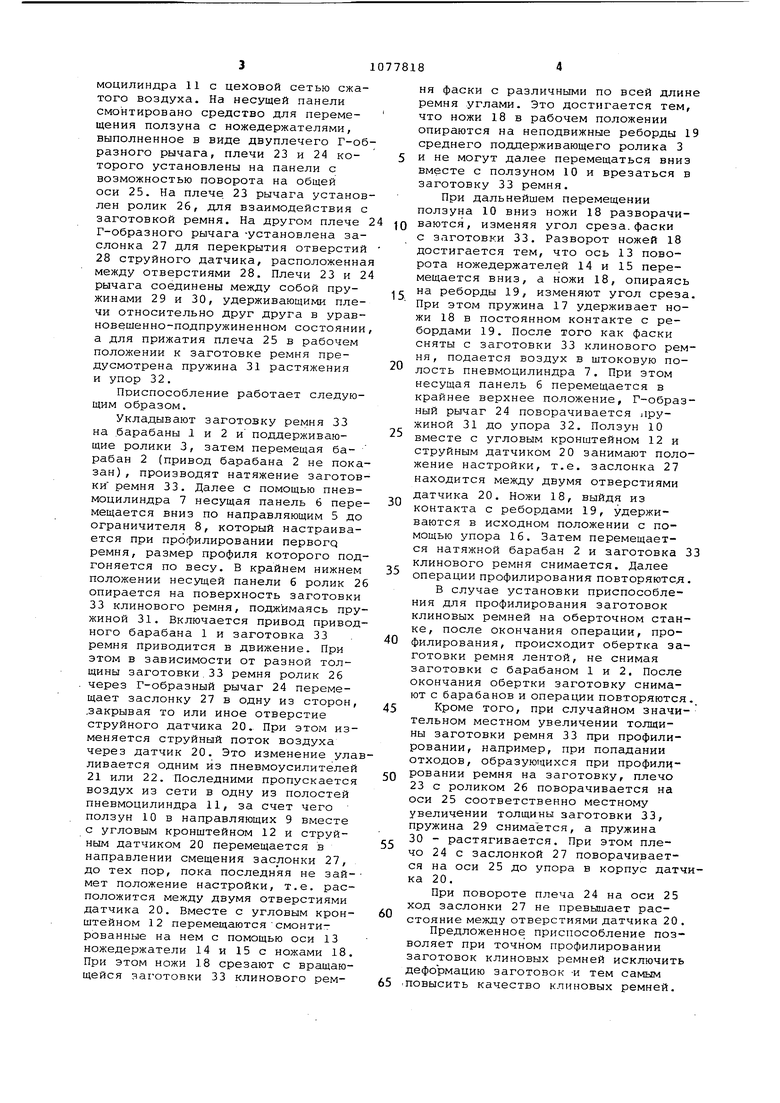
Изобретение относится к оборудованию реэино-технической промышленности, преимущественно может найти применение в производстве клиновых ремней. Известно приспособление для про филирования заготовок клиновых рем ней, содержащее узел удержания заготовки, выполненный в виде натяжного и приводного барабанов и поддерживающих роликов, и подвижную по направляющим от пневмоцилин ра панели с ножедержателями С13. Недостатком данной конструкции является невозможность получения п стоянной площади сечения по всей длине ремня. Наиболее близким по технической сущности и достигаемому результату к изобретению является приспособле ние для профилирования заготовок клиновых ремней, содержащее узел удержания заготовки, выполненный в виде натяжного и приводного барабанов и поддерживающих роликов, подвижную по направляющим от пневмоцилиндра несущую панель с установленным на ней ползуном, шарнирно смонтированные на ползуне посредством углового кронштейна и подпружиненные относительно друг друга ножедержатели с ножами, взаи ействующими с торцовыми поверхнос тями поддерживающего ролика, и сре тво для перемещения ползуна с ножедержателями со смонтированным на панели с возможностью поворота на оси двуплечим Г-образным рычагом и с установленным на одном конце Г-образного рычага роликом для вза имодействия с заготовкой ремня С 21 Недостатком известной конструкции является деформация заготовки ремня роликом, контактирующим с заготовкой. Это объясняется тем, что для перемещения ползуна Г-образным рычагом, на конце рычага, контактирующим через ролик с заготовкой, необходимы значительные усилия, которые деформируют загото ку, что снижает качество профилиру емой заготовки ремня. Цель изобретения - повышение качества профилируемых заготовок путем исключения их деформации при профилировании. Поставленная цель достигается тем, что в приспособлении для. профилирования заготовок клиновых, рем ней, содержащее узел удержания заготовки, выполненный в виде натяжного и приводного барабанов и подд живающих роликов, подвижную по направляющим от пневмоцилиндра несущую панель с установленными на ней ползуном, шарнирно смонтирован ные на ползуне посредством угловог кронштейна и подпружиненные относи тельно друг друга ножедержатели с ножами, взаимодействующими с торцовыми поверхностями поддерживающего ролика, и средство для перемещения ползуна с ножедержателями со смонтированным на панели с возможностью поворота на оси двуплечим Г-образным рычагом и с установленным на одном конце Г-образного рычага роликом для взаимодействия с заготовкой ремня, средство для перемещения ползуна с ножедержателями снабжено пневмоцилиндром, связанным с ползуном и смонтированным на подвижной .панели, струйным датчиком для управления пневмоприводом ползуна, жестко закрепленным на ползуне, и заслонкой для перекрытия отверстий струйного датчика, установленной на другом конце двуплечего Г-образного рычага. Плечи Г-образного рычага установлены на панели с возможностью поворота на общей оси и соединены между собой посредством пружин. На фиг.1 изображено приспособление, общий вид; на фиг.2 - то же, вид слева; на фиг.