t
Изобретение относится к оборудованию резинотехнической промышленности и может найти применение в производстве клиновых ремней.
Известно приспособление для профилирования заготовок клиновых ремней, содержащее узел удержания заготовки, выполнений в виде натяжного и приводного барабанов и поддерживающих роликов, несущую панель, на которой смонтирована перемещающаяся по вертикали соединительная планка с установленными на ней с возможностью горизонтального перемещения ножёдержателями с ножами 1.
Недостатком известной конструкции является ее низкий уровень механизации, т.е.наличие большого количества ручных операций, что снижает производительность труда. Кроме того, приспособление не позволяет получить постоянную площадь сечения по всей длине заготовки ремня, а значит и постоянный вес для данного типоразмера, так как ножи в ножедержателях крепятся жестко и срезают npoi филь под постоянным углом. Учитывая, что заготовка ремня имеет допустимые, значительные отклонения по толщине, то срез получается неравномерный и площадь сечения по длине заготовки ремня бывает самая различная.
Наиболее близким к предложенному по технической сущности и достигаемому эффекту является приспособление для профилирования, заготовок.-.клиновых ремней, содержащее узел удержания заготовки, выполненный в виде Натяжного и приводного барабанов и
10 поддерживающих роликов, и подвижную по направляющим от пневмоцилиндра несущую панель с ножедержателями с расположенными в них симметрично относительно заготовки ножами 2.
Недостатком данной конструкции является невозможность получения постоянной площади сечения по всей длине ремня. Это обуславливается технологией изготовления ремней, так как при сборке длинномерных кли-. новых ремней, напримервариаторных, наблюдается разнотолщинность ремня по длине вследствие наличия допуска на толщину пластины, из которой со,бирается заготовка ремня. После сборки и резки заготовка ремня, имеющая прямоугольное сечение, поступает на оберточный станок, где проскашивание кроводится операция
30 мок (профилирование) с помощью
известного приспособления. При этом вращая заготовку ремня с помощью приводного барабана, опускают ножи и срезают фаски симметрично с двух сторон за два-три оборота заготовки Далее, взвешивая заготовку или ее отходы, определяют, сколько нужно снять резины для подгонки заготовки по весу. Для более точной подгонки заготовки по весу оператор вынужден снимать фаски не по всей длине, что часто приводит к местному утоньшению заготовки, т,е,разной площади сечения заготовки по всей длине, а это способствует получению бракованных ремней вследствие неполного заполнения резиновой смесью канавки в пресс-формах.
Цель изобретения - повышение точности профилирования путем получения постоянной площади сечения по всей длине ремня.
Это достигается тем, что приспособление для профилирования заготовок клиновых ремней, содержащее узел удержания заготовки, выполнен ный в виде натяжного и приводного барабанов и поддерживающих роликов, и подвижную по направляющим от пневмоцилиндра несущую панель с ножедержателями с расположенными в них симметрично относительно заготовки ножами, снабжено смонтированным на несущей панели ползуном с угловым кронштейном и установленным на панели с во можностью поворота на оси двуплечим Г-образным рычагом с роликом на одном конце, взаимодействующим с угловым кронштейном, и роликом на другом конце,контактирующим с заготовкой ремня, при этом ножег дер)1(атели выполнены в виде двуплечих рыча СВ, смонтированных с возMOXHCCTbKi поворота на общей оси, закрепленной в угловом кронштейне, причем на одних плечах рычагов расположены ножи, контактирующие с торцевья-/1И поверхностями поддерживающего ролика, а другие соединены между собой пружиной растяжения и ограничены расположенным между ними упором,
I.pOMe того, приспособление снаб;.ено ограничителем поворота двуплечего Г-образного рычага, смонтиро. ванньам на ползуне, подпружиненном к несущей панели.
