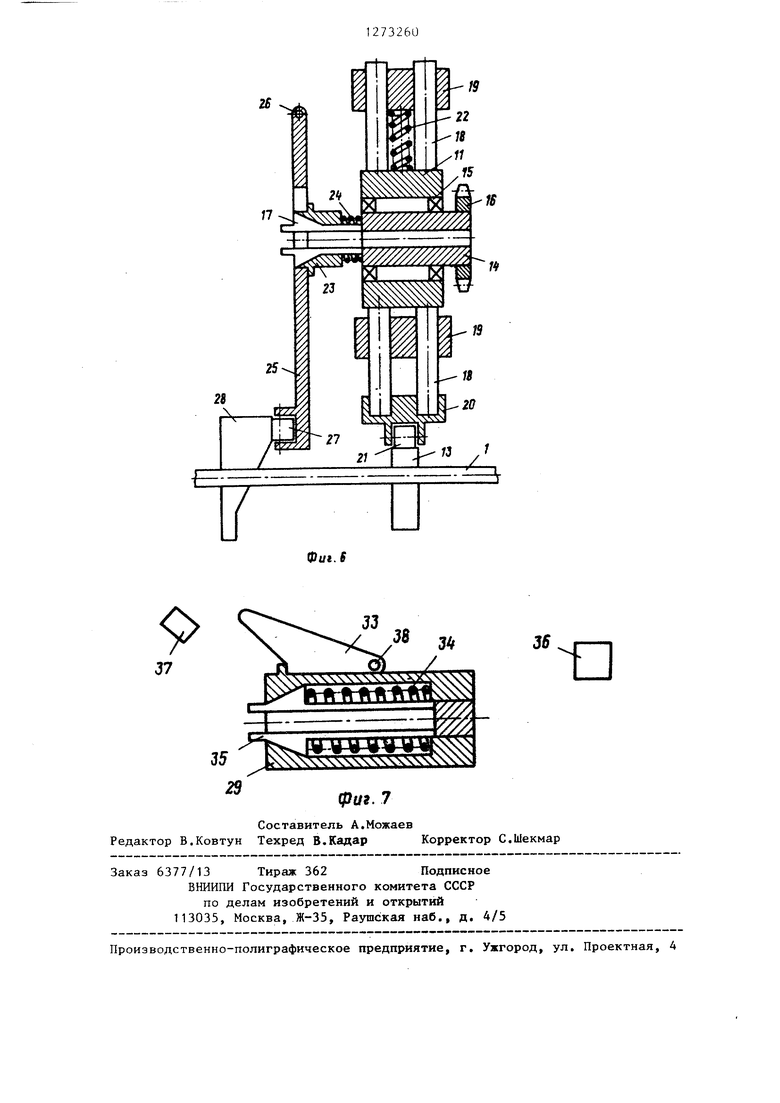
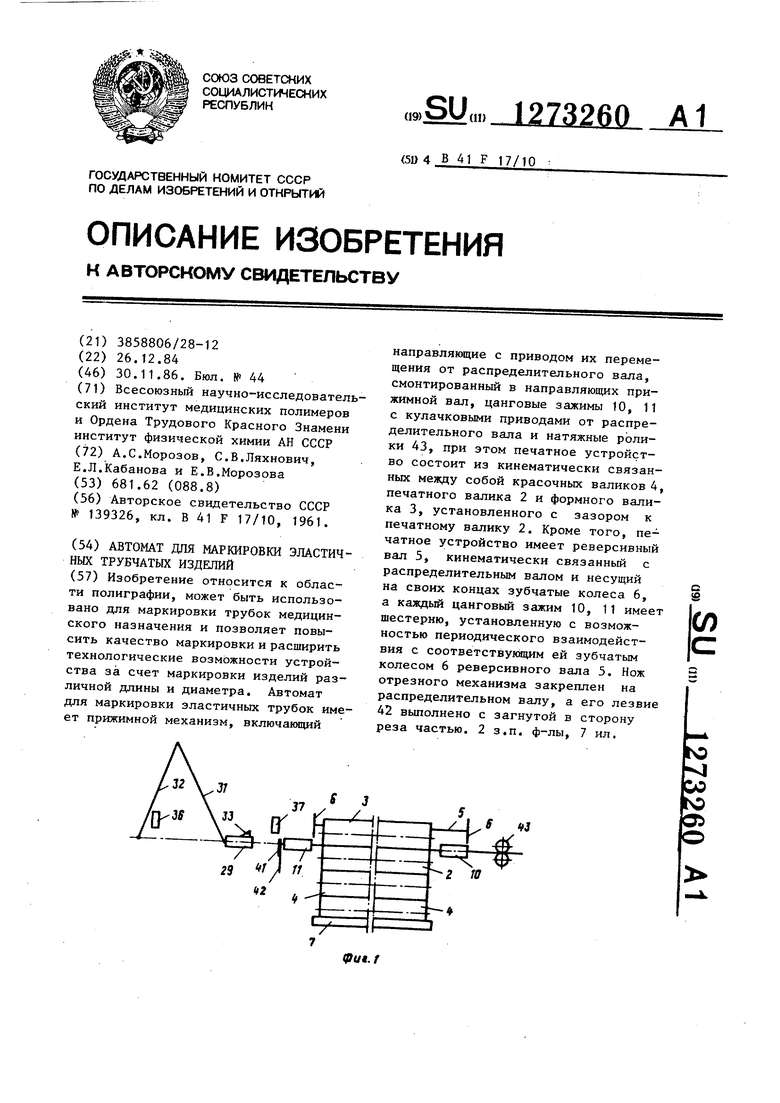
Изобретение относится к полиграфии и может быть использовано для маркировки трубок медицинского назначения, в частности катетеров мочеточниковых. Цель изобретения - повышение качества маркировки и расширение технологических возможностей путем маркировки изделий различной длины и диаметра. На фиг. 1 изображен автомат для маркировки эластичных трубчатых изделий, общий вид/ на фиг. 2 - то же вид сверху; на фиг, 3 - печатное устройство и прижимной вал,- на фиг. 4 цанговый зажим; на фиг. 5 - нож отрезного механизма; на фиг. 6 - установка цангового зажима в направляющих; на фиг..7 - цанговый захват механизма подачи. Автомат для маркировки эластичных трубчатых изделий содержит печатное устройство и кинематически связанные с распределительным валом 1 механизм подачи и отрезной механизм с ножом и прижимной механизм. Печатное устройство состоит из ки нематически связанных между собой пе чатного 2, формного 3 и двух красочных 4 валиков и имеет реверсивный вал 5, кинематически связанный с рас пределительным валом 1 и несущий на своих концах зубчатые колеса 6. Печатное устройство и распределительный вал 1 приводятся во вращение через редуктор одним электродвигателем Один из красочных валиков 4 частично погружен в красящую композицию находящуюся в резервуаре 7. Прижимной механизм включает в себя прижимной вал 8, приводящийся в движение кулачками 9, расположенными на распределительном валу 1, а также два цанговых зажима 10 и 11, которые удерживают предназначенную для маркировки эластичную трубку 12 Цанговые зажимы 10 и 11 приводятся в движение кулачками 13 и имеют по одной внутренней обойме 14, расположенной в подшипниках 15 с возможностью вращения вокруг своей оси, с закрепленными на ней шестерней 16 и упругими лепестками 17. На каждом цанговом зажиме закреплены штанги 18, установленные в направляющих 19, На концах штанг 1В установлена обой ма 20, в которой смонтирован ролик 21 для взаимодействия с кулачком 13 60 Возврат цангового зажима в исходное положение осуществляется посредством пружин 22, На упругих лепестках 17 расположена обойма 23, подпружиненная пружиной 