З - разрез А-А на фиг.1; на фиг.4 - разрез Б-Б на фиг.. 1; на фиг.З - пневматическая схема приспособления. Приспособление- для профилирования заготовок клиновых ремней состоит из узла удержания заготовки, включающего в себя приводной 1 и натяжной 2 барабаны и поддерживающие ролики 3, оси которых смонтированы на плите 4. Последняя крепится к раме, на которой смонтированы барабаны 1 и 2 и имеет направляющие 5, в которых установлена несущая панель 6. Несущая панель 6 связана с пневмоцилиндром 7, закрепленным на плите 4 и имеет огра ничитель 8хода вниз. На несущей панели 6 в направляющих 9 установлен ползун 10, связанный спневмоцилиндром 1 1 , закрепленным на подвижной панели 6. На ползуне 10 установлен угловой кронштейн 12, на вертикальной полке которого смонтированы ось 13 ножедержателей 14 и 15 и регулируемый по высоте упор 16. Ножедержатели 14 и 15 представляют собой двуплечие рычаги, верхние плечи которых связаны между собой пружиной 17, а упор 16 помещен между ними. Нижние плечи ножедержателей 14 и 15 выполнены с пазами, В которых размещены ножи 18, которые в рабочем положении контактируют с торцовыми поверхностями среднего поддерживающего ролика, выполненными в виде неподвижных реборд 19. На ползуне 10 установлен также струйный датчик 20, который через пневмоусилители 21 и 22 соединяет рабочие полости пневмоцилиндра 11 с цеховой сетью сжатого воздуха. На несущей панели смонтировано средство для перемещения ползуна с ножедержателями, выполненное в виде двуплечего Г-об разного рычага, плечи 23 и 24 которого установлены на панели с возможностью поворота на общей оси 25. На плече. 23 рычага установ лен ролик 26, для взаимодействия с заготовкой ремня. На другом плече Г-образного рычага -установлена заслонка 27 для перекрытия отверстий 28 струйного датчика, расположенна между отверстиями 28. Плечи 23 и 2 рычага соединены между собой пружинами 29 и 30, удерживающими плечи относительно друг друга в уравновешенно-подпружиненном состоянии а для прижатия плеча 25 в рабочем положении к заготовке ремня предусмотрена пружина 31 растяжения и упор 32. Приспособление работает следующим образом. Укладывают заготовку ремня 33 на барабаны 1 и 2 и поддерживающие ролики 3, затем перемещая барабан 2 (привод барабана 2 не пока зан) , производят натяжение заготов ки ремня 33. Далее с помощью пневмоцилиндра 7 несущая панель 6 пере мещается вниз по направляющим 5 до ограничителя 8, который настраивается при профилировании первогр ремня, размер профиля которого под гоняется по весу. В крайнем нижнем положении несущей панели 6 ролик 2 опирается на поверхность заготовки 33 клинового ремня, поджимаясь пру жиной 31. Включается привод привод ного барабана 1 и заготовка 33 . ремня Приводится в движение. При этом в зависимости от разной толщины заготовки.33 ремня ролик 26 через Г-образный рычаг 24 перемещает заслонку 27 в одну из сторон, .