ю vj
Од 4
to
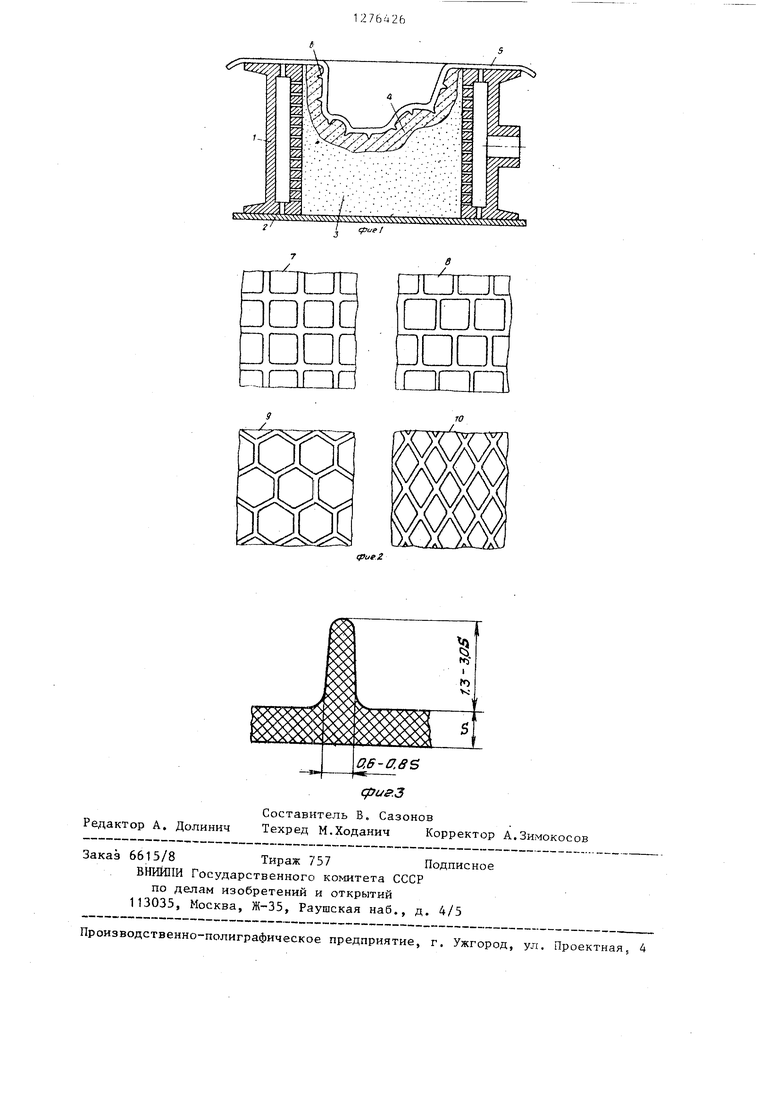
О5 Изобретение относится к литейному производству, в частности к изготовлению песчаных форм методом вакуумно-пленочной формовки. Целью изобретения является предот вращение образования пригара и :,гжими на поверхности отливки. На фиг.1 представлена литейная форма с оребренньм герметизируюсцим элементом, разрез; на фиг.2 - вариан ты оребрения герметизирующего элемен та, вид в плане; на фиг.З - оребрени герметизирующего элемента, разрез. Литейная форма содержит опоку 1, соединенную с вакуумной системой (не показана), защитньй экран 2, закрыва ющий контрлад опоки, сухой огнезгаорный наполнитель 3, облицовочньй слой 4 из самотвердеющей смеси и эластичный герметизирующий элемент 5 из син тетической пленки, оформляющий рабочую полость формы (фиг,1). Со стороны, обращенной к тепу формы, герметизирующий элемент снабжен оребрением 6 ячеистого типа разнообразной конфигурации. Элементы с оребрением вафельным 7 и шахматным 8 (фиг.2) используют для облицовки форм или частей форм с непротяженными участками поверхности. Элементы с оребрением сотовым 9 и ромбическим 10 используют при изготовлении форм для крупногабаритных отливок. Для обеспечения равномерной деформации герметизирующего элемента из синтети ческой пленки при нагреве ширину, ячейки выбирают равной 0,5-1,0 ее длины. Оптимальная высота ребра составляет 1,3-3,0 толщины элемента, а ширина ребра 0,6-0,8 толщины элемента (фиг.З). Если высота ребра меньше 1,3 толщины элемента и ширина ребра меньше 0,6 толщины элемента, то на поверхности отливок появляются прига и ужимины, если высота ребра больше 3,0 толщины элемента и ширина ребра больше 0,8 элемента, то труд но обеспечить равномерный прогрев пленки, что приводит к появлению раз рывов у оснований ребер. В качестве герметизирующего элемента используют синтетическую п.