to
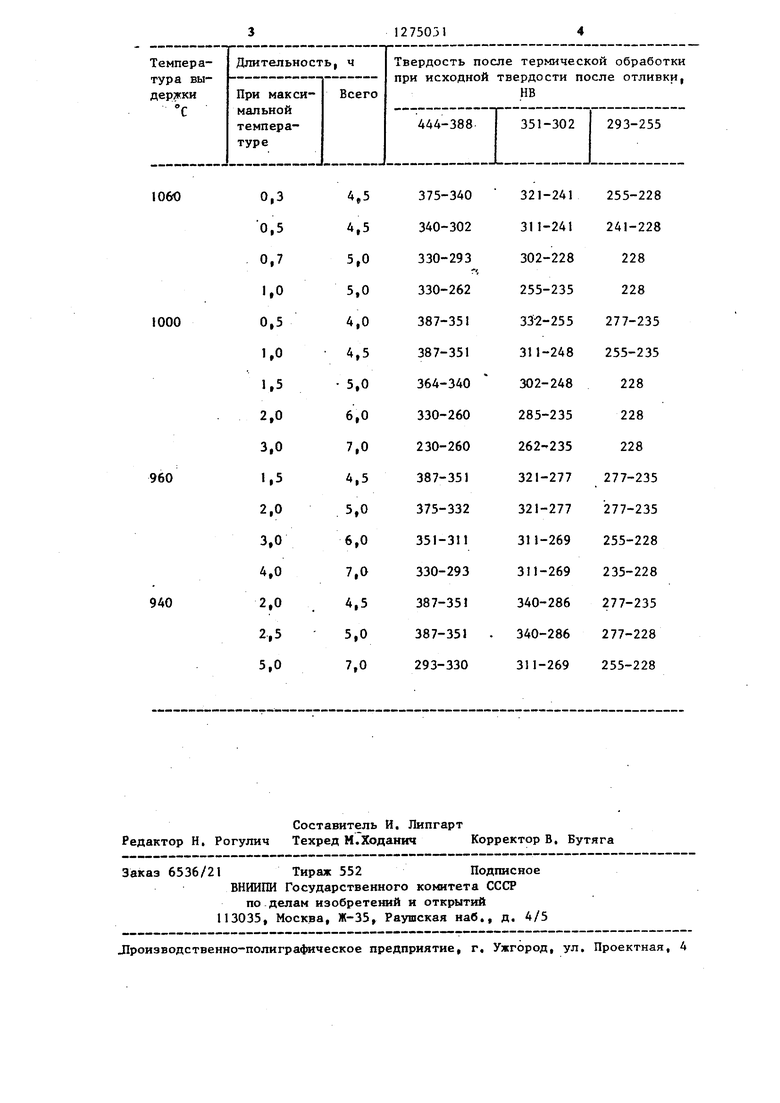
СП Изобретение относится к металлур гии, в частности к получению чугунных изделий литьем с последующей термической обработкой. Цель изобретения - сокращение дл тельности процесса путем уменьшения продолжительности отжига. Сущность предлагаемого способа с стоит в том, что производят заливку формы чугуном, выбивку отливки и от жиг, причем заливку производят чугу ном, кристаллизующимся половинчатым с твердостью НВ 250-350. . Отжиг тормозной колодки ведут по режиму: нагрев до 960-1060 С, выдержка 0,5-2 ч, охлаждение с печью до 900 С, дальнейшее охлажден1ие на воздухе до получения твердости НВ 220-320. Верхний предел твердости чугуна НВ 350 обусловлен тем, что не во всех чугунах при твердости выше НВ 350 в структуре содержится первичный графит, поэтому чугун требуется отжигать как белый, т.е. на 23 ч дольше. Твердость чугуна с исходной твердостью НВ 250 после отжи га снижается настолько, что износостойкость его уменьшается до значений, соответствующих серым перлитным чугунам. Значения твердости тормозных колодок НВ 220-320 определяют зкспери .ментально. Колодки с твердостью более НВ 320 во время эксплуатации на трущейся поверхности покрываются трещинами, которые могут разрушать колодку. Колодки с твердостью ниже НВ 220 характеризуются низкой износостойкостью. Пример. Отливают профильные тормозные колодки, формы заливают при температуре расплава 1300-1330 чугуном следующего состава, %; С 3,3-3,5; Si 0,8-0,9, Мп 0,6-0,8; Р 0,2-0,3. Выбивку тормозных колодок из форм проводят при 900-1000 с Колодки имеют твердость от НВ 255 до НВ 344. Отжиг колодок проводят по нескольким режимам. 1 Колодки загружают в печь, имеющую температуру около , нагревают до заданной температуры, проводят выдержку, охлаждают вместе, с печью примерно до , дальнейшее охлаждейие проводят на воздухе. Колодки из белого чугуна с твердостью НВ 44-388 (по известному способу) и из половинчатого чугуна с максимальными (НВ 351-302) и минимальными (НВ 295-255) значениями по твердости отжигают одновременно по шесть колодок в одной .садке., Результаты термической обработки тормозных колодок из белого и половинчатого чугуна приведены в таблице. Из таблитды следует, что колодки с твердостью НВ 220-320 можно получить при отжиге из половинчатого чуГуна с выдержкой около 20 мин при или с выдержкой около 2 ч при температуре около , При отжиге со значением температуры между 960 и ЮбОС длительность выдержки уменьшается от 2 ч до 20 мин. Длительность отжига колодок из белого чугуна с твердостью НВ 444388 (по известному способу) больше за счет увеличения высокотемпературной