24. Кроме того, каждый цанговый зажим 10 и 11 имеет толкатели 25 с пазами, каждый из которых закреплен на оси 26 с возможностью взаимодействия с роликом 27 кулачка 28, который смонтирован на приводном валу 1. Механизм подачи имеет цанговьш захват 29, установленньш в направляющих 30 и кинематически связанный с распределительным валом 1 посредством шатуна 31 и кривошипа 32. Цанговый захват 29 имеет фиксатор 33, пружину 34, упругие лепестки 35, а также упоры взвода 36 и спуска 37 пружины 34. Фиксатор 33 закреплен на оси 38. Отрезной механизм включает в себя упор 39, установленный с возможностью взаимодействия с кулачком 40 и нож, состоящий из закрепленной на распределительном, валу 1 планки 41 и регулируемого лезвия 42 криволинейной формы. Для обеспечения натяжения эластич ной трубки 12 при ее протяжке использованы натяжные ролики 43, Автомат для маркировки эластичных трубчатых изделий работает следующим образом. Бесконечная эластичная трубка 12 подается из катушки посредством натяжных роликов 43 в зону маркировки и зажимается в натянутом состоянии в двух цанговых зажимах 10 и 11 так, что ее свободный конец выступает из цангового зажима 11 на длину 20 30 мм. Включается электродвигатель, приводящий в движение узел и распределительный вал 1. Красочные валики 4 подают красящую композицию из резервуара 7 на печатный валик 2 равномерным слоем заданной толщины. Под действием кулачков 13 цанговые зажимы 10 и 11 движутся к узлу печати и подводят удерживаемую ими часть эластичной трубки 12 к печатному 2 и формному 3 валикам. При этом шестерни 16, закрепленные на внутренних обоймах 14 цанговых зажимов 10 и 115 входят в зацепление с зубчатыми колесами 6 реверсивного вала 5, передавая крутящий момент эластичной трубке 12. В то же время
под действием кулачков 9 прижимной вал 8 движется к узлу печати и прижимает эластичную трубку 12 к печатному 2 и формному 3 валикам равномерно по всей длине. Размеры зубчатьк колес 6 и шестерен 16 подобраны так, что за время маркировки эластичная трубка 12 совершает один оборот по часовой стрелке и один оборо против часовой стрелки, что предотвращает чрезмерное скручивание эластичной трубки 12 в зоне печати.