ленку толщиной 0,2-0,4 мм с оребрением, полученным методами накатки или протяжки , Осуществление изобретения иллюстрируется на примере изготовления фор для получения отливок корпуса и крыш 2b ки червячного редуктора из чугуна СЧ20. Преобладающая толщина стенок отливок 15 мм, масса 138 кг и 46 кг соответственно. На рабочую поверхность модели, подключенной к вакуумной системе, наносят гладкой стороной оребренный герметизирующий элемент из нагретой до 70°С синтетической пленки толщиной 0,4 мм. Затем на подмодельную плиту устанавливают опоку и на оребренную поверхность герметизирующего элемента наносят облицовочный слой толщиной 20-50 мм из самотвердеющей смеси следующего состава, мае.%: кварцевый песок 8,8, феррохромовьш шлак ( см /г) 4, жидкое стекло (,7, ,5 г/см) 6, вода 1,3, контакт Петрова 0,5, мыпонафт 0,2. После отверждения облицовочного слоя в течение 10 мин .в опоку засыпают кварцевый песок, закрывают контрлад опоки защитным экраном и подключают опоку к вакуумной системе. Далее извлекают подмодельнуго плиту с моделью и направляют полуформу на сборку. Температура заливки чугуна 1380UOO C. В таблице приведена характеристика поверхности отливок, полученных в формах с использованием оребренных герметизирующих элементов (варианты 1-5) и без оребрения (вариант 6, выполненньй согласно прототипу). Варианты оребрения 2-4 являются оптимальными и обеспечивают получение бездефектной поверхности отливок. Использование предложенной литейной формы позволяет предотвратить образование ужимин и пригара на поверхности отливок. Формула изобретения 1, Литейная форма, содержащая опоку, закрываюп1ий контрлад опоки экран, сухой огнеупорный наполнитель, облицовочный слой из самотвердеющей смеси и эластичньй герметизирующий элемент, оформляющий рабочую подость формы, отличающаяся тем, что, с целью предотвращения образования пригара и ужимин на поверхности отливки, герметизирующий элемент со стороны, обращенной к телу формы, выполнен с оребрением ячеистого типа. 2. Форма по п.1, отличающаяся тем, что ширина оребрен312764264
ной ячейки герметизирующего элемента щины герметизирующего элемента, а составляет 0,5-10 ее длины, при этом пшрина ребер 0,6-0,8 толщины гермевысота ребер составляет 1,3-3,0 тол- тизируюр5его элемента.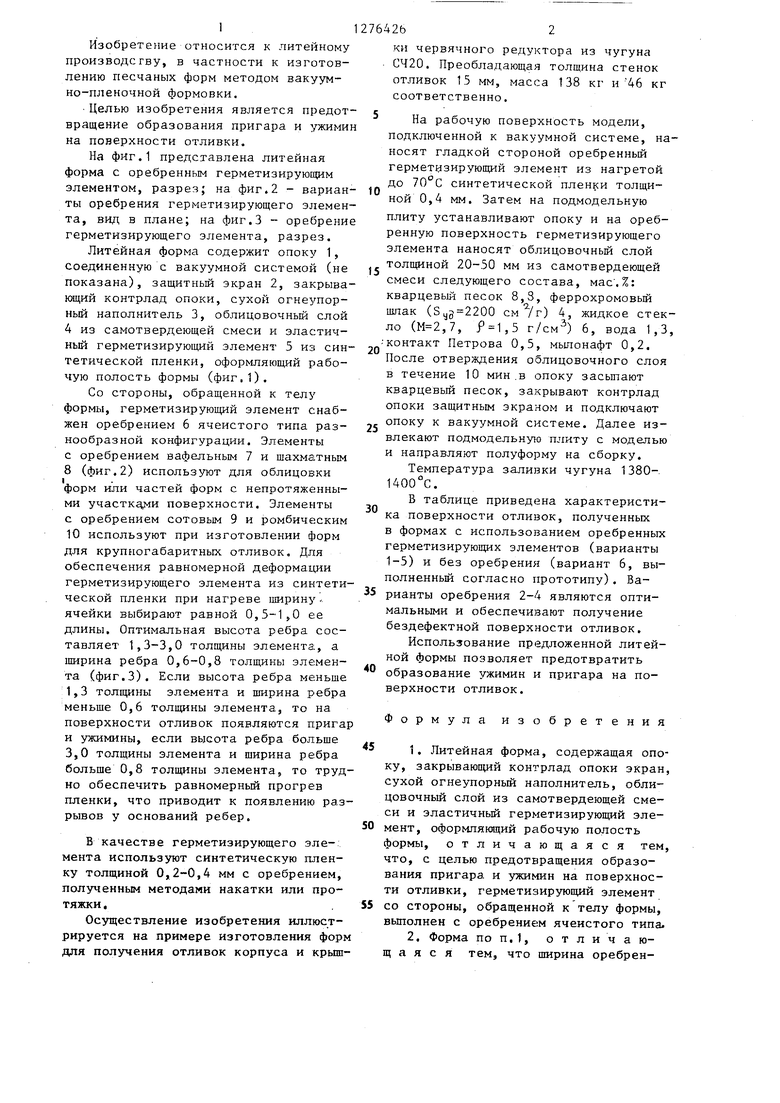

