Изобретение относится к области резинотехнического производства, а именно к станкам для обертки сердечников клиновых ремней.
Известны станки для обертки сердечников клиновых ремней, содержащие шкивы для закрепления изделия, механизм закрепления конца оберточной ленточки на изделии, механизмы раскатки, обертки и отрезки ленточки, а также устройство для лодачи оберточной ленточки на требуемую длину посредством механизма выдержки времени.
Однако такая конструкция станка не обеспечивает автоматической подачи ленточки необходимой длины, а требует ручной переналадки механизма выдержки времени при обертывании изделий различных размеров.
Целью изобретения является создание такого станка, который устранил бы необходимость ручной переналадки и обеспечил автоматическую подачу ленточки необходимой длины при обертывании изделий различных размеров.
Для этого используют станок для обертки сердечников клиновых ремней, содерл ащий ведущий и натяжной щкивы для закрепления изделия, механизм закрепления конца оберточной ленточки на изделии, механизмы раскатки, обертки и отрезки ленточки, в котором диаметры ведущего и натяжного щкивов равг
мы и имеетсй механизм одного оборота ведущего шкива и механизм нодачи ленточки на д.лину, соответствующую удвоенному межцентровому расстоянию между ведущим и натяжпым шкивами. Последний механизм выполнен в виде пневмоцилиндра, на штоке которого закреплена рейка, перемещающаяся между неподвим ным и подвижным упором, соединепП з1м с натяжным шкивом. Рейка сцеплена с
зубчатой шестерней, кинематически связанной с ведущим шкивом и роликами, подающими оберточную ленточку к изделию.
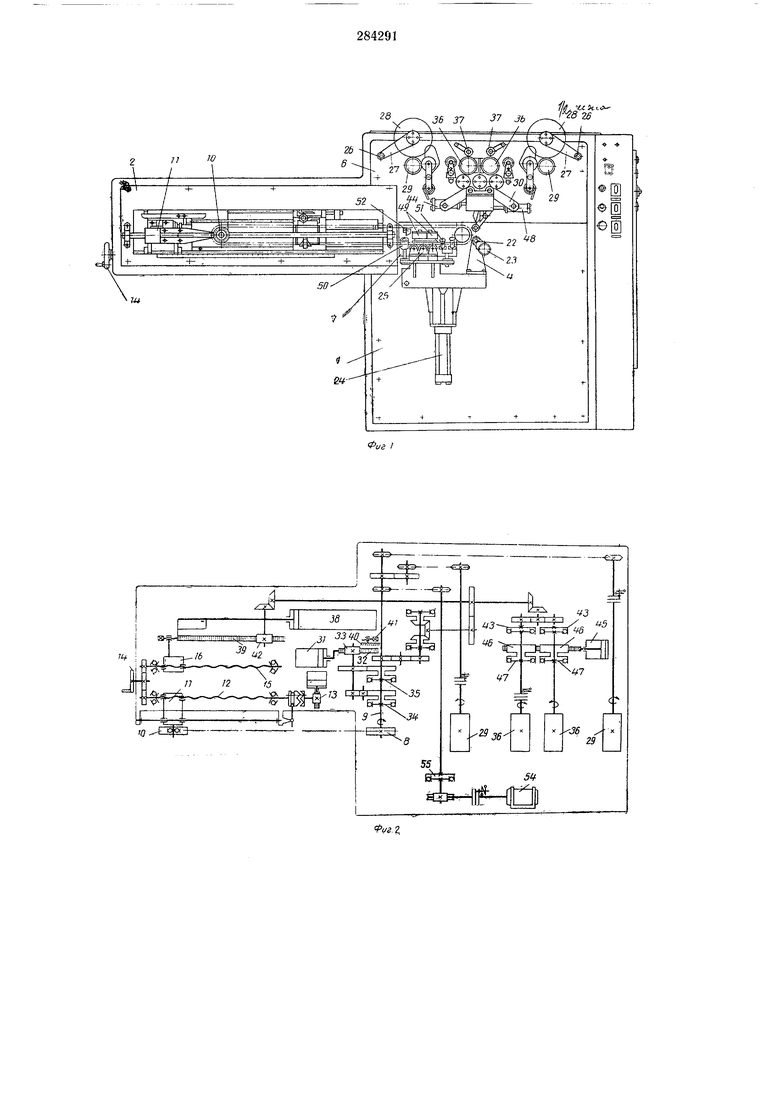
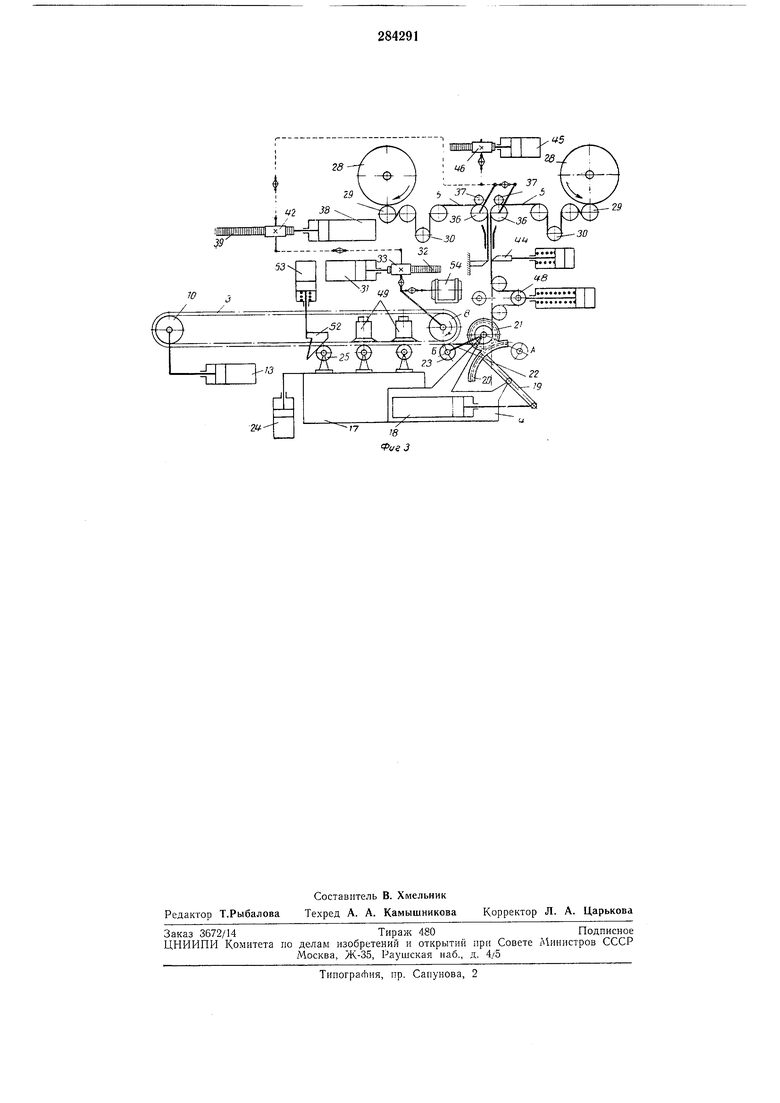
На фиг. 1 изображен общий вид станка; на фиг. 2 - кинематическая схема станка; на
фиг. 3 - структурная схема станка.
Станок для обертки клиновых ремней содержит смонтированные на общей станине 1 устройство 2 для установки и натяжения изделия 3; .механизм 4 закрепления конца оберточной ленточки 5 на изделии; устройство 6 для раскатки, подачи и отрезки оберточной eнтoчки; механизм обертки 7.