По окончании процесса маркировки кулачки 9 освобождают толкатели прижимного вала 8, который под действи ем пружин отходит от узла печати. Затем таким же образом возвращаются в исходное положение и цанговые зажимы 10 и 11, удерживаннцие отмаркированную часть эластичной трубки 12. В это время к свободному концу эластичной трубки 12, выступающему из цангового зажима 11, подходит цанговый захват 29 и своими упругими лепестками 35 охватывает его. Упор 37 сдвигает фиксатор 33, который освобождает пружину 34 цангового захвата 29. Происходит схватьюание свободного конца эластичной трубки 12. Одновременно кулачки 28 посредством толкателей 25 открывают цанговые зажимы 10 и 11 и освобождают эластичную трубку 12. Цанговый захват 29, движущийся под действием кривошипно-шатунного механизма, осуществляет протяжку отмаркированной части эластичной трубки 12 из зоны печати и подачу в нее другого участка эластичной трубки, предназначенного для маркировки. Применение натяжных роликов 43 обеспечивает натяжение эластичной трубки 12 во время протяжки и препятствует касанию свежемаркированных участков со стенками внутренней обоймы 14 или упругими лепестками 17 царгового зажима 11 и размазыванию красящей композиции.
Кулачки 28 освобождают толкатели 25 открывания цанговых зажимов 10 и 11 и закрываются в момент, когда цан говый захват 29, осуществляющий протяжку отмаркированной части эластичной трубки 12, еще не достиг крайней точки своей траектории.
При дальнейшем движении цангового захвата 29 он растягивает отмаркированную часть эластичной трубки 12 в пределах ее упругой.деформации. В
это время упор 39 и нож отрезного механизма подходят в рабочее положение и происходит обрезка готового изделия. По достижении цанговым захватом 29 крайней точки своей траектории, под действием упора 36 происходит освобождение готового изделия и одновременно взвод пружины 34 цангового захвата 29. Готовое изделие подается на транспортер (не показан) и поступает на сушку.
Далее процесс маркировки протекае в той же последовательности, начиная с момента начала движения цанговых зажимов 10 и 11 к узлу печати.
При использовании эластичной трубки другого диаметра производится соответствующая регулировка лепестков 17 цанговых зажимов 10 и 11, а также регулировка хода прижимного вала 8 и положения лезвия 42 ножа. Б случае необходимости изменения длины маркируемого изделия печатный валик 2 заменяется на другой, имеющий соответствующую длину, с соответствующим изменением длины кривошипа 32 меняется ход цангового захвата 29 и положения упора 36.
Изобретение повьш1ает качество маркировки за счет непрерывной подачи равномерного слоя красящей композиции в зону маркировки, а также расширяет технологические возможности устройства за счет маркировки изделий различной длины и диаметра, улучшает качество их обрезки.
Формула изобретения
1. Автомат для маркировки эластичных трубчатых изделий, содержащий печатное устройство и кинематически связанные с распределительным валом механизм подачи и отрезной механизм с ножом, отличающийся тем, что, с целью повышения качества маркировки и расширения технологических возможностей за счет маркировки изделий различной длины и диаметра, он имеет прижимной механизм, включающий направляющие с приводом их перемещения от распределительного вала, смонтированный в направляющих прижимной вал, цанговые зажимы с кулачковыми приводами от распределительного вала и натяжные ролики, при этом печатное устройство состоит из кинематически связанных между собой красочных валиков, печатного валика и формного валика, установленного с зазором к печатному валику.
2. Автомат по п. 1, отличающийся тем, что печатное устройство имеет реверсивный вал, кинематически связанный с распределительным валом и несущий на своих концах зубчатые колеса, а каждый цанговый зажим имеет шестерню, установленную 30 J/ 2 V 1 5 iif
с возможностью периодического взаимодействия с соответствующим ей зубчатым колесом реверсивного вала.
