Заготовки клиповых приводных ремней имеют прямоугольное поперечное сечение; трапециевидная форма сечения придается ремням в процессе вулканизации, что вызывает искажение в расположении кордных слоев и снижает качество ремней.
Описываемое приспособление к станку для обертывания заготовок клиновых ремней имеющему узел раскатки и систему приводных и натяжных шкивов, дает возможность осзществлять заготовку ремня любого профиля непосредственно на станке, что повышает качество ремней.
Приспособление для профилирования выполнено в виде направляющих роликов и регулируемых ножей, расположенных на несущей панели, перемещаемой по направляющему штоку.
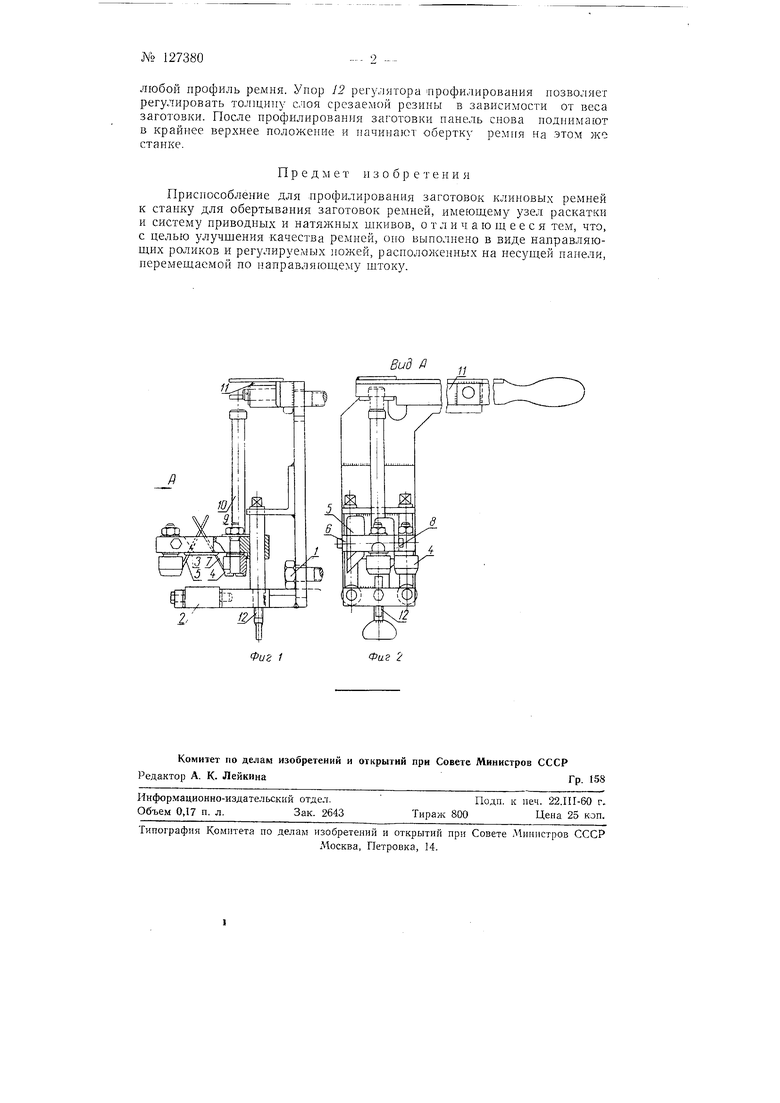
На фиг. 1 изобрал ена схема приспособления; на фиг. 2 - вид приспособления по стрелке А на фиг. 1.
Приспособление крепится болтами / к станку для обертывания заготовок клиновых ремней и представляет собою направляющие нижний ролик 2, верхний ролик 5, боковые ролики 4 и регулируемые ножи, из которых передний нож 5 установлен на ножедержателс 6, а задний нож 7 - на ножедержателе 8. Направляющие ролики и ножи размещены на панели 5, которая может перемещаться по направляюще.му штоку 10.
При надевании ремня на шкивы станка, а также при обертке заготовки, панель 9 находится в верхнем крайнем положении. Заготовку надевают на шкивы станка, и производят, как и перед оберткой, натяжение ремия; рукоятку рычага 11 поднимают, в результате чего панель 9 опускается в нижнее крайнее положение и включается станок. При опускании панели происходит скашивание заготовки ножами под определенным углом. Ножедержатели 6 i 8 позволяют устанавливать ножи на
№ 127380 -- 2 любой профиль ремня. Упор 12 регулятора профилирования позволяет регулировать толщину слоя срезаемой резины в зависимости от веса заготовки. После профилирования заготовки панель снова поднимают в крайнее верхнее положение и начинают обертку ремггя на этом же станке.
Предмет и з о б р е т- е н и я
Приспособление для профилировання заготовок клиновых ремней к стайку для обертывапия заготовок ремией, имеющему узел раскатки и систему приводных и натяжных шкивов, о т л и ч а ю щ е е с я тем, что, с целью улучшения качества ремпей, оно выпо;1нено в виде направляющих роликов и регулируемых ножей, расноложенных на ргесущей панели, перемещаемой по направляюидему шток}.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИСПОСОБЛЕНИЕ ДЛЯ ПРОФИЛИРОВАНИЯ ЗАГОТОВОК КЛИНОВЫХ РЕМНЕЙ | 1965 |
|
SU167296A1 |
| Приспособление для профилирования заготовок клиновых ремней | 1983 |
|
SU1077818A1 |
| Приспособление для профилирования заготовок клиновых ремней | 1980 |
|
SU897566A1 |
| Приспособление для профилирования заготовок клиновых ремней | 1979 |
|
SU863399A1 |
| СТАНОК ДЛЯ ОБЕРТКИ КЛИНОВЫХ РЕМНЕЙ | 1990 |
|
RU2015917C1 |
| ПАТЕНТНО-ТЕХНИЧЕ;БИБЛИОТЕКА | 1970 |
|
SU284291A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КЛИНОВЫХ РЕМНЕЙ | 1991 |
|
RU2021141C1 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ РЕЗИНОВЫХ ЗАГОТОВОК | 1967 |
|
SU193709A1 |
| Устройство для намотки ленточного материала | 1986 |
|
SU1388319A1 |
| Станок для обертки клиновых ремней | 1987 |
|
SU1426836A1 |
Фиг 1
Вид а
W; ф уС
Фиг 2
