1
Изобретение относится к производству мелко-, средне- и крупносерийного характера для малогабаритных деталей и узлов. Устройство может быть использовано в радиотехнической, электротехнической, элек- фонной, машиносароительной и других от рас лях промышленности, где есть необходимость в ориентированной маркировке деталей и узлов.
Известны устройства для маркировки
изделий, содержащие цепной транспортер с захватами изделий, печатающий механизм, красконаносящий механизм, механизм съем и приводной механизм.
Однако известные устройства не дают гаран1ии в правильной маркировке деталей. Маркируемая деталь или узел в них не ориенти эую1х;я в заданном положении, кроме того зажимные устройства их не позволяют без существенных перестроек маркировать детали различных конфигураций, а перестройка их из одного положения в другое ведет к потере времени.
Цель изобретения - повышение гфоизводительности работы устройства.
Для этого устройство Снабжено механизмом ориентации, выполненным в виде ползунов кинематически соединенными с упорами, а каждый из захватов транспортера снйбжен двухплечим рычагом, взаимодейсч вуюшим- с упорами механизма ориентации.
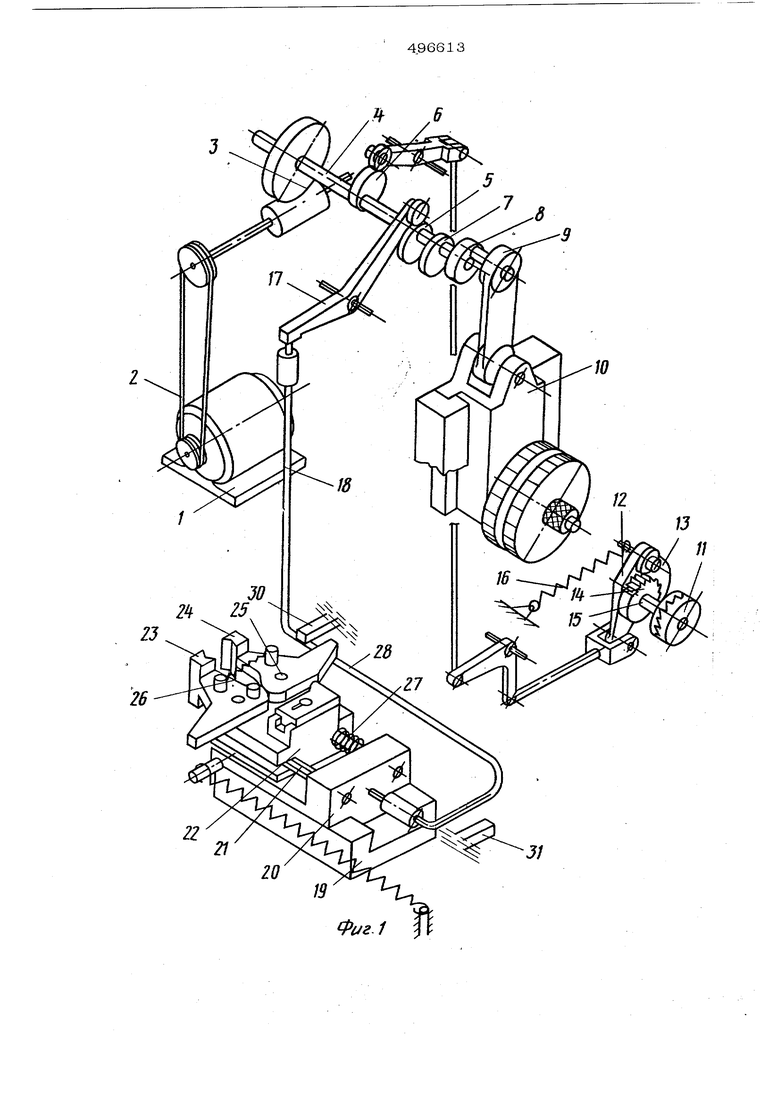
На фиг. 1 - кинематическая схема и узел съема; на фиг, 2 схематично показан цепной транспортер и его -натчжйое устройство, общий вид; на фиг. 3 - цепь с установочными штырями и ориентаторы для изделий, а также изменение положения ориентатора на ходу. .
