S
ю
Од
tc
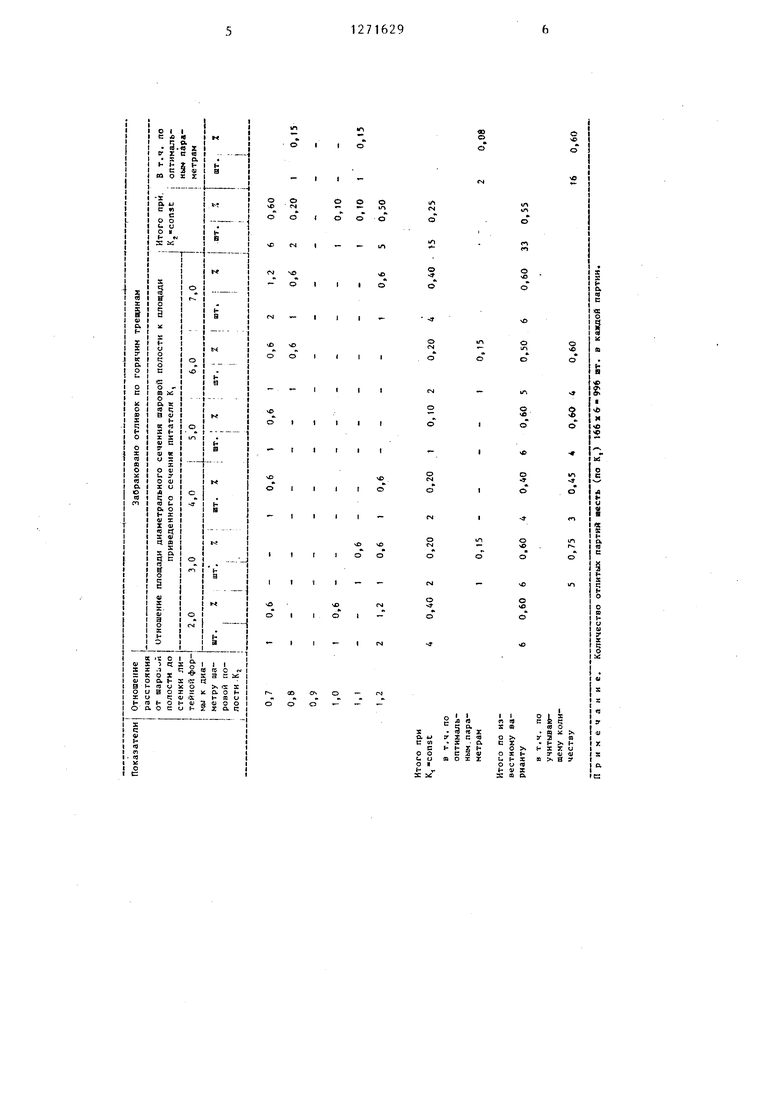
ю 1 Изобретение относится к литейному производству, а именно к литниковым системам для заливки крупногабаритных тонкостенных отливок сложной конфигурации из черных и цветных сплавов. Целью изобретения является повышение качества отливок путем исключения горячих трещин. На фиг. ,1 показана схема литниковой системы; на фиг. 2 - сечение А-А на фиг, 1. Литниковая система состоит из сто яка 1, шлакоуловителя 2, ресивера 3, литниковых каналов 4, прибылей 5 (по следние могут отсутствовать при отливке равностенных отливок), плавно соединенных переходниками 6 с шаровыми полостями 7, и питателей 8. Каждая шаровая полость 7 рс1сположена между литниковым каналом 4 и питателем 8. При этом площадь диаметрального сечения шаровой полости составляет 3,0-6,0 площади приведенного сечения питателя, а расстояние от центра шаровой полости до стенки литейной формы равно 0,8-1j,1 диаметра шаровой полости. (Под приведенным сечением питателя понимается диаметральное сечение шаровой полости, равной по объему самому питателю). Назначение шаровой полости 7 аккумулирование тепловой энергии вьгсокотемпературного жидкометаллического потока для поддержания в подвижном состоянии конца питателя 8 и находящегося в жидкотвердом и твердо жидком состояниях на период времени, .достаточный для кристаллизации и усад ки стенки отливки 9, Для проведения экспериментальной проверки полученных в результате ана литического расчета соотношений К площади диаметрального сечения шаровой полости к площади приведенного сечения питателя изготавливают шесть партий ОПВ1ТНЫХ заготовок, равных по количеству-для предлагаемого варианта и известного. В каждой партии про веряются также соотношения К - расстояния от центра шаровой полости до стенки литейной формы к диаметру шаровой полости. . Жидкий металл, пройдя стояк 1 и шлакоуловитель 2, попадает в ресивер 3, откуда равномерно подается через литниковые каналы 4 в прибыли 5, свя ванные переходниками 6 с шаровыми 91 полостями 7. В случае отсутствия прибьшей 5 металл из ресивера 3 равномерно распределяется литниковыми каналами 4 по шаровым полостям 7, откуда питателем 8 непосредственно направляется в форму 9. После заполнения полости формы начинается кристаллизация расплава и одновременно возникают усадочные явления - сокращение объема жидкого металла и свя- занные с ним изменения линейных размеров отливки. Результаты проведенных опытов представлены в таблице. Из таблицы видно, что если в известном устройстве брак по горячим трещинам имеет место, то в предлагаемом устройстве он сведен до минимума, Снижение брака по горячим трещинам обеспечивается постепенным уменьшением напряжений до нулевого значения благодаря н,аличию подвижного конца питателя 8 з жидкой ванне, шаровой полости 7, позволяющей питателю 8 проворачиваться на ограниченный угол, обусловленный конфигурацией от-, ливки, физико-химическими и физикомеханическими свойствами сплава, и даже самоотделяться от шаровой полости 7 при повьш1енной линейной усадке отливки. Результаты наблюдений