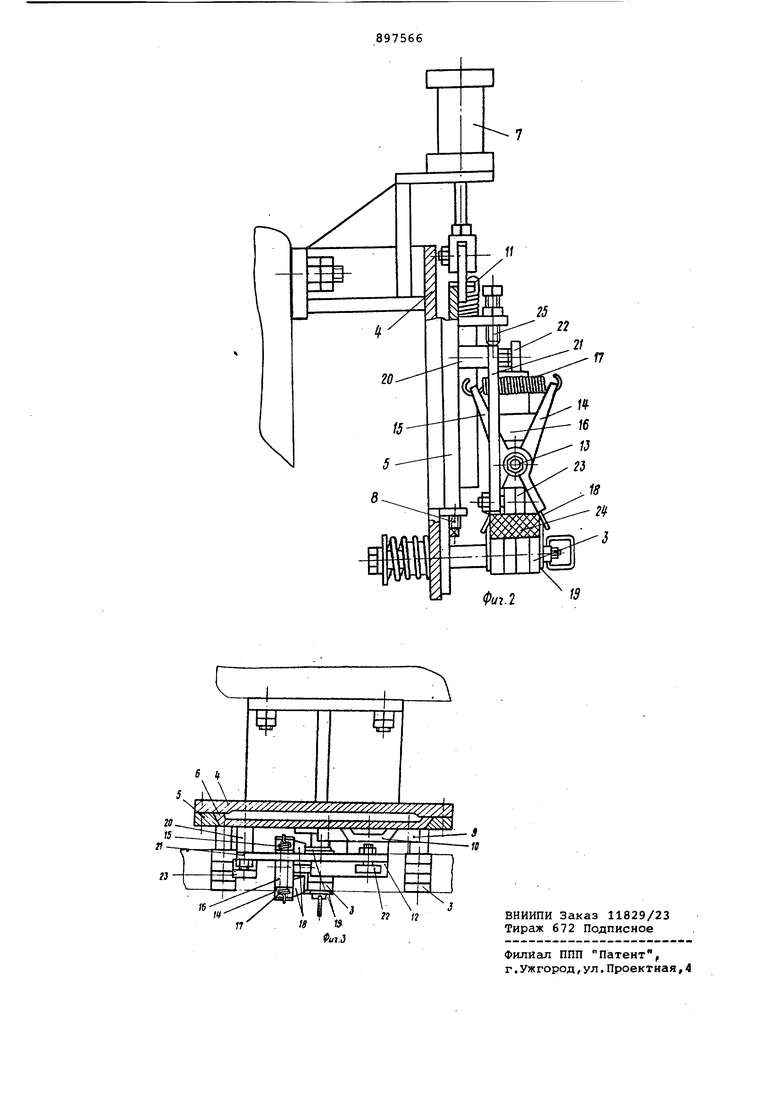
На фиг, 1 показано приспособление,, общий вид; на фиг,. 2 - то же, вид слева на фиг.З - то же, вид сверху,
Приспособление состоит из узла удержания заготовки, включающего в себя приводной 1 и. натяжной 2 барабаны и поддерживающие ролики 3, оси которых смонтированы на плите 4, Плита 4 крепится к раме, на которой смонтированы барабаны 1 и 2, и имеет направляющие 5, в которых
установлена несущая панель 6. Несущая панель 6 связана с пневмоцилиндром 7, закрепленным на плите 4, и имеет ограничитель 8 хода вниз, На несущей панели 6 в направляющих 9 установлен ползун 10, удерживаемый в верхнем положении пружиной 11, На ползуне 10 закреплен угловой кронштейн 12, на вертикальной полке которого смонтированы ось 13 ножедержателей 14,15 и регулируемый по высоте упор 16, Каждый из ножедержателей 14 и 15 представляет из себя двуплечий рычаг, верхние плечи которых связаны между собой пружиной 17, а упор 16 помещен между ними, А нижние плечи ножедержателей 14 и 15 выполнены с пазами в которых размещены ножи 18, Ножи 18 в рабочем положении контактируют с торцешлми поверхностями, выполненными в виде неподвижных реборд 19 среднего поддерживающего ролика 3, На несущей панели 6 с помощью оси 20 смонтирован двуплечий Г-образный рычаг 21, на концах плеч которого установлены ролики 22 и 23, Ролик 22 находится в постоянном контакте с.верхней точкой кронштейна 12, а ролик 23 в рабочем положении контактирует с заготовкой клинового ремня 24, Поворот Г-образного рычага 21 ограничен ограничителем поворота 25, смонтированным на ползуне 10,
Приспособление для профилирования заготовок клиновых ремней работает следующим образом.