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМБИНИРОВАННЫХ ЛИТЕЙНЫХ ФОРМ ИЗ ЖИДКОСТЕКОЛЬНЫХ САМОТВЕРДЕЮЩИХ СМЕСЕЙ | 2010 |
|
RU2486987C2 |
| СПОСОБ ВАКУУМНО-ПЛЕНОЧНОЙ ФОРМОВКИ | 1991 |
|
RU2020027C1 |
| Способ изготовления литейных форм | 1979 |
|
SU825269A1 |
| Способ изготовления разовой модели | 1980 |
|
SU954141A1 |
| Способ изготовления литейных форм вакуумной формовкой | 1986 |
|
SU1379072A1 |
| Способ изготовления литейных форм вакуумной формовкой | 1979 |
|
SU772685A1 |
| СПОСОБ ВАКУУМНОЙ ФОРМОВКИ | 1992 |
|
RU2026129C1 |
| СПОСОБ ВАКУУМНОЙ ФОРМОВКИ | 1992 |
|
RU2070471C1 |
| Способ изготовления форм вакуумной формовкой | 1984 |
|
SU1166884A1 |
| Способ изготовления литейных форм | 1979 |
|
SU780946A1 |
Изобретение относится к области литейного производства, в частности к изготовлению песчаных форм методом вакуумно-пленочной формовки. Цель изобретения - предотвращение образования пригара и ужимин на поверхности отливки. Литейная форма содержит опоку, закрывающий контрлад опоки экран, сухой огнеупорный наполнитель, облицовочньй слой из самотвердеющей смеси и эластичньм герметизирующий элемент, оформляющий рабочую полость формы. Герметизирующий элемент снабжен оребрением ячеистого типа, выполненным со стороны, обращенной к телу формы. Ширина оребренной ячейки герметизирующего элемента составляет 0,5-1,0 ее длины, при этом высота ребер составляет 1,3-3,0 толпщны элемента, а ширина ребер 0,60,8 толщины элемента. 1 з.п.ф-лы, 3 ил. 1 табл.
20
Ширина ячейки
мм
Высота ребра
Ширина ребра
Нагрев равномерньй
5% Поверхность отливок
пригара верх. чистая
5% Без наличия пригара
ужимин поверх и ужимин
Длина ячейки составляет 50 мм.
гг,
Толщина герметизирующего элемента составляет 0,4 мм.
50
55
37,5
Нагрев
равномерный
разрывов
не наблюдается
20% поверхн.
25% поверх,,
D
ппп
N :--;:
ю
mjm
мют
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Планшайба для точной расточки лекал и выработок | 1922 |
|
SU1976A1 |