Устройство для установки и натяжения изделия имеет ведущий щкив 8, закрепленный
на валу 9, и натяжной щкив 10, диаметр которого равен диаметру щкива 8. Натяжной щкив 10 установлен на подвижной каретке //, которая может переменгаться по .ходовому винту 12 под действием привода 13 или мавои винт кинематически связан с другим ходовым винтом 15, который находится в зацеплении с подвижным упором 16. Механизм закрепления конца оберточной ленточки на изделии помещается на подъемной каретке 17 и включает пневмоцилиндр 18, шток которого шарнирно связан с качающнмся рычагом 19, на котором установлен зубчатый сектор 20, находящийся в зацеплении с шестерней 21, соединенной с поворотным рычагом 22 с раздвижным поднружиненным роликом 23. Перемещение подъемной каретки осуществляется при помощи нневмоцилиндра 24. Кроме .механизма зацепления конца ленточки на изделии на каретке установлены регулируемые опорные ролики 25. Устройство 6 для раскатки, подачи и отрезки оберточной ленточки имеет два одинаковых по конструкции и назначению механизма раскатки и подачи, каждый нз которых содержит свободно качающийся на оси 26 рычаг 27 с закрепленным на его конце рулоном 28 оберточной ленточки. В процессе раскатки рулон постоянно прижимается к раскатывающему ролику 29, при вращении которого и осуществляется раскатка оберточной ленточки. С раскатывающего ролика оберточная ленточка подается в комненсатор 30 для создания ее запаса, необходимого при обертке изделия за период одного оборота шкива 8. Подача оберточной ленточки осуществляется самим движущимся изделием, так как конец этой ленточки закреплен на нем. Механизм одного оборота вынолнен в виде нневмоцилиндра 31, на штоке которого укреплена рейка 32, сцепленная с зубчатой шестерней 33, кинематически связанной через обгонные муфты 34, 35 с ведущим шкивом 8. Пз компенсатора 30 оберточная ленточка поступает на подающий ролнк 36 осуществляющий ее подачу на длину, соответствующую двум прямолинейным участкам обертываемого изделия. С целью обеспечения контакта ленточки с подающим роликом установлен прижимной ролик 57. Механизм подачи ленточки на длину, соответствующую удвоенному межцентровому расстоянию между ведущим и натяжным шкивами, выполнен в виде нневмоцилиндра 38, на штоке которого закреплена рейка 39, перемешающаяся между неподвижным упором 40 с регулировочным винтом 41 и подвижным унором 16, кинематически связанным с натяжным шкивом. Рейка взаимодействует с зубчатой шестерней 42, кинематически связанной с подающим роликом 36 через обгонную муфту 43, а также с ведущим шкивом 8 через систему передач. Для подачи конца оберточной ленточки на длину, равную расстоянию от ножа 44 механизма отрезки до места закрепления ее на изделии, применен нневмоцилиндр 45, шток которого кинематически связан посредством рейки и шестерни 46 через обгонную муфту 47 ной ленточки учитывается при настройке станка иутем уменьшения расстояния между упорами 16 и 40 при помощи винта 41. Постоянное натяжение оберточной ленточки нри рассогласовании линейных скоростей подаюн1,его ролика 36 и изделия обеспечивается компенсатором 48. Механизм обертки 7 включает оберточные звездочки 49, приводимые во врандение от соприкосновения с перемещаюш;имся изделием и производящие укладку оберточной ленточки на изделие, и ролики 50 и 51, между которыми проходит изделие. Для скащивания кромок перед началом обертки изделия станок снабжен ножом 52, приводимым в рабочее положение при номощи пневмоцилиндра 53. Перемещение изделия при скашивании кромок, а также при настройке станка осуществляется от электродвигателя 54, кинематически связанного через обгонную муфту 55 с ведущим шкивом 8. Работа станка осуществляется следующим образом. Перед началом работы рулоны оберточной ленточки устанавливают на рычаги 27, оберточную ленточку заправляют через раскатывающии ролик 29, компенсатор ои, подаЕОщий ролик 36, прижимной ролик 37 и пропускают ее мимо ножа 44, где излишек ленточки обрезают ручным включением ножа. Аналогично осуществляют заправку и обрезку конца оберточной ленточки второго рулона. При помощи маховика 14 устанавливают первоначальное положение натяжного шкива 10, обеспечивая возможность установки обертываемого изделия на шкивы 8 и 10. После установки изделия включают нривод натяжения 13, который, вращая ходовой винт 12, неремещает подвижную каретку 11 с натяжным шкивом 10 до получения определенного натяжения изделия. Одновременно вращают ходовой винт 15, перемещая подвижный упор 16 и устанавливая расстояние между подвижным уиором 16 и неподвижным упором 40, соответствующее удвоенному межцентровому расстоянию между ведущим и натяжным шкивами. Затем автоматически включают пневматический цилиндр 24 нодъемной каретки 17, опорные ролики 25 которой нрижимают изделие 3 к оберточным зв.ездочкам 49. При необходимости скашивания кромок изделия включают электродвигатель 54, от которого вращение через систему нередач и обгонную муфту 55 передается валу 9 с закрепленным на нем ведущим шкивом 8, и осуществляется подача изделия. Далее автоматически включается пневмоцилиндр 45, который через передачу рейкашестерня 46 и обгонную муфту 47 вращает подающий ролик 56, в результате чего осуществляется подача оберточной ленточки на длину, равную расстоянию от ножа 44 до места закрепления ее па изделии.
20, при этом вращается шестерня 21, вместе с которой поворачивается из исходного положения А в положение Б рычаг 22 с раздвижным подпружиненным роликом 23, захватывая конец оберточной ленточки и закрепляя его на изделии.