Укладывают заготовку ремня 24 на барабаны 1, 2 и поддерживающие ролики 3, затем, перемещая барабан 2 (привод барабана 2 не показан), производят натяжение заготовки ремня 24 Далее с помощью пневмоцилиндра 7 несущая панель 6 перемещается вниз по направляющим 5 до ограничителя 8, Ограничитель 8 настраивается при профилировании первого ремня, размер профиля которого подгоняется по весу В крайнем нижнем положении несущей панели 6 ролик 23 опирается на по верхность заготовки клинового ремня 24. Включается привод приводного барабана 1, и заготовка ремня 24 приводится в движение. При этом, в зависимостиот разной толщины заготовки ремня 24 ролик 23 через Г-образный рычаг 21 и ролик 22, который опирается на горизонтальную полк углового кронштейна 12, перемещает ползун 10 вниз, растягивая при этом пружину 11, Вместе с ползуном 10 вниз перемещается угловой -кронштейн 12 и смонтированные на нем с помощью оси 13 ножедержатели 14 и 15 с ножами 18, При- этом ножи 18 срезают с вращающейся заготовки клинового ремня 24 фаски с различными по всей длине ремня 24 углами. Это достигается тем, что ножи 18 в рабочем положении опираются на неподвижные реборды 19 ср него поддерживающего ролика 3 и не могут далее перемещаться вниз вмест с ползуном 10 и врезаться в заготов ку ремня 24, При дальнейшем перемещении ползу tia 10 вниз ножи 18 разворачиваются, изменяя угол среза фаски с заготовки ремня 24. Этот разворот ножей 18 достигается тем, что ось 13 поворот ножедержателей 14 и 15 перемещается вниз, а ножи 18, опираясь на реборды 19, изменяют угол среза. При этом пружина 17 удерживает ножи 18 в пос тоянном контакте с ребордами 19. После того, как фаски сняты с заготовки клинового ремня 24, подается воздух в штоковую полость пневмоцилиндра 7 с При этом несущая панель 8 перемещается в крайнее верхнее по ложение, ползун 10 с помощью пружины 11 также перемещается вверх, Пбворачивая Г-образный рычаг 21 до ограничителя 25 поворота. Ножи 18, выйдя из контакта с ребордами 19, yдepживэJCтcя в исходном положении с помощью упора 16. Затем перюмещается натяжной ролик 2 и заготовка клинового ремня 24 снимается. Дешее операции профилирования повторяются В случае установки приспособления для профилирования заготовок клиновых ремней на оберточном станке, после окончания операции профилирование происходит обертка заготовки ремня лентой; не снимая заготовки с барабанов 1 и 2 После окончания обертки заготовку снимают с барабанов и операции повторяются« Применение предложенной конструкции прнспособления позволяет получить постоянную площадь сечения по всей длина ренняг что исключает отклонение по весу; ликвидирует случаи брака по недопрессовкам.. Кроме того, данное приспособлениепозволяет исключить операцию постоянного взвешивания обрезаемых отходов, что повышает производительность труда. Формула изобретения 1.-Приспособление для профилирования заготовок клиновых ремней, содержащее узел удержания заготовки, выполненный в виде натяжного и приводного барабанов и поддерживающих роликов, и подвижную по направляющим от пневмоцилиндра несущую панель с ножедержателямис расположенными в них симметрично относительно заготовки ножами, отличающеес я тем, что, с целью повышения ности профилирования путем получения постоянной площади сечения по всей длине ремня, приспособление снабжено смонтированным на несущей панели ползуном с угловым кронштейном и установленным на панели с возможностью поворота на оси двуплечим Г-образным рычагом с роликом на одном конце, взаимодействующим с угловым кронштейном, и роликом на другом конце, контактирующим с заготовкой ремня, при этом ножедержатели выполнены в виде двуплечих рялчагов, смонтированных с возможностью поворота на общей оси, закрепленной в угловом кронштейне, причем на одних плечах рычагов расположены ножиг контактирующие с торцевыми поверхностями поддерживающего ролика, а другие соединены между собой пружино.й растяжения и ограничены расположенным между ними упором. 2,Приспособление ПО п. 1, о т -. личающееск тем,- что око снабжено ограничителэм поворота двуплечего Г-образного рычага, смонтированным на ползуне, подпружиненно к несущей панели. Источники информации, принятые во вн имание при экспертизе 1,Авторское свидетельство СССР 167296, кл. В 29 Н 7/22, 1963. 2.Авторское свидетельство СССР 472808, кл. В 29 Н 7/22, 1974 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для профилирования заготовок клиновых ремней | 1983 |
|
SU1077818A1 |
| Приспособление для профилирования заготовок клиновых ремней | 1979 |
|
SU863399A1 |
| СТАНОК ДЛЯ ОБЕРТКИ КЛИНОВЫХ РЕМНЕЙ | 1990 |
|
RU2015917C1 |
| Станок для обертывания заготовок клиновых ремней | 1959 |
|
SU127380A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ПРОФИЛИРОВАНИЯ ЗАГОТОВОК КЛИНОВЫХ РЕМНЕЙ | 1965 |
|
SU167296A1 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ РЕЗИНОВЫХ ЗАГОТОВОК | 1967 |
|
SU193709A1 |
| УСТРОЙСТВО ДЛЯ ПОПЕРЕЧНОЙ РЕЗКИ ГОФРОКАРТОНА | 2003 |
|
RU2255840C1 |
| УСТРОЙСТВО ДЛЯ БЕЗОСТАНОВОЧНОЙ ПОПЕРЕЧНОЙ РЕЗКИ ГОФРОКАРТОНА | 2004 |
|
RU2257282C1 |
| Плоскопрокатный автомат | 1981 |
|
SU980907A2 |
| Станок для сборки и резки викелей | 1977 |
|
SU716854A1 |