закрывая то или иное отверстие струйного датчика 20., При этом изменяется струйный поток воздуха через датчик 20. Это изменение ула ливается одним из пневмоусилителей 21 или 22. Последними пропускается воздух из сети в одну из полостей пневмоцилиндра 11, за счет чего ползун 10 в направляющих 9 вместе с угловым кронштейном 12 и струйным датчиком 20 перемещается в направлении смещения заслонки 27, до тех пор, пока последняя не займет положение настройки, т.е. расположится между двумя отверстиями датчика 20. Вместе с угловым кронштейном 12 перемещаютсясмонтиг рованные на нем с помощью оси 13 ножедержатели 14 и 15 с ножами 18. При этом ножи 18 срезают с вращающейся эаготовки 33 клинового ремня фаски с различными по всей длине ремня углами. Это достигается тем, что ножи 18 в рабочем положении опираются на неподвижные реборды 19 среднего поддерживающего ролика 3 и не могут далее перемещаться вниз вместе с ползуном 10 и врезаться в заготовку 33 ремня. При дальнейшем перемещении ползуна 10 вниз ножи 18 разворачиваются, изменяя угол среза.фаски с заготовки 33. Разворот ножей 18 достигается тем, что ось 13 поворота ножедержателей 14 и 15 перемещается вниз, а ножи 18, опираясь на реборды 19, изменяют угол среза. При этом пружина 17 удерживает ножи 18 в постоянном контакте с ребордами 19. После того как фаски сняты с заготовки 33 клинового ремня, подается воздух в штоковую полость пневмоцилиндра 7. При этом несущая панель 6 перемещается в крайнее верхнее положение, Г-образный рычаг 24 поворачивается iipyжиной 31 до упора 32. Ползун 10 вместе с угловым кронштейном 12 и струйным датчиком 20 занимают положение настройки, т.е. заслонка 27 находится между двумя отверстиями датчика 20. Ножи 18, выйдя из контакта с ребордами 19, удерживаются в исходном положении с помощью упора 16. Затем перемещается натяжной барабан 2 и заготовка 33 клинового ремня снимается. Далее операции профилирования повторяютсл. В случае установки приспособления для профилирования заготовок клиновых ремней на оберточном станке, после окончания операции, профилирования, происходит обертка заготовки ремня лентой, не снимая заготовки с барабаном 1 и 2. После окончания обертки заготовку снимают с барабанов и операции повторяются. Кроме того, при случайном значи- тельном местном увеличении толщины заготовки ремня 33 при профилировании, например, при попадании отходов, образующихся при профилировании ремня на заготовку, плечо 23 с роликом 26 поворачивается на оси 25 соответственно местному увеличении толщины заготовки 33, пружина 29 снимается, а пружина 30 - растягивается. При этом плечо 24 с заслонкой 27 поворачивается на оси 25 до упора в корпус датчика 20, При повороте плеча 24 на оси 25 ход заслонки 27 не превышает расстояние между отверстиями датчика 20 . Предложенное приспособление позволяет при точном профилировании заготовок клиновых ремней исключить деформацию заготовок -и тем самым повысить качество клиновых ремней.