После закрепления конца оберточной ленточки на изделии автоматически включается иневмоцилиидр 31 механизма одного оборота ведущего щкива 8, который через зубчатую рейку 32, шестерню 33, систему передач и обгонную муфту 35 поворачивает вал 9 с ведущим шкивом5 на один оборот, что соответствует подаче ленточки на изделие длиной, равной двум криволинейным участкам установленного на щкивах обертываемого изделия. При этом подача оберточной ленточки на изделие осуществляется иеремещением самого изделия с закрепленным на нем концом ленточки, а нодающий ролпк 36 за счет обгонной муфты 43 получает свободное вращение.
Затем иневмоцилиндр 38 перемещает зубчатую рейку 39 до подвижного упора 16 и через шестерню 42, систему передач, обгонную муфту 43 вращает подающий ролик 36, который осуществляет подачу ленточки на изделие на длину, соответствующую длине двух прямолинейных участков изделия с учетом предварительно подаиной длины ленточки. Одновременно враш,ение передается ведущему щкиву 8, осуществляющему подачу изделия, и от вала 9 шкива раскатывающему ролику 29, при этом компенсатор 48 обеспечивает постоянное натяжение ленточки.
В тот момент, когда рейка 39 дойдет до подвижного упора 16, включается нож 44, который отрезает оберточную ленточку.
После этого механизм одного оборота ведущего щкива 8 при обратном ходе пневмоцилиидра 31 через рейку 32, шестерню 33, систему передач и обгонную муфту 34 поворачивает ведущий щкив 8, соверщая нри этом подачу и прокатку оставшегося после обрезки конца оберточной леиточки.
По окончании обертки изделия рычаг 22 с раздвижным подпружиненным роликом 23,
компенсатор 48, шток пневмоцилиндра 45 возв.ра,шаются в исходное положение.
Если но условию работы требуется произвести обертку изделия поочередно двумя отдельными оберточными ленточками, то после рассмотренного выше цикла вступает в работу второй механпзм раскатки и подачи. Последовательность работы всех механизмов при обертке второй ленточкой аналогична
описанной выще, при этом нодача ленточки на длину, соответствующую удвоенному межцеитровому расстоянию между шкивами 8 и 10, а также одновременная подача изделия 3 и вращение второго раскатывающего ролика
29 обеспечиваются при обратном ходе зубчатой рейки 39.
После обертки изделия иневмоцилиндр 24 опускает подъемную каретку 17, все механизмы, а также нодвижная каретка 11 с натяжным шкивом 10 возвращаются в первоначальное положение, и обернутое изделие снимается со шкивов.
Предмет изобретения
25
Станок для обертки сердечников клиновых ремней, содержащий ведущий и натялшой шкивы для закрепления изделия, механизм закрепления конца оберточной ленточки на
изделии, механизмы |.;:скатки, обертки и отрезки ленточки, отличающийся тем, что, с целью автоматической иодачи ленточки необходимой длины для обертывания изделия, станок, в котором диаметры ведущего и натяжного шкива равны, снабжен механизмом одного оборота ведущего щкива и механизмом иодачи ленточки на длину, соответствующую удвоенному межцентровому расстоянию между ведущим и натяжным шкивами, выполпенным в виде иневмоцилиндра, иа штоке которого закреплена рейка, перемещающаяся между неподвижпым регулируемым упором и иодвнжпым упором, соедипенным с натяжным шкивом, и сцепленная с зубчатой, шестерней, кпне.матически связанной с ведущим шкивом и с роликами, подающими оберточную леиточку к изделию.

| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обертки клиновых ремней | 1989 |
|
SU1609703A1 |
| Станок для обертки клиновых ремней | 1987 |
|
SU1426836A1 |
| Станок для обертки клиновых ремней | 1987 |
|
SU1516371A1 |
| СТАНОК ДЛЯ ОБЕРТКИ БЕСКОНЕЧНЫХ РЕМНЕЙ | 1973 |
|
SU388902A1 |
| Станок для обертки клиновых ремней | 1988 |
|
SU1622157A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КЛИНОВЫХ РЕМНЕЙ | 1991 |
|
RU2021141C1 |
| СТАНОК ДЛЯ ОБЕРТКИ КЛИНОВЫХ РЕМНЕЙ | 1992 |
|
RU2021142C1 |
| СТАНОК ДЛЯ ОБЕРТКИ КЛИНОВЫХ РЕМНЕЙ | 1972 |
|
SU426860A1 |
| Устройство для намотки ленточного материала | 1986 |
|
SU1388319A1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ДЛИННОМЕРНОЙ ТРУБЫ | 1969 |
|
SU234179A1 |