Устройство представляет станину, на верхйей плоскости которой закреплен привод, состоящий из электродвигателя 1, ремнем 2 связаннцй с червячным редуктором 3, на валу 4 червячного колеса закреплены эксцентрики 5, 6, 7 и кривошип8 через шатун 9, управляющий движением маркировочной головкой 1О, Передача движения от эксцентрика 5 на 1фиводную звездочку 11 транспортера происходит через сис1ему рычагов и тяг на двухплечий рычаг 12, на котором пшрнирно закреплена собачка 13, сцепляющаяся с храповиком 1 заклиненым на .валу 15, на котором закреплена звездочка 11. Возврат рычага 12 в исходное положение производит пружина 16. Передача движения от эксцентрика 6 на съемник осуществляет рычаг 17 через трубку с шариками 18, красочный аппарат управляется эксцентриком 7 через систему рычагов. Узел съема изделий состоит из оснований 19, в котором перемещается движок 2 несущий две направляющие 21, по которым движется ползун 22 с двумя губками 23 и 24, вращающиеся на осях 25 и сцепленные между собой зубчатым сектором, и поднимаемые друг к другу пружиной 26. Пружина 27 прижимает ползун 22 к упору на направляющей 21. На чертеже видна пр жина 28. На выступе ползуна 22 в щпоночном пазу закреплен кулачок, расположенный в одной плоскости с губкой 24. При закрытых губках между кулачком и губкой зазор, величина которого должна быть достаточной для зажима больщой детали. Установка зазора производится путем пере мещения кулачка по щпоночному пазу ползуна 22. Для замыкания системы подачи съемника установлена дружина 29, возвращающая движок 20 в исходное, заднее, положение. Упор ЗО ограничивает подачу съемника, раскрывая губки 23, 24. Упор 3 раскрывает губки 23, 24 в крайнем заднем положении, чем и производится разгрузка съемника. К боковой стенке станины прикреплено основание транспортера 32. В основании закреплены приводная звездочка 11 с приводом и верхняя отводная звездочка 33, Натяжное устройство транспортера, распо- ло51 енное в одной плоскости с основанием фанспортера 32, представляет отводную звездочку 34, свободно сидящую на оси 33 закрепленной в стойке 36. На оси 35 сво- бодно сидит ступица натяжной плиты 37. Винт 38, закрепленный в станине, перемещает натяжную плиту 37, на конце которо свободно сидит звездочка 39. После перемещения (натяжка цепи) натяжная плита 37 кренится к станине гайкой 4О. К. основанию т анспортера 32 прикреплена регули- руемая по высоте поддержка 41, на которой производится маркировка деталей. Транспортер, находящийся на четырех звездочках 11, 33, 34 и 39, образует прямоугольник, загрузка которого происходит в районе звездочки 33, а разгрузка между звездочками 33 и 34, что приводит к иочти полному использованию длины транспортера для сущки отмаркированных деталей. Транспортер представляет двойную цепь 42, на -наружных щечках 43 которой прикреплен корпус 44 с смонтированным валиком 45, передний конец которого служит-оправкойДля установки на него детали. При необходимости перехода на другую конфигурацию детали на конце валика уста-, навливается переходник, спужащий для крепления других деталей. . На втором конце валика 45 закреплен двухплечий рычажок 46, на концах которого установлены ролики 47, находящиеся в направляющих 48, предохраняющие рычажок 46 от самопроизвольного поворота. На валике 45 имеется утолщение 49, в котором прорезан паз 50, служащий для ориентации детали. В случае необходимости изменения положения ориентирующего паза, что диктуется положением маркировки на детали, производится поворот рычага 46 при помощи уст ройства, поворачивающего рычажок на ходу цепи. В натяжной плите 37 закреплены четыре направляющие 51, на которых скользят два ползунка 52 с закрепленными на из торцах упорами 53, пружиной 54,поджимаемые к щтифтам, определяющим их положение. Ползунки 52 связаны поворотной траверсой 55 посредством осей 56. Траверса закреплена на