11
Фиг.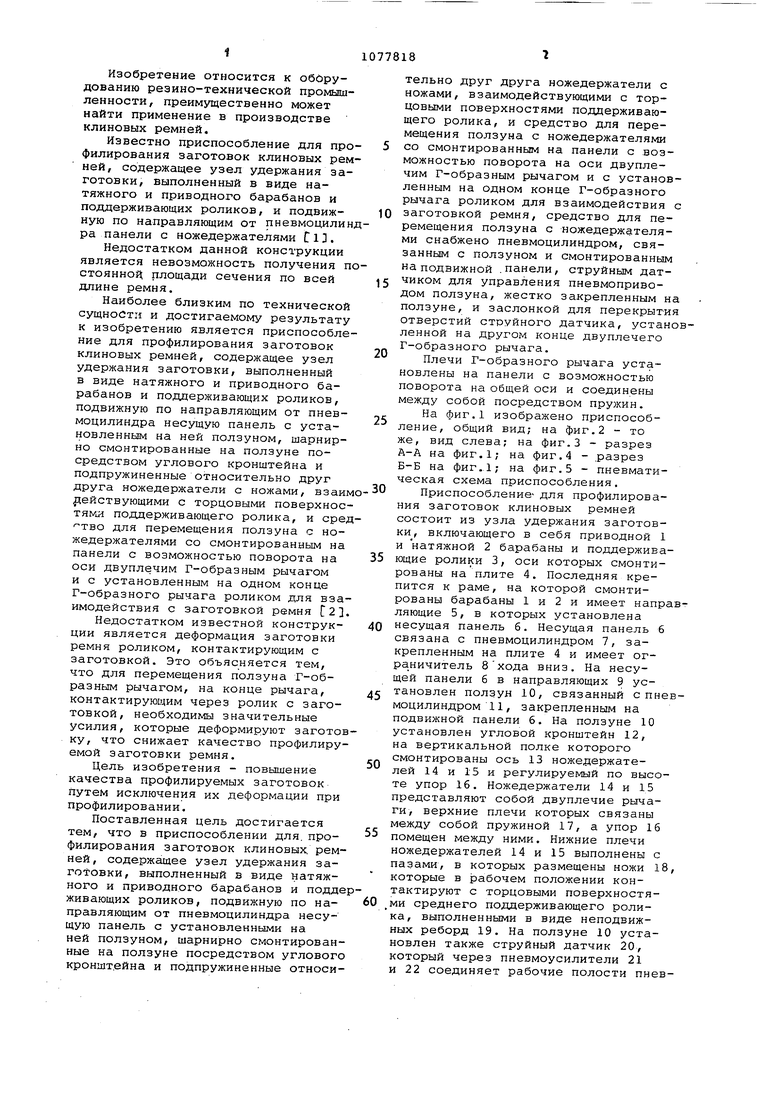
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для профилирования заготовок клиновых ремней | 1980 |
|
SU897566A1 |
| Приспособление для профилирования заготовок клиновых ремней | 1979 |
|
SU863399A1 |
| Станок для обертывания заготовок клиновых ремней | 1959 |
|
SU127380A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ПРОФИЛИРОВАНИЯ ЗАГОТОВОК КЛИНОВЫХ РЕМНЕЙ | 1965 |
|
SU167296A1 |
| СТАНОК ДЛЯ ОБЕРТКИ КЛИНОВЫХ РЕМНЕЙ | 1990 |
|
RU2015917C1 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ РЕЗИНОВЫХ ЗАГОТОВОК | 1967 |
|
SU193709A1 |
| УСТРОЙСТВО ДЛЯ ПОПЕРЕЧНОЙ РЕЗКИ ГОФРОКАРТОНА | 2003 |
|
RU2255840C1 |
| Станок для сборки и резки викелей | 1977 |
|
SU716854A1 |
| Автомат для раздачи концов втулок | 1991 |
|
SU1787626A1 |
| Линия резки труб | 1981 |
|
SU1006101A1 |


1. ПРИСПОСОБЛЕНИЕ ДЛЯ ПРОФИЛИРОВАНИЯ ЗАГОТОВОК КЛИНОВЫХ РЕМНЕЙ, содержащее узел удержания заготовки, выполненный в виде натяжного и приводного барабанов и поддерживающих роликов, подвижную по направляющим от пневмоцилиндра несущую панель с установленным на ней ползуном, шарнирно смонтированные на ползуне посредством углового кронштейна и подпружиненные относительно друг друга ножедержатели с ножами, взаимодействующими с торцовыми пгверхностями поддерживающего ролика, и средство для перемещения ползуна с ножедержателями со смонтированным на панеле с возможностью поворота на оси двуплечим Г-образным рычагом и с установленным на одном конце Г-образного рычага роликом для взаимодействия с заготовкой ремня, о т л и ч а ющ е е с я тем, что, с целью повышения качества профилируемых заготовок путем исключения их деформации при профилировании, средство для перемещения ползуна с ножедержателями снабжено пневмоприводом, связанным с ползуном и смонтированным на.подвижной панеле, струйным датчиком для управления пневмоприводом ползуна, жестко закрепленным на ползуне, и заслонкой для покры(Л тия отверстий струйного датчика, установленной на другом конце двуплечего Г-образного рычага. 2. Приспособление по п.1, о т личающееся тем, что плечи Г-образного рычага установлены на пз; нели с возможностью поворота на общей оси и соединены между собойпосредством пружин. vj tX) 00
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Приспособление для профилирования заготовок клиновых ремней | 1974 |
|
SU472808A2 |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Приспособление для профилирования заготовок клиновых ремней | 1980 |
|
SU897566A1 |
| Солесос | 1922 |
|
SU29A1 |