стадии отжига не менее, чем в 2 раза по сравнению с отжигом коло-, док из половинчатого чугуна. Таким образом, длительность изготовления чугунной тормозной колодки по предлагаемому способу меньше, чем при изготовлении по известному способу за счет сокращения продолжительности отжига„ Формула изобретения Способ изготовления тормозной колодки, включающий заливку формы чуГуном, выбивку отливки и отжиг, отличающийся тем, что, с целью сокращения длительности процесса путем уменьшения продолжительности отжига, заливку производят чугуном, кристаллизующимся половинчатым с твердостью НВ 250-350.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФРИКЦИОННЫЙ ЧУГУН ДЛЯ ТОРМОЗНЫХ ЛОКОМОТИВНЫХ КОЛОДОК И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2014 |
|
RU2573848C1 |
| СПОСОБ ПОВЫШЕНИЯ ИЗНОСОСТОЙКОСТИ ТОРМОЗНЫХ ЛОКОМОТИВНЫХ КОЛОДОК | 2014 |
|
RU2575505C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧУГУННОЙ ТОРМОЗНОЙ колодки | 1972 |
|
SU324278A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК ИЗ ПОЛОВИНЧАТОГО ЧУГУНА С АУСТЕНИТНО-БЕЙНИТНОЙ СТРУКТУРОЙ | 2003 |
|
RU2250268C1 |
| Способ термообработки чугуна с шаровидным графитом, включениями эвтектического цементита и бейнитно-аустенитной металлической основой | 2018 |
|
RU2681076C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНОГО ЧУГУНА | 2015 |
|
RU2605016C2 |
| ЧУГУННАЯ ТОРМОЗНАЯ КОЛОДКА | 1992 |
|
RU2040361C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ОТЛИВОК ИЗ БЕЛОГО НЕЛЕГИРОВАННОГО ЧУГУНА | 1999 |
|
RU2152443C1 |
| Способ ускорения отжига белого чугуна | 1946 |
|
SU69664A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ И АУСТЕНИТНО-ФЕРРИТНОЙ МЕТАЛЛИЧЕСКОЙ МАТРИЦЕЙ | 2009 |
|
RU2415949C2 |
Изобретение относится к металлургии, в частности к получению чугунных изделий литьем с последукицей термической обработкой. Целью изобретения является сокращение длительности процесса путем уменьшения продолжительности отжига. Изготовление тормозной колодки заключается в заливке формы чугуном, выбивке отливки и отжиге, причем заливку производят чугуном, кpиcтaллизy щимcл половинчатым с твердостью ИВ 250350. Отжиг тормозной колодки ведут по режиму: нагрев до 960-1060 С, выдержка 0,5-2 ч, охлаждение с печью . до , дальнейшее охлаждение на воздухе до получения твердости ИВ с 220-320. 1 табл. О)
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Фальцовая черепица | 0 |
|
SU75A1 |
| Приспособление для склейки фанер в стыках | 1924 |
|
SU1973A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧУГУННОЙ ТОРМОЗНОЙ колодки | 0 |
|
SU324278A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