валу 57, на котором также закреплена ручка 58. Вертикальное положение ручки 58 соответствует нейтральному положению упоров 53, так как проходящие мимо ролики 47 рычага 46 не задевают упоры 53. При повороте ручки 58 вправо выдвинется верхний упор 53 вперед, а нижний уйдет назад. При этом проходящие мимо упора 53 ролики задержатся им, рыча- жок 46 повернется на , тем самым по-, вернет валик 45, а вместе с ним и паз 50, таким образом, деталь будет маркироваться в другом месте. Повернутые рычажки 46 при вторичном проходе мимо упора задерживаться не будут и дальнейщего поворота не тфоизойдет. Маркировочная головка 10 гфедназначена для нанесения марки на изделие. Литеры закреплены в головке таким образом, что натиск ограничивается заданней силой. Краска наносится на печатный знак (литеру) только по ходу машины. Устройство работает следующим образом. Включается электродвигатель 1, ручка 58 устанавливается так, что ориентирН1)1Й паз 50 займет нужное положение; на конец валика 45 закрепляется деталь. Цепь транспортера движется переодически, причем время выстоя может регулироваться в ан
.1 8 J7
Фиг г k /
висимости от необходимости. Во время выстоя цепи «rpaHcnopTepa ползун приходит в нижнее положение, нанося марку на деталь. В то же время деталь с высушенной крас- i кой снимается с транспортера губками 23 б и 24, которые захватывают деталь, так ; как движок 20 под усилием действия эксцентрика 6 двинется вперед вместе с пол-. зуном 22 и губками 23 и 24. Губки 23 | и 24, встретив на пути движения упор 30, Ю остановятся и будут поворачиваться на своих осях 25, тем самым надвигаясь на деталь, находящуюся на цепи транспортера.
Кулачок 28 остановит раскрытие губок 23 и 24, но так как воздействие эксцентр ч1в ка 6 продолжается, движок 20 будет про- должать свое движение, сжимая пружину 27 и растягивая пружину 29.
При спаде кривой эксцентрика 6 будет происходить следующее: пружина 29 силь- 20 нее пружины 28, а пружина 27 слабее npy-i жины 28, то сначала будет двигаться в обратном направлении движок 20 до тех . пор, пока упор на направляющей 21 не заставит двигаться ползун 22 в обратном 26
6
направлении Давление на губки 23 к 24 упора 30 ослабнет и пружина 26 начнет сжимать губки 23 и 24. При -дальнейшем движении назад губки 23 и 24, зажав изделие, снимут его с цепи транспортера и будут держать его до встречу губок 23 и 24 с упором 31. Губки 23 и 24 раскроют ся, изделие выпадет и уйдет по лотку.
Формула изобретен ия
I Устройство для маркировки изделий, соi держащее цепной трансцортер с захватами | изделий, печатающй механизм, красконано-i сящий механизм, механизм съема и приводной механизм, отличающийся тем, что, с целью повышения производительности работы устройства, оно снабжено механизмом ориентации, выполненным в виде ползунов, кинематически соединёнными с упорами, а каждый из захватов . транспортера снабжен двухплечим рычагом, i взаимодействующим с упорами механизма ориентации.

| название | год | авторы | номер документа |
|---|---|---|---|
| Горизонтальный пресс-автомат для холодного выдавливания | 1989 |
|
SU1669629A1 |
| Автоматическая линия штамповки деталей из рулонного материала | 1989 |
|
SU1625565A1 |
| УСТРОЙСТВО ДЛЯ МАРКИРОВКИ И УКЛАДКИ В ТАРУ ПЛОСКИХ ИЗДЕЛИЙ | 1972 |
|
SU346184A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ХАЛ ИЗ ПРЕДВАРИТЕЛЬНО ЗАКАТАННЫХ ТЕСТОВЫХ ЖГУТОВ | 1963 |
|
SU223714A1 |
| Многопозиционный сверлильный автомат | 1978 |
|
SU774819A1 |
| УСТРОЙСТВО ДЛЯ ЗАВЕРТЫВАНИЯ В «НОСОК» ШТУЧНЫХ ИЗДЕЛИЙ | 1973 |
|
SU379460A1 |
| Машина для изготовления цилиндрических станков по методу присасывания | 1946 |
|
SU83630A1 |
| Автомат для сборки пряжек | 1973 |
|
SU484967A1 |
| АВТОМАТ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА ДЕТАЛИ ШВЕЙНЫХ ИЗДЕЛИЙ | 1970 |
|
SU269082A1 |
| Устройство для изготовлениязМЕЕВиКОВ | 1978 |
|
SU816635A1 |