3. Автомат по пп. 1 и 2, отличающийся тем, что, с целью повьппения качества обрезки, нож отрезного механизма закреплен на распределительном валу, а его лезвие выполнено с загнутой в сторону реза частью. 16 Г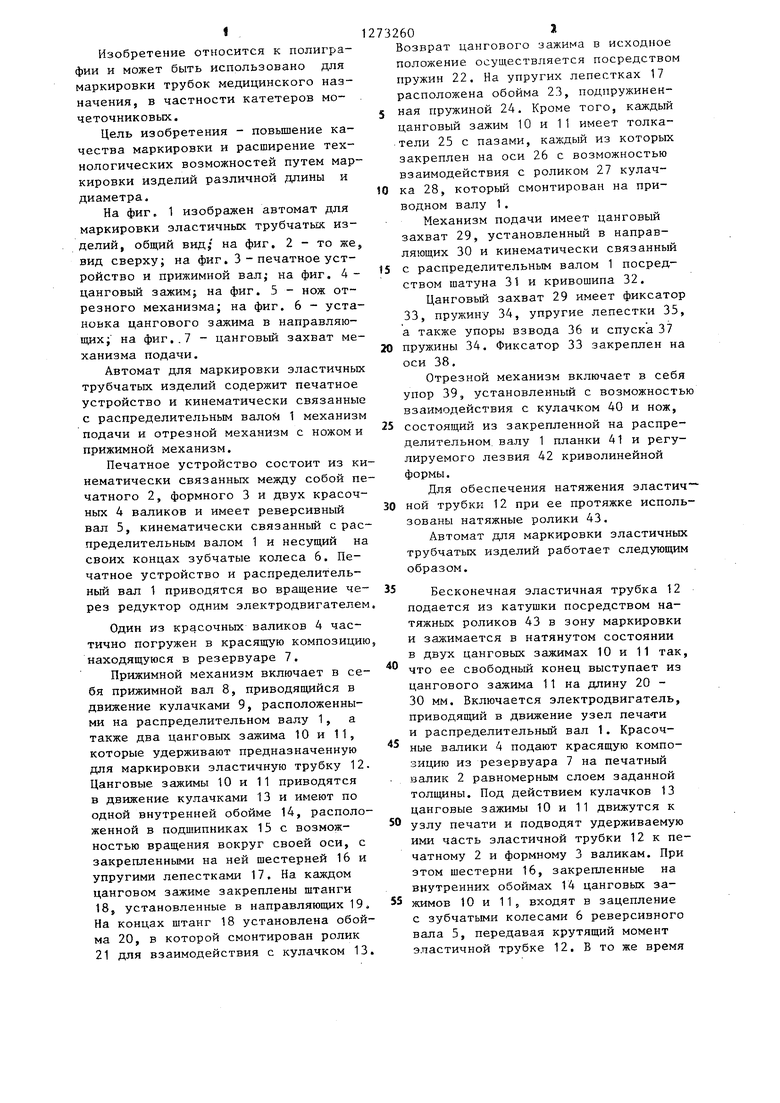

| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления маркировочных трубчатых бирок | 1977 |
|
SU598772A1 |
| АВТОМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ МАРКИРОВКИТРУБОК | 1972 |
|
SU331509A1 |
| Устройство для упаковки рулонов | 1978 |
|
SU763190A1 |
| Автомат для изготовления маркировочных бирок из термопластичного трубчатого материала | 1990 |
|
SU1722882A2 |
| УСТРОЙСТВО ДЛЯ ДВУХСТОРОННЕЙ МАРКИРОВКИ ПОЛИХЛОРВИНИЛОВЫХ ТРУБОК | 1970 |
|
SU276971A1 |
| Автомат для изготовления маркировочных бирок из термопластичного трубчатого материала | 1985 |
|
SU1293039A1 |
| Автомат для изготовления маркированных мерных трубчатых изделий из термопластичного материала | 1977 |
|
SU654432A1 |
| Маркировочное устройство | 1973 |
|
SU476194A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ МАРКИРОВОЧНЫХ БИРОК ИЗ ПОЛИХЛОРВИНИЛОВЫХ ТРУБЧАТЫХ ЗАГОТОВОК | 1972 |
|
SU353850A1 |
| Устройство дл маркировки изделий | 1969 |
|
SU496613A1 |

| Устройство для нанесения маркировочных красочных знаков, например, на эластичные трубки | 1960 |
|
SU139326A1 |
| Механический грохот | 1922 |
|
SU41A1 |
