
RU2218246C2 |