показывают что эффективность работы шаровой полести можно увеличить путем создания вокруг питат81 я рубашки из более податливой формовочной смеси или стержня, теряющего свою прочность при высокой температуре. При этом шаровая полость является оптимальной емкостью, обеспечивающей минимальную поверхность контакта расплава с формовочной смесью при максимально необходимом объеме жидкой ванны, обусловленном основными параметрами питателя - площадью поперечного сечения и длиной. Диаметральное сечение шаровой полости и приведенное сечение питателя, абсолютные значения которых прямо пропорционахсьны их объемам, должны соответствовать соотношению 3,0-6,0 (меньшие значения относятся к шаровым полостям, утепленным или выполненным в стержнях, и также к сухим формам, а большие - к сырым формам). Расстояние между шаровой полостью и стенкой литниковой 3 формы должно быть в пределах 0,8-1 диаметра шаровоу полости. Использование данной литниковой системы позволяет повысить качеств отливок путем исключения горячих трещин, Формула изобретения Литниковая система для тонкосте ных отливокj содержащая последовательно расположенные стояк, шлако94уловитель, ресивер, литниковые каналы и питатели, отличающаяся тем, что, с целью повышения качества отливок путем исключения горячих трещин, между литниковым каналом к каяодым питателем выполнена шаровая полость, при этом площадь диаметрального сечения шаровой полости составляет 3,0-6,0 площади приведенного сечения питателя, а расстояние от центра шаровой полости до стенки литейной формы равно 0,8-1,1 диаметра шаровой полости.
I
I S
II
| название | год | авторы | номер документа |
|---|---|---|---|
| Литейная форма | 1986 |
|
SU1405944A1 |
| Литниковая система | 1979 |
|
SU801969A1 |
| Литниковая система для отливок колосников | 1988 |
|
SU1588488A1 |
| ЩЕЛЕВАЯ ЛИТНИКОВАЯ СИСТЕМА | 2007 |
|
RU2341351C2 |
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ СТАЛЬНЫХ ОТЛИВОК | 1992 |
|
RU2088372C1 |
| Литниковая система для внутриформенного модифицирования | 1989 |
|
SU1752486A1 |
| Литниковая система для внутриформенного модифицирования чугуна | 1986 |
|
SU1348055A1 |
| ЛИТНИКОВАЯ СИСТЕМА С ЗУМПФ-ВСТАВКОЙ | 2013 |
|
RU2557037C2 |
| Установка для моделирования литниковых систем | 1983 |
|
SU1135531A1 |
| ЛИТНИКОВАЯ СИСТЕМА | 2007 |
|
RU2357832C2 |

Изобретение относится к области литейного производства и используется для получения тонкостенных отливок. Цель изобретения - повышение какачества отливок путем исключения горячих трещин. Исключение трещин обеспечивается постепенным уменьшением напряжений до нулевого значения благодаря наличию подвижного конца питателя 8 в жидкой ванне шаровой полости 7, позволяющей питателю 8 проворачиваться на ограниченный угол. 2 ил., 1 табл.
S
о с
о
о
о
so
о
I и
I о I
° L
I I
с ч
л «
сео
S Ф
U U
УЗда
f-.tн Ij:и
:: iтV и
я .аг
и о о X Z
о (
1C
S
| Дроссельная литниковая система | 1978 |
|
SU774774A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Литниковая система | 1979 |
|
SU801969A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
